
基于“钉钉”平台智能检测应用系统的研究
2023-10-20 03:21顾峰丁胜明宋志欣
汽车工艺师 2023年10期
顾峰,丁胜明,宋志欣
一汽解放动力总成事业部锡柴工厂,江苏无锡,214000
某重型柴油机机加线生产车间,每个检测口的岗位操作工都会按照机床设定的固有频次进行频次检,检测数据都填写在纸质过程检验记录表上。常年累月虽然车间内部积累了成千上万的检测数据,但是这些检测数据并未发挥它应有的作用,而是仅仅停留在出现问题后岗位上进行质量追溯,而且如果追溯的时间跨度很大,还得对归档的纸质库存翻阅,费时费力,如图1所示。

图1 岗位操作工填写检测记录表
纸质记录一方面不利于存储归档,检测数据分析,质量追溯等,另一方面每年油印纸张和办公用品消耗也是一笔不小的开支。根据生产线统计显示,2022年全年就6DM缸体线自检记录表单项费用就高达6000元。
这些年,虽然锡柴工厂也尝试和国内优秀量具厂家联合开发智能检测系统,但软件开发应用设计上仍存在较大的局限性,一方面是检测数据未上传服务器,岗位上的检测数据保存在本地工控机硬盘里面,技术管理人员无法实时获取检测数据不能对岗位上实际检测情况进行监控。另一方面质量工程师开展日常Spc过程能力研究,只能用U盘去岗位上拷贝,而且拷贝检测数据格式与Q-Das软件不匹配,还要进行后期调整,降低过程能力研究分析效率。
基于上述情况,锡柴工厂工艺技术室基于“钉钉”平台自主搭建智能检测应用系统。
项目要求
智能检测应用系统的创建旨在将日常过程检验记录的所有信息内容全部搬到“钉钉”平台下电子表单管理系统(见图2),实现过程检验记录无纸化要求;同时为了方便岗位操作工检测信息录入,利用钉钉电子化信息平台优势适时增加选择项和关联项;为解决检测信息重复录入的问题针对性开发了一键代入功能,预计可实现效率提升50%以上。
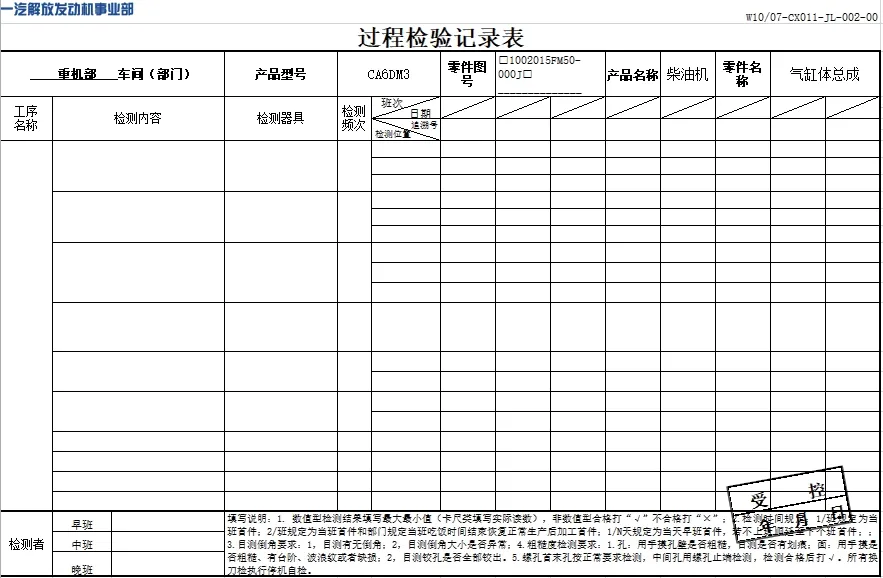
图2 过程检验记录表模板
电子表单管理包括基础信息和过程检测内容两项内容:其中基础信息包括日期,班次,工序号,检测类型,工件号码(含零部件图号)。过程检验内容包括检测内容,检测器具,检测频次,检测位置。
智能检测应用系统
在钉钉平台上选择“创建表单”,然后选择“流程表单”。新建流程表单如图3所示,包括基础设置,表单设计(见图4),流程设计和高级设置四个步骤。

图3 新建流程表单
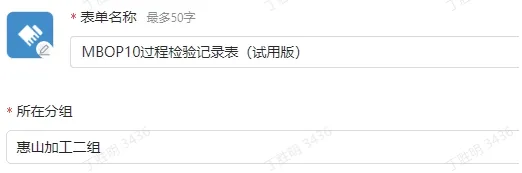
图4 电子表单命名和归档
1.基础设置
首先对电子表单进行命名,在“表单名称”一栏中填写当前电子表单名称,统一格式为工序号+过程检验记录表,例如:MBOP10过程检验记录表。然后在“所在分组”一栏选择当前电子表单拟归档位置,结合编辑者所在岗位默认选择“惠山加工二组”。设置结束后显示如图5所示。

