
提高梗丝加料入口水分合格率的研究
2023-09-27 03:43尹利忠李梦月龚苏华任淑本杨承志
云南化工 2023年9期
尹利忠,李梦月,龚苏华,任淑本,张 清,杨承志,杨 洋
(红塔烟草(集团)有限责任公司大理卷烟厂,云南 大理 671000)
梗丝加工主要包括水洗梗、润梗、贮梗、蒸梗、切梗丝、梗丝加料、梗丝干燥、加香等工序,梗丝加料机在烟草制丝中的工艺任务是按照卷烟产品设定的比例,将料液准确均匀地掺配到梗丝中,并适当提高梗丝的温度和含水率,增强梗丝的耐加工性,以满足后续工序的加工要求[1]。在梗丝加工过程中,梗丝水分是生产过程中一个重要因素,决定了梗丝的柔软性、可塑性和耐加工性,影响卷烟的燃吸品质和理化性能[2],梗丝加料入口水分的稳定性会对梗丝加料出口水分、梗丝干燥等产生较大影响,且会影响梗丝质量。梗丝质量的好坏不仅影响成品烟丝的整丝率、填充值等关键指标,更对卷烟空头率和卷烟的感官质量等有着重要的影响,最终对消费者感官体验起关键性作用[3]。目前大理卷烟厂梗线生产各工序均无恒温恒湿条件,从水洗梗到梗丝加料环节,梗条水分受环境影响较大,同时受水洗梗水温变化、贮梗时间、加工过程不同水分散失等因素的影响,梗丝加料入口水分存在波动,特别是气候干燥季节梗丝加料入口水分存在偏低情况,梗丝加料入口水分合格率还存在提升的空间。
1 材料与方法
1.1 材料、仪器和设备
材料:大理卷烟厂HT梗丝。
仪器和设备:梗丝加料入口TM710e型红外水分仪(美国NDC红外技术公司)、KT2型切梗丝机(HAUNI公司)、SY232型压梗机(秦皇岛烟草机械有限责任公司)、IBF型压梗机(HAUNI公司)、WQ512A型刮板式烟梗回潮机(秦皇岛烟草机械有限责任公司);大理卷烟厂 2000 kg/h 制梗丝线。
1.2 试验方法
1)按《卷烟工艺规范》中的在线水分仪示值误差校验方法对梗丝加料入口水分仪进行校准[1],批次梗丝加料入口水分合格率以大理卷烟厂MES系统批间数据报表中的梗丝加料入口合格率为准;
2)采取增加碎梗振筛的清洁频次至1次/批、调整水洗梗补水模式为手动补水、调整贮梗时间、调整压梗机清洁水量、调整切梗丝机刀辊转速与切梗丝机喂料仓料层高度等措施进行对梗丝加料入口水分合格率的验证。
2 结果与分析
2.1 增加碎梗振筛的清洁频次
原梗中所含的梗拐和碎梗较多,不但影响切后梗丝的纯净度和填充值,同时由于梗拐和碎梗的吸水性存在较大差异,从而引起梗丝加料入口水分偏移或波动。目前碎梗振筛清洁频次为1次/天,清洁频率低,容易造成梗丝振筛堵塞,碎梗进入水洗梗工序,导致水分吸收不均匀,影响水分的均匀性。
针对该问题,通过管理措施进行改进,增加碎梗振筛的清洁频次为1次/批,避免振筛堵塞无法剔除碎梗影响后续水分,改进后碎梗剔除有效提高,减少了碎梗进入水洗梗工序影响水分,改进前批间碎梗筛除效果见图1,改进后批间碎梗筛除效果见图2。

