基于机器视觉的叶丝在线质量智能检测系统研究
2023-08-29 07:11王仲斌杨绍胜肖斌张德超李佳睿
中国设备工程 2023年16期
王仲斌,杨绍胜,肖斌,张德超,李佳睿
(吉林烟草工业有限责任公司长春卷烟厂,吉林 长春 130033)
1 前言
随着对烟支质量的要求越来越高,制丝生产过程中存在的杂物也越来越受到重视,目前车间光电除杂设备正常运转,但因原料来料中杂物多,在除杂切丝后发现在烟丝中仍偶尔出现杂物,影响后续正常生产过程及烟丝品质,因此需要针对该现象制定检测方案,最终将杂物进一步去除,保证烟丝质量。机器视觉技术是一种利用图像传感器和图像处理算法进行非接触式精确检测的技术。目前,机器视觉技术在烟草行业的生产检测和质量监控方面也得到了广泛的应用,例如,在线外观和物理指标检测、非接触式尺寸测量、产品外观形貌检测等。
针对当前存在的问题,作者提出了基于机器视觉的叶丝在线质量智能检测系统,该系统基于机器视觉技术,通过实时图像采集装置获取切丝后传送带上的烟丝图像,然后对图像进行处理并使用机器视觉算法最终检测其是否存在杂物。旨在提高整体除杂能力,保障产品质量,消除安全风险,降低劳动强度,有效提升降本增效能力和设备智能管控水平。
2 系统方案设计
2.1 光学系统设计
本系统的关键技术之一在于光学系统硬件设计,为了有效检测传送带上的烟丝,需要选择合适的工业相机、光学镜头和光源,并合理布置相机与光源的安装位置。
(1)工业相机选型。工业数字相机从传感器的结构特性来看主要分为面阵相机和线阵相机,面阵相机是以面为单位进行图像采集,可以直接获得完整的二维图像信息,线阵相机的传感器只有一行感光元素,采集到图像长度较长,而宽度却只有几个像素。面阵相机的分辨率和扫描频率一般低于线阵相机。由于线阵相机的感光元素呈现线状,为了采集完整的图像信息,往往需要配合扫描运动。如采集匀速直线运动金属、纤维等材料的图像。结合本项目的实际情况选择线阵相机。
工业数字相机按照输出色彩可以分为单色(黑白)相机和彩色相机,在单色相机中,光的颜色信息是没有被保留的。大多数彩色相机使用拜耳矩阵来捕获颜色数据,通过相邻像素的信息来确定每个像素的颜色,因此无论是光通量还是细节表现都不如单色相机。因此,在同样分辨率下,黑白相机的精度高于彩色相机。在本项目中需要通过颜色信息来区分杂物故选择采用彩色相机。
综合以上考虑,本方案选择Teledyne DALSA 生产的LA-GC-02K05B-00-R 型号彩色线扫描工业相机,传感器为CMOS 结构,分辨率为2048×2,最大扫描速度为26kHz 满足本项目需求。
(2)镜头选型。按照实际使用场景选择镜头,镜头焦距选择流程如下,首先估算被测平面至镜头的工作距离WD,通过已知的传感器成像面高度Hi 和被测物尺寸(视场高度)Ho 计算图像放大倍数PM:
然后,根据工作距离和放大倍速计算镜头所需的焦距f:
最后选取与焦距计算值最接近的标准镜头产品;并根据所选镜头焦距重新核算镜头到被测平面的理论距离WD。
切丝后传送带宽度750mm,选择的线阵相机传感器横向宽度为14.5mm,即放大倍数为14.5/750=0.0193,若拟定工作距离500mm,则利用公式计算得到焦距f =9.47,故选择焦距为8mm 的标准镜头,从而镜头到被测平面的理论距离为423mm,实际安装过程中可灵活调整工作距离。