图5 新建过程检验记录表
2.表单规划
表单设计是智能检测应用系统的核心。
(1)表单规划要求 根据工艺规划要求钉钉版过程检验记录表需要实现以下功能:钉钉版过程检验记录表需要包含纸质版检测记录表上所有信息内容,包括填写要求;钉钉版过程检验记录表要能实现频次检,换刀检和首末检(全检)检测内容区分。例如选择特定频次的频次检,系统能自动将对应频次的检测内容自动显示,不需要检测的内容自动隐藏,避免岗位操作工去人工选择待检测项目;钉钉版过程检验记录表要考虑人机工程,充分考虑人工录入的便利性,例如单选/多选和二维码扫码输入代替打字录入,同时为解决检测信息重复录入的问题针对性开发了一键代入功能;钉钉版过程检验记录表人工录入需要考虑防错,例如防漏写等;钉钉版过程检验记录表要适应实际检测工况,可实现同时输入频次检和换刀检;换刀检能够区分正常换刀检和调刀换刀检。
(2)表单规划方案 过程检验记录报表单基础信息部分只要用到“基础控件”中的“单选框”、“单行输入框”和“日期”等简单控件即可,如图6所示。电子表单难点是将过程检测内容中的6个项目明细建立联系。

图6 基础信息设置
建立过程检测内容中项目明细之间相互联系的优势在于按照传统纸质版检测记录表需要岗位操作工按照实际检测工况在检测记录表上根据检测频次和换刀编号挑选相应的内容进行检测。特别是换刀检,需要操作工熟记本岗位每把刀具的加工内容,这对于新上岗操作工有较大的挑战。但是如果系统规划时就建立了项目明细之间的联系,则后期执行过程中系统会根据你选择的刀具编号自动挑选对应刀具加工内容供岗位操作工检测。
考虑到需要建立联系的项目明细较多(一共有6项),若使用钉钉版自带的管理功能需要嵌套5层,嵌套层数直接影响系统执行效率,会出现系统显示延迟等待的问题,该问题将直接影响岗位操作工人工录入的效率。为了解决这个问题,将上述6个项目分为两组,其中检测类型,检测频次,换刀编号,检测内容划分为一组(简称组A),其中检测频次和换刀编号是两个并联关系,如图7所示。剩余划分为另一组(简称组B)。
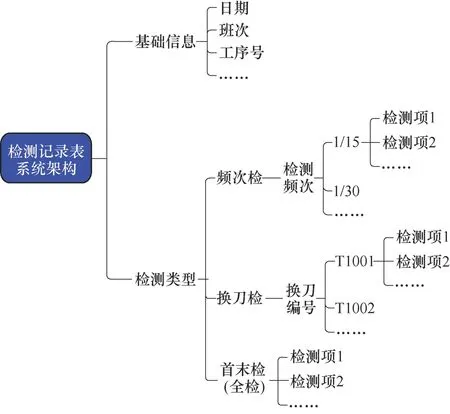
图7 检测记录表系统架构示意图
两组分别采用两种不同方式进行关联。其中组A采用钉钉系统自带的关联功能,如图所示。以检测类型为例,在选项一栏中输入实际工况下的所有检测类型:频次检,换刀检和全检(首末检),然后在选项下面选择“选项关联”。系统会自动进入“检测类型—选项关联”界面,然后在这个界面下建立第一层关联,将频次检与检测频次进行关联,将换刀检与换刀编号进行关联。实际操作时在频次检一栏“显示以下控件”中选择“检测频次”,换刀检一栏选择“换刀编号”,如图8~图10所示。通过上述方式3层嵌套搭建起检测类型,检测频次,换刀编号和检测内容之间的联系。
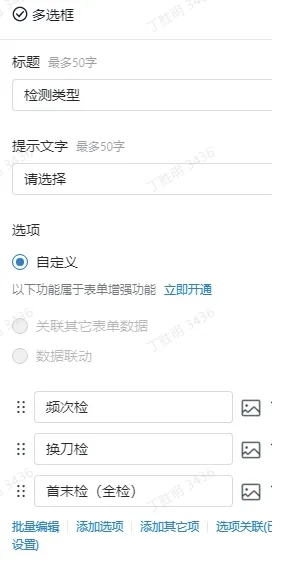
图8 检测类型与检测频次和换刀编号关联设置

