
煅烧黑色页岩/HDPE复合材料及其电性能研究
2023-10-31 08:50彭锦雯容北国刘远立邓卫星
绝缘材料 2023年10期
韩 松, 彭锦雯, 黎 玲, 容北国, 刘远立, 邓卫星,3
(1.桂林理工大学 材料科学与工程学院,广西 桂林 541004;2.桂林鸿程矿山设备制造有限公司,广西 桂林 541004;3.桂林师范高等专科学校 化学与药学系,广西 桂林 541004)
0 引 言
聚乙烯(PE)树脂因具有较高的体积电阻率、较低的成本、易于加工成型等特性被广泛应用于电气开关、电器外壳、插线板和高压直流电缆绝缘层等商业和工业领域[1-2]。但是聚乙烯材料由于自身机械强度、老化特性、价格因素和特定电气使用环境等的限制,需要使用无机物对其进行填充制备成复合材料来达到预期的使用效果,常用的无机填料多为天然矿物的后处理产品,例如蒙脱土、碳酸钙和高岭土等[3-5]。S F A ALI等[3]以马来酸酐接枝的高密度聚乙烯(HDPE-g-MA)为增溶剂,采用纳米碳酸钙与HDPE 制备复合材料,研究了纳米碳酸钙和HDPE-g-MA 浓度对HDPE 电气强度和介电光谱性能的综合影响,结果表明纳米碳酸钙质量分数为2%时复合材料的交流击穿电压提高了8.2%,在HDPE-g-MA 质量分数为1%时交流击穿电压提高21%。李长明等[4]以蒙脱土为填料制备了聚乙烯/蒙脱土复合材料,并测试了复合材料的绝缘电阻率、介质损耗因数以及电气强度,结果表明,蒙脱土的引入使得复合材料中陷阱能级增大,载流子浓度和迁移率发生变化,复合材料绝缘性能得到一定提升。
在诸多聚合物用矿物填料中,页岩家族作为后起之秀也已经有较多的研究,我国拥有丰富的页岩资源,其中广西桂林地区的页岩以黑色页岩(BS)为主,主要成分为二氧化硅和铝土矿,同时含有有机质和分散状硫化矿物[6]。此类页岩多暴露于地表或在很薄的土层下面,易形成具有较强腐蚀性的酸性环境,对其进行合理科学的开采利用后再进行复垦修复能够减少环境灾害[7-8]。马滨等[9]对页岩进行了原位改性,代替部分炭黑用于填充天然橡胶,结果证明黑色页岩可以用作高分子材料的填料。同时也有研究指出简单改性的页岩对复合材料的力学强度有较大的损害,因此深入研究页岩的加工和改性特性,对于提高页岩的利用价值具有重要的意义[10-14]。
相对而言,黑色页岩的研究较为滞后,而裂解油页岩在高分子材料中的应用已得到了广泛的关注[15]。R V BARBOSA 等[16-17]利用裂解页岩灰制备了页岩/聚(乙烯-乙烯醇)复合材料,研究了页岩颗粒尺寸、乙烯醇含量对复合材料力学性能的影响。他们同时制备了页岩灰含量为20%的裂解页岩灰/HDPE 复合材料,研究表明页岩灰填充HDPE 的力学性能与碳酸钙填充的HDPE 力学性能基本一致。范天博等[18]将页岩灰作为增强剂应用于再生橡胶和天然橡胶中,结果发现页岩灰的增强效果优于轻钙粉和重钙粉,低于白炭黑。这些研究证明裂解后的页岩作为无机填料,可使复合材料的性能得到改善,但是关于黑色页岩填充改性HDPE 材料电学性能的研究鲜有报道。
桂林地区的黑色页岩含有机质及少量硫铁矿,有机质包含少量的小分子油脂,严重阻碍了页岩与偶联剂之间的有效结合,而硫铁矿则导致其在高温加工过程中产生不友好的气味,影响工人的健康。本研究对桂林地区的黑色页岩进行煅烧,探索煅烧对页岩组成和形貌的影响,并对裂解页岩/HDPE 复合材料的性能进行表征,研究复合材料的电学性能和力学性能。
1 实 验
1.1 试剂与仪器