图1 改进前批间碎梗筛除效果

图2 改进后批间碎梗筛除效果
2.2 调整水洗梗补水模式
梗丝经过洗梗后带走部分水和热量,引起水位和水温变化,同时自动补水也会导致水温变化,水温波动大会引起水洗梗出口水分波动,从而导致梗丝加料入口水分波动。目前工厂采用自动补水模式,由于控制补水的装置是气动阀,导致水位达下限需进行补水时气动阀自动开启至最大进行补冷水,从而导致水温下降,水位达到后,又进行蒸汽加热恢复标准水温。
针对该问题,改进补水模式,新增手动补水阀,将原来的自动补水模式修改为生产过程中用旁路持续少量的手动补水,减少自动补水次数,避免水洗梗水温波动。
2.3 调整贮梗时间
由于烟梗贮梗时间的变化(6~66 h),随着时间推移,烟梗水分受环境温湿度影响发生变化,切梗水分散失情况不同导致加料入口水分合格率偏低。
为探索贮梗时间对梗条水分散失的影响,开展了不同贮梗时长的水分散失试验。发现贮梗条水分随着时间的增加先保持在稳定值,从 30 h 开始,梗条水分呈线性下降趋势。同时通过回归分析拟合线图(详见图3),贮梗时间在 12.46~31.87 h,2T梗丝加料入口水分合格率都在99.95以上。结合实际生产情况,将贮梗时间最佳范围控制为 12.46~31.87 h。同时将贮梗时间工艺标准调整为5~30 h。
2.4 调整压梗机清洁水量
压梗机是在切梗工序前的重要设备,其通过两个轧辊,以工艺要求的压梗间隙将烟梗压扁成规定厚度的梗片,供给切梗丝机。轧辊表面的清洁由水、气双介质管路系统和刮刀组合完成,其雾化和刮除效果决定轧辊表面的清洁度和光滑度,影响着轧辊与刮刀的损耗、压梗间隙的一致性和压梗厚度,从而影响梗丝质量。工艺标准要求清洁水加水量≤20 kg/h,操作工根据经验进行调节,可能存在加水量过多或过少的情况,影响梗条质量及梗丝加料入口水分。
为确定清洁水加水量对压梗后梗条质量的影响,项目组选取梗条出柜水分接近工艺标准中心值的梗丝批次进行试验。验证不同清洁水加水量下对梗条质量的影响,确定最佳清洁水加水量,详见表1。
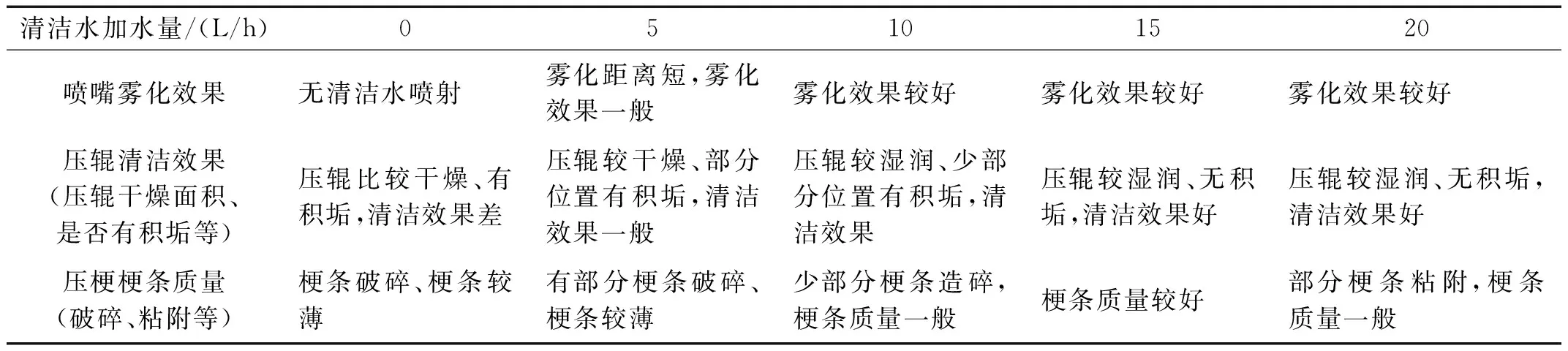
表1 不同清洁水加水量效果验证表
综合各项评价,当清洁水加水量为 15 L/h 时,喷嘴雾化效果较好、压辊清洁效果好、压梗后梗条质量较好,因此确定最佳压梗清洁水加水量为 15 L/h。
2.5 蒸梗前加装喷雾式补水装置和调整梗条出柜水分仪位置
2.5.1 蒸梗前加装喷雾式补水装置
目前工厂贮梗间及生产现场无恒温恒湿系统,环境温湿度变化会引起梗条水分吸散情况不一致,导致梗丝出柜水分批间差异大,引起加料入口水分偏移。梗条出柜水分受不可控因素较多,会出现个别批次梗条出柜水分偏低的情况,梗条出柜水分与加水量和水分提升关系详见表2 。
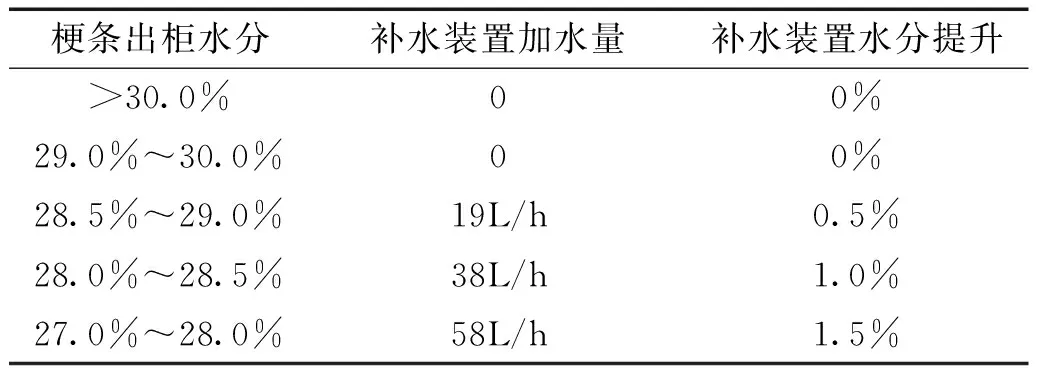
表2 梗条出柜水分与加水量和水分提升关系表
针对梗条出柜水分偏低的情况,采取以下措施:①在蒸梗前加装喷雾式补水装置,在梗条出柜水分偏低时进行补水;②对补水量进行试验统计,针对不同梗条出柜水分的加水量进行研究,找到最佳加水量值。梗条出柜水分为28.5%~29.0%,补水装置加水 19 L/h;梗条出柜水分为28.0%~28.5%,补水装置加水 38 L/h;梗条出柜水分为27.0%~28.0%,补水装置加水 58 L/h;③调整加水量后实地确认补水装置运行情况;④补水装置调整方法:a.东边阀全开,西边阀调整;b.调整阀往左加水,往右减水;c.雾化压缩空气根据实际情况进行调整,保证雾化效果即可。
2.5.2 调整梗条出柜水分仪位置
改进前梗条水分仪位置位于梗条出柜皮带上方,离加装的补水装置较远,梗条水分反馈不及时,存在蒸梗前加装的补水装置加水过多造成水渍烟的质量隐患。为此,将梗条出柜水分仪位置调整至蒸梗电子秤上方,离补水装置位置较近,及时反馈梗条水分,并对加水量进行及时调整,改进后梗条出柜水分仪位置见图4。
2.6 调整切梗丝机刀辊转速与切梗丝机喂料仓料层高度
刀辊转速与切梗丝机喂料仓高度设置不合适会引起前端设备(梗条出柜至压梗设备)启停,蒸梗机启停频繁会引起加蒸汽波动较大,导致水分波动,标准偏差大。通过以梗条出柜水分相近的批次作为试验批次,经试验验证蒸梗机的启停频次与梗丝加料入口水分标准偏差呈正相关关系,因此将以梗丝加料入口水分标准偏差作为结果分析指标,通过DOE试验,寻找刀辊转速与切梗丝机喂料仓高度的最佳组合,使蒸梗机的启停频次最少,降低入口水分标准偏差[4-6]。
通过开展DOE分析,利用Minitab的等值线图(见图5)和曲面图(见图6),通过“响应优化器”分析(见图7),当刀辊转速取 625 r/min,切梗丝机喂料仓高度取 520 mm 时,梗丝加料入口水分标准偏差有最小值,入口波动较小。