图9 检测频次与检测内容关联设置

图10 换刀编号与检测内容关联设置
组B则采用“增强控件”中的“明细/表格”功能,同时配合“基础控件”中的“单行输入框”或“单选框”。在“明细/表格”标题栏中输入“检测内容”,在“单行输入框”标题栏中输入“检测位置”,在“提示文字”栏中输入“检测器具”,如图11所示。

图11 检测内容,检测器具和检测位置的关联设置

图12 电子表单流程设计示意图

图13 MBOP10过程检验记录表效果图

图15 智能检测系统信息录入提示
其中在检测内容信息录入时,为了满足不同检测类型下显示检测内容的差异,同时能适应频次检和换刀检在一个待检测件上同时进行,相同检测内容需要根据实际需要拆分为几个部分分别录入。最后在选项关联环节选择对应的检测内容。
3.流程设计
在流程设计阶段适时选择检测数据抄送对象,抄送对象包含Spc过程能力研究专员,专线技术管理工艺工程师和质量工程师等。
智能检测系统应用
智能检测应用系统一方面是用于质量问题追溯,另一方面就是Spc过程能力分析。本文重点介绍智能检测系统在Spc过程能力分析方面的应用,以MBOP200工序主轴孔孔径Spc过程能力分析为例。
图16-图19,是MBOP200工序岗位后台所有显示检测数据。利用“常用筛选”功能通过“日期”,“工序号”选择拟开展Spc过程能力分析数据来源。结合“显示列”进一步筛选待分析数据,选中所有符合条件的数据然后点击“导出”功能,则系统后台自动将待分析数据通过excel电子表格形式发送给用户,用户下载即可。最后是数据分析专用将excel电子表格检测数据导入Q-Das数据分析软件生成《过程能力分析报告》。
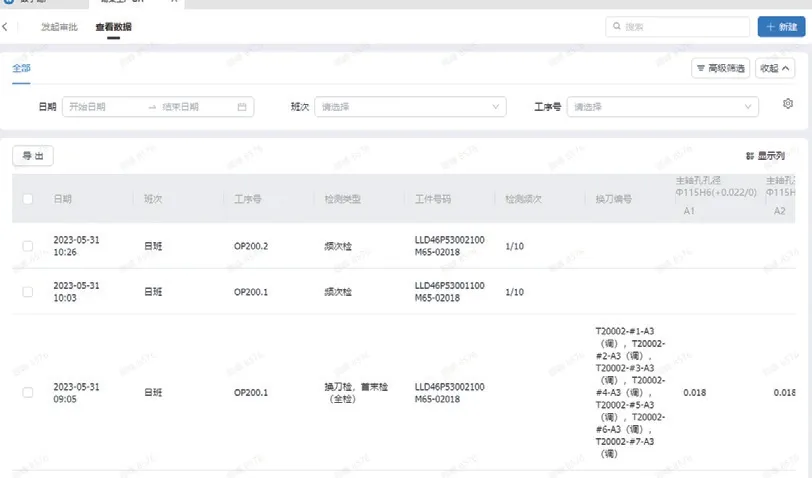
图16 MBOP200工序智能检测系统后台数据
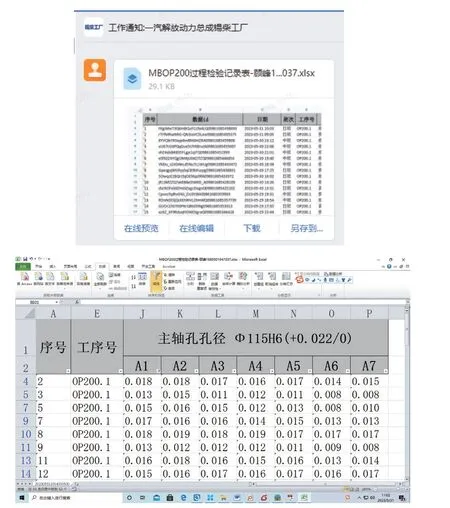
图18 MBOP200.1工序主轴孔孔径数据导出

图19 Q-Das系统Spc过程能力分析报告
猜你喜欢
太空探索(2022年6期)2022-06-23
太空探索(2022年3期)2022-03-28
华东科技(2021年9期)2021-09-23
太空探索(2021年3期)2021-03-19
太空探索(2020年9期)2020-09-16
现代职业教育·职业培训(2018年1期)2018-05-14
计算机应用文摘·触控(2016年24期)2017-01-05
现代经济信息(2016年24期)2016-11-09
计算机应用文摘·触控(2016年10期)2016-05-24
南都周刊(2016年6期)2016-04-01