高密度聚乙烯(HDPE),牌号为DMDA-8008,中国石油天然气股份有限公司独山子石化分公司;黑色页岩(BS),粒径为10 μm,桂林鸿程矿山设备制造有限公司;抗氧剂1076、聚乙烯蜡(牌号为Luwax®A,分子量为7 000 g/mol),巴斯夫公司;十二烷基苯磺酸钠(SDBS)、铝酸酯偶联剂(ACADL411),西陇科学有限公司。
WLG10G 型微型双螺杆机、WZS10D 型微型注塑机,上海新硕精密机械有限公司;UTM4503SLXY型电子万能试验机、PTM7000 型塑料摆锤冲击试验机,深圳三思纵横科技股份有限公司;STA-449F5型综合热分析仪,德国耐驰公司;S-4800 型场发射扫描电子显微镜,日立高新技术公司;ESCALAB 250Xi 型X 射线光电子能谱仪、Thermo Nexux 470型红外光谱仪,美国热电公司;X'Pert PRO型X射线衍射仪,荷兰帕纳公司;PC68型高阻计,上海第六电表厂;4294A型阻抗分析仪,安捷伦公司。
1.2 热解BS及其改性HDPE材料的制备
将3 份黑色页岩(BS)粉末分别放置于300、450、600℃的高温箱式炉中煅烧3 h 后备用,分别命名为BS-300、BS-450、BS-600,未煅烧的BS 命名为BS-0。
分别将不同BS 与HDPE 基体和助剂以20∶1∶1的质量比在120℃下用高速混合机混合20 min,混合均匀后的原料用微型双螺杆机共混5 min,挤出机螺杆转速为120 r/min,温度设定为155℃。共混后的熔体用微型注塑机制备样条,注塑压力为0.6 MPa,料筒温度设定为165℃。BS-0、BS-300、BS-450、BS-600 与HDPE 复合制备的样品分别命名为BS-0/HDPE、BS-300/HDPE、BS-450/HDPE、BS-600/HDPE,制备的样品室温放置24 h后进行相关测试。
1.3 测试与表征
采用电子万能试验机,按照GB/T 1040.2—2006测试材料的拉伸强度,拉伸速度为50 mm/min,温度为室温。采用塑料摆锤冲击试验机,按照GB/T 1843—2008 测试材料的悬臂梁冲击性能,采用A 型缺口,摆锤能量为2.75 J。采用综合热分析仪对材料进行热力学分析,测试DSC、TGA、DTG 曲线,氮气氛围,升温速率为10℃/min。采用场发射扫描电子显微镜观察煅烧后黑色页岩形貌以及其在复合材料中与基体的作用和分布情况。测试前,粉末样品与复合材料样品均需做喷金处理,对复合材料样品采用液氮低温处理并脆断,取其断面进行测试。采用X射线光电子能谱仪(XPS)分析煅烧后黑色页岩粉末的元素组成、价态。采用X 射线衍射仪(XRD)分析煅烧后的黑色页岩粉末样品,Cu 靶,扫描范围为5°~80°。采用傅里叶红外光谱仪(FTIR)测试材料的红外光谱,采用KBr 压片法测试煅烧后的黑色页岩粉末样品。采用高阻计测量复合材料的体积电阻率,测量电压为500 V。采用阻抗分析仪测试复合材料的介电常数,测试频率范围为104~106Hz。
2 结果与讨论
2.1 煅烧后BS的物性分析
2.1.1 XPS分析
