
基于PLC 的千叶轮捆扎机控制系统设计
2023-10-14 02:53张景生陈铁牛
科学技术创新 2023年23期
张景生,陈铁牛*
(广东职业技术学院,广东 佛山)
引言
千叶轮产业多以手工作坊式生产为主,随着“中国制造2025”的推动,对千叶轮打包设备实现自动化,节约人力成本,是非常有市场前景的。综合目前可查询的资料,千叶轮相关的研究主要集中在千叶轮材料分析和应用千叶轮改进磨削工艺,而关于千叶轮的制造技术研究比较少。千叶轮自动化装备复杂,先进制造成套技术不容易突破。本文对千叶轮捆扎机控制系统进行设计,并阐述其设计过程及运行效果。
1 千叶轮及其应用
千叶轮[1],又叫“千页轮”、“砂布轮”,是一种涂附磨具,主要用于各种不锈钢、陶瓷、木材、石材等材料的研磨抛光。它的结构主要是卡盘式页轮,卡盘上下有凹槽,成百上千的砂布轮叶片固定在上下卡盘之间,砂布轮叶片内侧边的两端设置L 形卡扣槽和紧固圈,再用胶液将紧固圈与卡扣槽固化粘结在一起。而砂布轮叶片是以氧化铝为磨料,由砂布层叠和全树脂粘贴而成。千叶轮在生产后,需要勒紧捆扎打包,以便于千叶轮后续的定型、运输和储存,如图1 所示。

图1 捆扎后的千叶轮
目前千叶轮的生产过程大多都是人工打包操作为主。操作者先通过钢丝绳勒紧砂布轮,用铁锤拍打砂布轮外侧,将其拍平整和压紧,然后使用铁柄将提前准备好相应长度的捆扎带边撬边套到砂布轮上,最后松开钢丝绳,取出打包好的千叶轮[2]。整个过程劳动强度大,效率低且人工成本高。
2 千叶轮捆扎机的系统设计
2.1 千叶轮捆扎机的工作原理
捆扎机[3],又称捆包机、打带机或打包机,是使用捆扎带捆扎产品或包装件,然后收紧并将捆扎带的两端通过发热烫头热融粘接。谢晓燕[4]采用PLC 设计了化纤打包机控制系统。张钦[5]以PLC 为控制核心设计了蔬菜捆扎装置。韩鹏[6]采用PLC 完成了捆扎机循环工作流程,实现了手动、自动、连续等多种控制要求。周鑫[7]以PLC 为基础设计了烟框物流打包机控制系统,提高了烟叶打包的自动化程度。张心人境[8]设计了全自动打包机控制系统,实现了对打包机启动、传送、打包、停止的自动控制过程。本文基于PLC 和传统的捆扎机上,设计用于千叶轮的捆扎机。
千叶轮捆扎机主要包括夹料机构和捆扎机构[9],如图2 所示。夹料机构由垂直气缸、两侧的导杆、水平气缸、夹具、旋转平台等组成。垂直气缸通过两侧的导杆,实现对千叶轮表面进行平整,并将千叶轮夹持在旋转平台上。水平方向的夹持由3 组水平气缸和夹具组成,水平气缸带动夹爪向中心靠拢,收紧千叶轮并夹持。水平气缸采用可调行程气缸,通过更换夹具和调节气缸的行程,满足多种规格的千叶轮。旋转平台由三相交流电机和减速机组成,带动千叶轮低速旋转,千叶轮在旋转时水平气缸继续向中心推出,直到水平气缸上的磁环开关检测到以后,就表示千叶轮外径被压缩变小达到预期设定值。千叶轮外径被收紧后,捆扎机启动,整个捆扎工作过程由送带、退带收紧、熔接粘接、切断等多个工序所组成的环节。送退带电机带动送带轮旋转,利用摩擦力使捆扎带沿轨道向前送进,直至带子到位后,右顶刀压紧捆扎带;送退带电机反转使捆扎带沿轨道退出,将多余的塑料带退回储带盒,捆扎带紧贴在千叶轮外侧表面并捆紧扎牢;左顶刀上升将两层捆扎带压住,加热片插入将捆扎带两端加热,随后将两层已加热的捆扎带两端压粘通过热效应熔融接合在一起;最后,切断刀上升切断捆扎带,完成捆扎动作。

