控制臂球销总成装配力学数值模拟及结构改进
2023-10-14 07:51冯翠云
机械工程师 2023年10期
冯翠云
(桂林信息科技学院,广西 桂林 541004)
0 引言
随着现代汽车工业快速发展,汽车质量、汽车的安全性、舒适性等日益受到重视[1]。控制臂是汽车底盘运动和承载的主要导向零部件,在汽车悬架系统中,球销总成连接控制臂与转向节[2]。汽车控制臂是悬架的导向和支撑,其变形影响车轮定位,降低行车稳定性。而球销的作用是和控制臂进行配合起到稳定车身和辅助转向的作用,是汽车转向系统中的一个关键零件,其回转力矩、摆动力矩大小和拔脱力的大小直接影响汽车的驾驶舒适性和安全性[3]。本文基于有限元数字模拟方法,模拟控制臂球销总成在不同装配过盈量条件下回转启动力矩、工作力矩和摆动力矩的变化,最后确定其合理的装配过盈量,以缩短设计周期和成本,并给出装配过盈量与力矩之间的关系。
1 控制臂球销总成模型建立
控制臂球销总成结构如图1所示。因为有限元分析只分析球销与球销座和壳体之间在不同过盈量条件下,球销的回转启动力矩、工作回转力矩和摆动±19°范围内的力矩,所以对控制臂球销总成进行简化,删除与分析无关的控制臂本体、防尘罩等零件便于提高计算效率,简化后的模型用CATIA 软件建立球销总成三维模型如图2 所示。球销总成设计技术要求是:启动力矩小于等于8 N·m,工作旋转力矩控制在0.5~4.0 N·m之间;在±19°范围内工作摆动力矩控制在0.5~4.0 N·m之间,如表1所示。

表1 球销总成设计技术要求

图1 控制臂球销总成
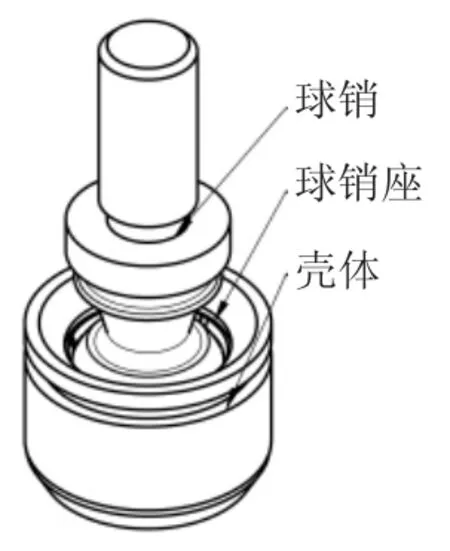
图2 球销总成模型
2 球销总成装配过盈量方案设定
影响球销的力矩大小的主要因素有材料属性、接触摩擦因数、装配过盈量大小等3个主要因素。材料属性和接触摩擦因数可以通过厂家提供的材料手册或者实验得到其属性,但是装配过盈量大小产生的压力很难通过手动计算获得,且球销在旋转和摆动过程中的力是变化的,传统的计算公式很难获得准确的结果,因此需要借助有限元的方法进行计算来获得应力大小和力矩。球销装配尺寸为φA值,初步设定过盈量为0.05、0.10、0.15、0.20、0.25 mm 五种装配关系,模型如图3所示。
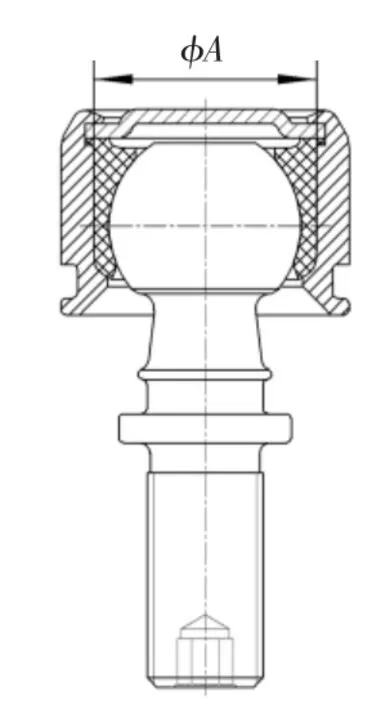
图3 球销过盈量装配
3 球销总成力矩有限元分析
3.1 材料属性
壳体材料采用20钢,材料力学性能为:弹性模量E=2.13×105MPa,泊松比μ=0.282;球销座材料采用POM,弹性模量E=2.6×103MPa,泊松比μ=0.386;球销材料采用40Cr,弹性模量E=2.11×105MPa, 泊松比μ=0.277,如表2所示[3-5]。