相关研究[6]表明广西桂林地区的黑色页岩主要由SiO2以及氧化铝组成,同时含有有机碳、微量的硫化亚铁和金属氧化物。BS 煅烧前后的XPS 谱图如图1 所示,其中各原子摩尔比如表1 所示。从图1(a)可以看出,BS-0 除含有Si和O 元素外,还含有C、S、Al、Fe 元素,这与文献[6]的研究结果基本一致。结合图1 和表1 可以看出,随着煅烧温度的提高,C原子摩尔比逐步降低,O和Si原子摩尔比逐步提高,其他主要元素的原子摩尔比也随之改变,说明随着煅烧温度的提高,样品的组成也发生变化。与BS-0相比,BS-600 中Si 原子的摩尔比由12.51%提高到了21.11%,O 原子摩尔比也由41.96%提高到了58.59%,Al 原子摩尔比由8.18%上升到12.58%,而C 原子摩尔比由35.95%下降到了6.98%,同时原有的0.79%的S 原子经过煅烧后的摩尔比已经不可测出。这说明易分解的硫铁矿及有机质在煅烧过程中基本分解,而二氧化硅及黏土类矿物保留了下来。

表1 BS煅烧前后的原子摩尔比Tab.1 Molar ratio of atoms in BS before and after calcination
2.1.2 外观形貌及热稳定性
图2 为未煅烧BS 粉以及300、450、600℃煅烧3 h 后BS 粉的外观及对应的扫描电镜图。从图2 可以看出,BS-300 仍为黑色,BS-450 和BS-600 均为黄色,更偏向于黏土的颜色特征,BS-450 颜色稍暗于BS-600。对煅烧后BS 的外观和质量变化进行监测,发现BS-300 的失重率为3.21%,仍保留黑色特征,煅烧时高温箱式炉排出的气体有类似硫化物的味道,说明在300℃下BS 会失去吸附水及结合水、小分子油脂,硫铁矿发生分解,而有机碳化合物仍大量存在于样品中。BS-450 的失重率为5.89%,外观呈现黄色,说明在450℃下BS 粉末中有机碳化合物大量氧化分解,粉体呈现的颜色为氧化硅、铝土矿的混合颜色。BS-600的失重率为11.06%,颜色与BS-450 基本相同,而失重率却有较大的升高,这主要是由于BS 中碳酸盐的分解。从图2 的SEM 图还可以看出,经过煅烧后的BS 仍然保持着层状结构,BS-300 的微观形貌与天然BS 的形貌基本相同,随着煅烧温度的升高,BS 会出现片层断裂,破碎程度随煅烧温度逐步提高,BS-600 的表面明显附着有小颗粒的页岩碎片,这有利于BS在聚合物中的分散。
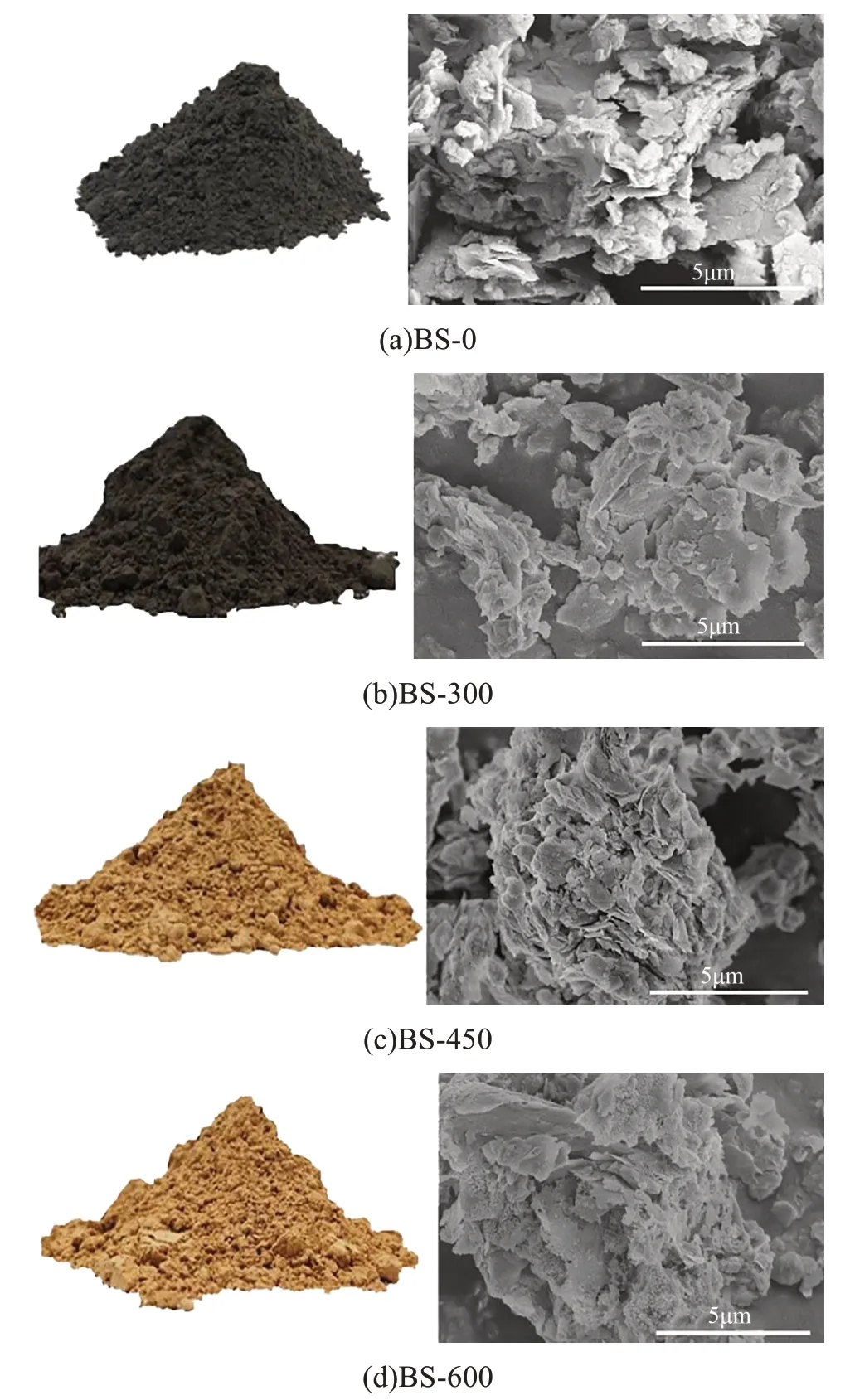
图2 未煅烧和不同温度煅烧后的BS的外观及扫描电镜照片Fig.2 Appearance and SEM images of BS before and after calcination at different temperature
2.1.3 红外光谱
图3 是煅烧前后BS 的红外光谱图(FTIR)及XRD 谱图。从图3(a)可以看出,不同温度煅烧后的BS 粉末样品仍保留了1 083 cm-1和800 cm-1附近的特征峰,说明不同温度煅烧后的产物仍和BS 具有较高相似的组成,也就是以氧化硅为主体的岩石矿物。但随着煅烧温度的升高,3 617 cm-1附近的结晶水或吸附水的吸收峰和1 422 cm-1附近的为羧酸盐的对称伸缩振动特征峰消失,2 930 cm-1附处亚甲基和甲基的吸收峰消失,说明煅烧过程中有效去除了有机质,这与XPS 的数据反映的结果一致。从图3(b)可以看出,经过煅烧后BS 主衍射峰的衍射角有小角度的偏移现象,说明样品片层间距d发生了变化。经过布拉格方程的计算,未煅烧BS 的层间距d=3.356 8 nm,BS-300 的层间距d=3.352 3 nm,BS-450 的层间距d=3.347 0 nm,BS-600 的层间距d=3.345 7 nm。说明随着煅烧温度的升高,BS 片层间的物质逐步被氧化分解,从而导致片层间距减小。