图2 千叶轮捆扎机
2.2 千叶轮捆扎机的工作流程
千叶轮捆扎机的工作流程包括千叶轮压紧夹持和捆扎两大部分,如图3 所示。整个工作流程如下:(1) 未捆扎的千叶轮传送到夹料机构处;(2) 收到启动信号后,垂直气缸下降压在千叶轮表面上进行表面平整,夹料机构的水平气缸带动夹具伸出,对千叶轮夹持;(3) 千叶轮放置台的旋转电机启动,3 个水平气缸推动夹具不断靠拢收紧千叶轮;(4) 千叶轮外径压缩变小到预期设定值,旋转电机停止;(5) 带子送到位,捆扎机制动器放开,主电机启动;(6) 主电机带动凸轮转动,右顶刀上升,顶住右带于滑板处;(7) 接近开关感应到退带探头,主电机停转,瞬间制动;(8) 退带电机启动,退带延时,捆扎带收紧捆在千叶轮上;(9) 主电机二次启动,加热片插进两带子中间,接近开关感应到拉紧探头;(10) 主电机三次启动,左顶刀上升,压紧带子;(11) 中顶刀上升,切断带子;(12) 中顶刀下降,加热片复位;(13) 中顶刀再次上升,使两带子牢固粘合;(14) 中顶刀下降,左、右顶刀同时下降;(15) 滑板后退,接近开关感应到停机探头;(16) 送带电机启动送带;(17) 主电机停转,瞬间刹车吸合,带子到位;(18) 捆扎机完成一个工作循环。

图3 千叶轮捆扎机工作流程
2.3 千叶轮捆扎机的系统设计
千叶轮放置平台的旋转电机M1 为主电机,M1为三相交流电机,1.5 kW,带减速机;捆扎主电机M2和送退带电机M3 为直流电机,90 W。电送退带电机M3 采用2 个继电器互锁实现电机正反转,使其既能完成退带又能完成送带。预送带电机M4 为直流电机,0.25 kW;水平气缸采用可调行程气缸,100 mm 缸径,实现推动夹具压紧千叶轮,满足多种规格的千叶轮。
系统采用性价比较高的三菱FX32-MR PLC 作为控制器。根据上述要求,编写IO 表如表1 所示。选用具有以太网口的MCGS 触摸屏TPC7602Ti,设计人机交互界面如图4 所示。
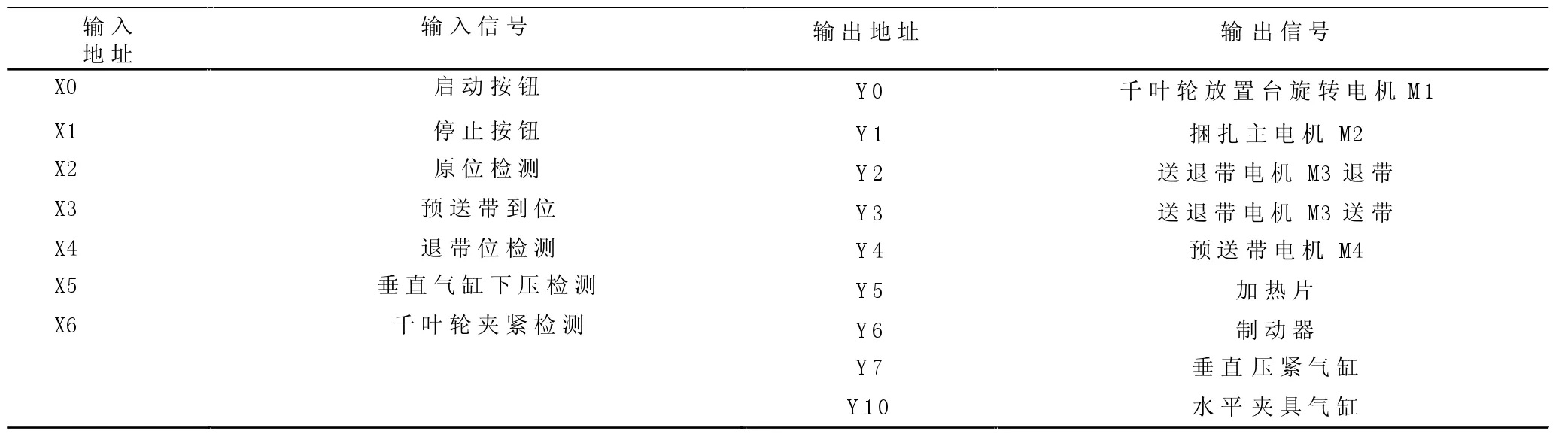
表1 I/O 分配及说明

图4 触摸屏界面
结束语
本项目针对千叶轮捆扎行业中,人工捆扎千叶轮效率低、成本高、安全性低等缺点,设计千叶轮的自动捆扎设备,提高了生产效率、减轻劳动强度、提高包装质量、降低人力成本。根据相关资料查询,全球千叶轮市场产值约80 亿元/年,中国千叶轮市场产值超过20亿元/年,千叶轮产量约1.2 亿个/年。而现有的千叶轮产业以手工作坊式生产为主,因此,对千叶轮打包设备实现自动化,节约人力成本,是非常有市场前景的。
猜你喜欢
装备制造技术(2021年1期)2021-05-21
装备制造技术(2021年1期)2021-05-21
哈尔滨轴承(2021年4期)2021-03-08
模具制造(2019年4期)2019-06-24
金桥(2018年10期)2018-10-09
小火炬·阅读作文(2018年11期)2018-03-13
小火炬·阅读作文(2018年10期)2018-03-08
制造技术与机床(2017年10期)2017-11-28
红领巾·成长(2016年1期)2016-09-10
科技创新导报(2016年9期)2016-05-14