(3)光源选型。机器视觉系统的光源选型应从照射方式、颜色以及光源类型三个方面进行选型。由于本项目搭配线扫描相机,故选择专业的LED 线扫光源进行照明,利用大功率贴片LED 和柱面透镜形成高亮度聚光结构。同时由于异物颜色较杂,需要根据颜色对杂物进行识别,白色光源对各色异物都有较好的反射效果,最终选择上海嘉励出产的JL-XS 系列的白色线扫光源对检测目标进行照明,并搭配光源控制器实现亮度的精确调整。
2.2 系统安装结构设计
结合现场实际情况,设计了如图1 所示的安装结构,其中包括重力底座、光轴支架及其连接件、线性光源、光源连接支架、工业相机及其连接支架等。由于结构采用了光轴支架,可实现结构的快速安装与调节。相机安装方向垂直于传送带平面,通过光源连接支架可灵活调整照射方向,从而使光源照射位置与相机成像位置重合。最后将线缆连接至落地式工控机检测平台即可实现整个系统的供电及数据采集。
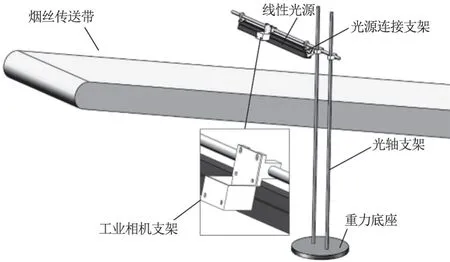
图1 系统安装结构
2.3 检测算法设计
系统使用传统计算机视觉技术对采集图像进行杂物的检测。检测算法采用C++作为主要开发语言,利用开源计算机视觉库OpenCV 实现相关功能,将线扫描相机采集的连续多帧图像进行拼接,即图像分辨率从2048×2 拼接至2048×1024,对拼接后的每帧图像进行检测。相机检测算法流程如图2 所示。
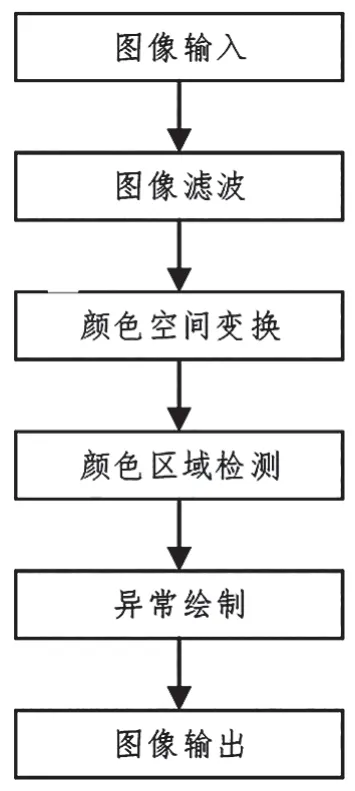
图2 检测算法流程
(1)图像预处理。首先,对输入图像进行预处理,在机器视觉中通过滤波,可以强调待检测特征同时去除图像中一些不需要的部分。最常用的有高斯滤波、中值滤波、方框滤波和双边滤波等,根据需求采用合适的滤波器对后续特征的检测有积极的作用。本系统经过多次实验对比最终选择采用双边滤波的方法对图像进行预处理。
双边滤波是一种非线性的滤波方法,能有效保护图像的高频细节,如图3(b)所示相较于原图像,使用双边滤波后的图像在低频部分进行了模糊处理降低了图像噪声,同时保留了高频部分的图像细节,便于后续的杂物检测。
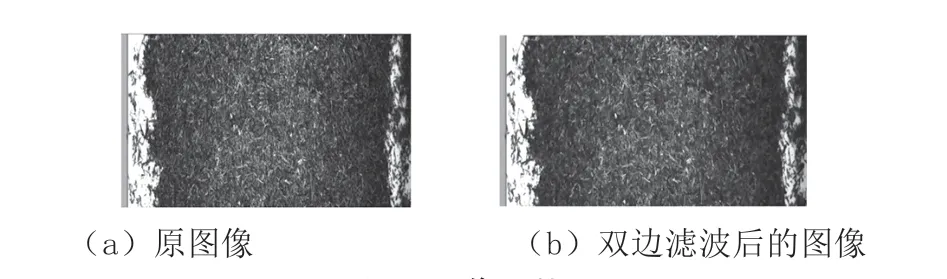
图3 图像预处理
然后对图像进行去背景处理,由于皮带颜色为白色,而杂物也包括白色,故应该去除白色背景对检测的影响,由于皮带背景只出现在图像两侧,故对图像的左侧1/4区域和右侧1/4 区域进行处理,在8 位RGB 颜色空间内,白色背景表现为:(200,200,200)≤Pixel(R,G,B)≤(255,255,255)。
基于此,对图像颜色进行过滤,输出二值图,然后利用形态学闭运算扩大背景边缘,最后输出的二值图的作为后续检测的掩膜。
(2)颜色检测。输入图像的数据格式为8 位RGB,而RGB 颜色空间是从根据颜色发光原理来设定的,三个分量都会随着亮度的变化而变化,因此更适用于显示系统,不适合用于图像处理系统。在基于颜色的图像处理中使用最多的是HSV 颜色空间,其中H、S、V 三个分量分别代表图像的色调、饱和度和亮度,对于颜色的表达更为直观。因此,将图像转化到HSV 颜色空间,然后再针对烟丝颜色进行颜色筛选,测试中发现针对已固定的相机参数及光源亮度条件下采集的图像,超过99%以上的烟叶颜色位于:(0,80,0)≤Pixel(H,S,V)≤(60,230,250)的范围内,故可将不在该范围内且面积大于一定值的区域设为异常区域。