表2 球销总成材料力学性能
3.2 球销总成分析模型建立
将简化后的球销总成三维模型导入ABAQUS软件中,建立简化后力学模型(如图4)。因为盖板不是分析的主要对象,为了提高计算效率,删除盖板做简化处理,壳体外圈固定约束。在进行数值模拟计算时,在球头中心处设置参考点,球销杆部位与参考点进行耦合设置,在参考点施加旋转载荷和摆动载荷[6]。在ABAQUS软件分析计算时,采用通用静力学分析步计算,建立好分析模型,输入材料特性,设置好5种工况。在壳体和球销座接触部位设置好过盈量为0.05、0.10、0.15、0.2、0.25 mm五种装配关系的分析步。

图4 简化计算受力模型
3.3 球销座改进前模拟计算结果分析
球销座改进前模型采用内部浅槽结构,槽子深度为0.25 mm,中间绕轴线槽宽2.5 mm,6个均匀分布槽子宽为1 mm,深为0.25 mm,如图5所示。模型导入ABAQUS软件,单元采用C3D8R,共19 050个六面体单元(如图6)。按照过盈量为0.05、0.1、0.15、0.2、0.25 mm五种装配关系,旋转和摆动±19°进行加载求解,球销的启动力矩和摆动力矩如图7所示。图7中横坐标时间从0到1阶段为球销启动力矩曲线,1到2阶段为工作旋转和摆角从0°到19°力矩曲线。在装配过盈量为0.05 mm时,球销启动力矩为5.51~5.70 N·m,在0°~19°摆角工作范围内球销力矩为3.07~4.34 N·m;在装配过盈量为0.10 mm时,球销启动力矩为5.10~8.39 N·m,摆动工作力矩为4.60~6.57 N·m;在装配过盈量为0.15 mm时,球销启动力矩为7.24~7.53 N·m,摆动工作力矩为3.45~4.95 N·m;在装配过盈量为0.20 mm时,球销启动力矩为5.71~6.69 N·m,摆动工作力矩为3.30~5.21 N·m;在装配过盈量为0.25 mm时,球销启动力矩为6.01~6.59 N·m,摆动工作力矩为3.71~4.35 N·m;从图7中数据分析可以获知,过盈量取0.05 mm时,旋转启动力矩最大为5.70 N·m,符合旋转启动力矩小于8 N·m的技术要求,但是摆动工作力矩4.34 N·m超出了摆动工作力矩小于4 N·m的技术要求;其他0.10、0.15、0.20、0.25 mm均不符合技术要求。从图7中可以获知,过盈量从0.15、0.20、0.25 mm变化时,力矩不是升高的,反而下降了。其原因是球座发生了塑性变形,其局部应力超过了屈服强度60.6 MPa,导致力矩下降,最终产品磨损会加快,其使用寿命降低,0.25 mm过盈量应力云图如图8所示。

图5 改进前球销座结构

图6 球销总成有限元模型

图7 旋转启动和摆动工作力矩曲线图

图8 0.25 mm等效应力云图
4 球座结构改进有限元分析
4.1 球销座结构改进
1)原始设计方案球销启动和摆动工作力矩过大,超出产品的技术要求,因此需要对其进行结构改进。影响球销启动力矩和摆动力矩的主要因素是:摩擦因数、球销座结构和装配过盈量。而摩擦因数越小,球座磨损就越小,球座内部加注润滑剂摩擦因数取0.05,但是启动力矩和摆动力矩还是超过了启动力矩小于8 N·m和摆动力矩小于4 N·m的技术要求,因此只能对球销座进行结构改进。改进后的球销座设计6条贯穿的槽,槽宽为1.1 mm,中间环形槽的槽宽为2.5 mm、槽深为0.5 mm,目的是壳体和球销座过盈配合时,球销座开口槽可以容纳一定的球销座的弹性变形量,避免球销座产生过大的塑性变形,加速球销座的磨损,导致其寿命降低,改进后的球销座如图9所示。