图5 等值线图

图6 曲面图

图7 响应优化器
3 改进效果
为验证改进效果,对改进后的20批梗丝加料入口水分合格率进行了统计,改进后梗丝加料入口水分合格率提升至99.97%,提高了制梗丝线制造水平和卷烟生产过程综合质量得分,详见表3。

表3 改进后梗丝加料入口水分合格率
4 结论
1)通过增加碎梗振筛的清洁频次、调整水洗梗补水模式、调整贮梗时间、调整压梗机清洁水量、在蒸梗前加装喷雾式补水装置和调整梗条出柜水分仪位置、调整切梗丝机刀辊转速与切梗丝机喂料仓料层高度等措施,提高了梗丝品质,提升了梗条耐加工性,保障了切梗丝质量,为制梗丝线过程能力提升提供了工艺保障。
2)改进后梗丝加料入口水分合格率由99.38%提升至99.97%,过程波动小,控制稳定,能够满足卷烟工艺标准;梗丝加料入口水分稳定性提高,有利于后续梗丝加料和梗丝干燥等工序的稳定加工。
猜你喜欢
现代畜牧科技(2021年9期)2021-10-13
小猕猴学习画刊(2021年10期)2021-04-18
中国交通信息化(2020年7期)2021-01-14
小雪花·成长指南(2019年12期)2019-02-10
动漫星空(兴趣百科)(2018年5期)2018-10-26
丝路艺术(2018年3期)2018-06-23
时尚北京(2018年1期)2018-01-22
少年文艺·开心阅读作文(2017年12期)2017-12-21
都市丽人(2017年6期)2017-07-25
中国卫生质量管理(2015年2期)2015-12-01