根据上述分析编写程序并测试,测试效果如图4 所示,对于面积超过1cm2的异色杂物都有不错的识别效果。
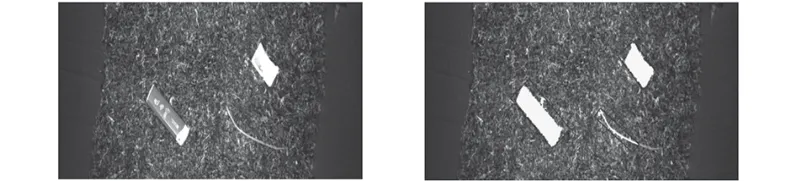
图4 杂物检测效果图
3 上位机软件实现
针对系统需求,上位机软件应包括相机的采集、图像的显示、实时检测、报警处理、检测参数设置、历史记录管理等功能,针对以上需求设计开发了上位机软件,软件基于C#语言开发,基于.Net4.5 运行在Windows10系统上。上述检测算法封装为动态链接库,上软件通过调用相应接口实现图像的处理,并返回处理结果。
上位机检测程序主界面布局如图5 所示,其中左侧界面用于显示系统运行状态、帧率、检测结果和相机拍摄的实时画面等实时信息,右侧界面用于显示异常报警的记录信息,上方的数据表格中显示24h 内所有异常报警记录,下方视图显示框选出异常的图片和检测结果。
4 测试与应用
为了对系统的可行性进行验证,系统在现场工段进行安装并实际测试。前期曾在制丝切丝后发现杂物多起,集中切丝段后各工序人员全体挑拣,发现如图6 所示的杂物。

图6 切丝后杂物示例
在停产环境下模拟真实生产情况进行测试,将不同杂物多次置于传送带烟丝上表面,经过图像采集平面进行测试。得到如表1 所示的测试结果。测试结果表明系统对白色纸张和红色胶皮类杂物有较好的检测效果,对蓝色胶皮和白色扎带类杂物的检测效果较差,总体检测准确率达到92%,基本满足项目需求,另外,在实际运行过程中发现系统检测正常烟丝时,误检率为0.05%。

表1 杂物检测测试结果
5 结语
建立了基于机器视觉的叶丝在线质量智能检测系统,通过在切丝后传送带上方安装机器视觉系统,实现对皮带机上烟丝图像的高速采集,利用机器视觉技术开发杂物检测算法模型,结合图像采集驱动、杂物检测算法以及数据库等模块,开发烟丝在线质量智能检测系统软件。建立历史记录查询及统计方案,采用大数据分析,将批次烟牌信息与杂物检测信息相结合,探索杂物产生机理,为后续查询杂物产生源头进行定位并加以治理打下基础。在实际应用中,整个系统运转良好,经现场测试,该系统针对前期发现的杂物检测准确率达到92%。系统后续应针对积累的样本库进行检测算法的优化,在提高检测准确率的同时降低误检率。
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26
南方农业(2022年13期)2022-08-03
轮胎工业(2021年7期)2021-07-20
中国电气工程学报(2020年15期)2020-11-16
消费导刊(2018年8期)2018-05-25
数学小灵通·3-4年级(2017年3期)2017-04-16
上海农业学报(2017年3期)2017-04-10
高中时代(2016年4期)2016-06-12
资源节约与环保(2015年9期)2015-01-27
河南科技(2014年24期)2014-02-27