图9 改进后的球销座模型
4.2 球销座改进后模拟计算结果分析
球销座结构改进后的模型导入ABAQUS软件,单元采用C3D8R,共22 052个六面体单元,如图10所示。球销座改进后的结构与壳体按照过盈量为0.05、0.10、0.15、0.20、0.25 mm五种装配关系设定边界条件,旋转和摆动±19°进行加载求解,得到球销的启动力矩和摆动力矩如图11所示。图11中横坐标时间从0到1阶段为球销启动力矩曲线,1到2阶段为从0°到19°摆角力矩曲线。在装配过盈量为0.05 mm时,球销启动力矩为3.82~3.99 N·m,在0°~19°摆角时球销力矩为1.52~2.21 N·m;在装配过盈量为0.10 mm时,球销启动力矩为5.65~5.85 N·m,摆动力矩为2.22~3.59 N·m;在装配过盈量为0.15 mm时,球销启动力矩为6.38~6.58 N·m,摆动力矩为2.35~3.69 N·m;在装配过盈量为0.20 mm时,球销启动力矩为6.39~6.52 N·m,摆动力矩为2.14~4.12 N·m;在装配过盈量为0.25 mm时,球销启动力矩为5.81~6.12 N·m,摆动力矩为1.60~4.69 N·m。从图10中数据分析可以获知,过盈量取0.05、0.10、0.15 mm 时,球销启动力矩最大值分别为3.99、5.85、6.58 N·m;摆动最大力矩分别为2.21、3.59、3.69 N·m均满足启动力矩小于8 N·m和摆动力矩小于4 N·m的产品设计技术要求。但过盈量取0.20 mm和0.25 mm时,球销启动力矩分别为6.52 N·m和6.12 N·m;摆动力矩最大为4.12 N·m和4.69 N·m,超出技术要求小于4 N·m的要求,且旋转力矩出现不升高、反而下降的现象。其原因是球座发生了塑性变形,其局部应力超过了屈服强度60.6 MPa,导致力矩下降,最终产品磨损会加快,其使用寿命降低。因此,控制臂球销座与壳体的合理过盈量控制在0.05~0.15 mm之间比较合理。球销启动力矩和摆动力矩均满足启动力矩小于8 N·m,摆动工作力矩小于4 N·m的技术要求,并且球销座的变形控制在弹性变形范围内,设计合理。过盈量为0.05 mm和0.1 mm的应力图如图12、图13所示,应力为59 MPa和59.5 MPa,小于屈服应力60.6 MPa,产品实物如图14所示。

图10 球销总成有限元模型

图11 旋转启动和摆动工作力矩曲线图

图12 0.05 mm等效应力云图

图13 0.1 mm等效应力云图

图14 产品实物图
5 结论
控制臂球销总成受力复杂,仅进行静力弹性阶段的分析不符合实际工况,还需要考虑材料弹塑性变形因素,以及旋转和摆动动态工况下的力矩变化。对零件进行动态全程工况分析,应用ABAQUS软件进行旋转和摆动全过程模拟分析,获得球销座和壳体之间过盈配合量大小与启动力矩和工作力矩的曲线关系图,以及各工况产生的最大应力。根据分析结果对球销座进行结构改进,最终获得最佳的结构和装配过盈量控制在0.05~0.15 mm之间,摩擦因数取0.05是比较合理的。最后,通过产品试制测试表明,数值模拟计算和试制产品测试结果基本一致,改进后的零件结构设计合理,为类似产品结构设计,提供了可以借鉴的设计新思路和新方法。
猜你喜欢
减速顶与调速技术(2022年3期)2022-02-11
制造技术与机床(2019年4期)2019-04-04
科技视界(2017年1期)2017-04-20
中国新技术新产品(2017年7期)2017-03-18
山东青年(2016年12期)2017-03-02
光学精密工程(2016年6期)2016-11-07
广东技术师范大学学报(2016年5期)2016-08-22
航天制造技术(2016年6期)2016-05-09
焊接(2016年2期)2016-02-27
探测与控制学报(2015年4期)2015-12-15