图3 未煅烧和不同温度煅烧后BS的FTIR及XRD谱图Fig.3 FTIR and XRD spectra of BS before and after calcination at different temperature
2.2 BS/HDPE复合材料性能的研究
2.2.1 力学性能
天然BS 由于组分复杂,在作为无机填料时会对复合材料的力学性能造成较大的伤害。图4 是BS质量分数为5%时,不同BS/HDPE复合材料的拉伸强度和冲击强度测试结果。从图4可以看出,BS-0/HDPE 复合材料的拉伸强度比HDPE 下降了1.5%,冲击强度下降了31.2%,可见未煅烧BS-0 对HDPE 的冲击强度有严重的不利影响。经过煅烧后的BS 按照相同的配方和填充量所制备的复合材料拉伸强度相对BS/HDPE 复合材料均出现提升的现象,BS-600/HDPE 的拉伸强度比纯HDPE 提高了6.14%。BS-300/HDPE 和BS-450/HDPE 的冲击强度稍低于纯HDPE 的冲击强度,而BS-600/HDPE 的冲击强度基本与纯HDPE 相当,相对于BS/HDPE 有了大幅度提升。
2.2.2 热稳定性
图5 是不同BS/HDPE 复合材料的热重(TGA)曲线和热重微分(DTG)曲线。从图5 可以看出,随着BS 煅烧温度的提高,复合材料的残留率逐步提高,这主要由于不同煅烧温度下BS 中可分解残留物的含量不同。从图5 中DTG 曲线也可看出,复合材料的最大分解速率对应温度基本上与纯HDPE一致,说明BS/HDPE 复合材料的热分解主要以HDPE的热分解为主,页岩中微量金属元素并不会加速HDPE 的热分解,未对复合材料的热稳定性和热氧老化性能造成明显损害。热分解曲线还说明BS 的填充基本不会影响复合材料的初始分解温度和终止分解温度,也说明BS 对复合材料热分解行为影响较小。

图5 不同BS/HDPE复合材料的TGA和DTG曲线Fig.5 TGA and DTG curves of different BS/HDPE composites
2.2.3 绝缘性能
表2 是不同煅烧温度处理的BS 所制备的复合材料的体积电阻率。从表2 可以看出,当HDPE 材料引入未煅烧的BS 时,复合材料的体积电阻率相对于HDPE 材料的体积电阻率5.50×1016Ω·cm 几乎下降了50%,推测是由于天然BS 成分复杂,含有机质和硫铁矿等,导致复合材料中出现较多载流子,降低了其体积电阻率。而经过煅烧处理的BS 所制备的复合材料体积电阻率明显增大,但不同温度煅烧温度处理的BS 制备的复合材料相对于HDPE 材料的体积电阻率仍有所下降,推测是BS 中的SiO2表面仍存留一部分表面羟基,羟基的亲水性使得其表面吸附一部分水分子,这些水分子在测试仪器较高的电场下极化形成载流子,降低了复合材料的体积电阻率;同时SiO2的表面修饰和加工助剂也会影响复合材料的Maxwell-Wagner-Sillars(MWS)效应,从而影响复合材料的绝缘性能[19-20]。引入不同温度煅烧BS 的复合材料体积电阻率下降幅度不同,由于较高的煅烧温度使得BS 中热不稳定物质氧化分解得更完全,相同填充量下SiO2所占比重更高,因此BS-600/HDPE 的体积电阻率下降幅度最大。从表2还可以看出,虽然经过煅烧处理的BS所制备的复合材料体积电阻率均有一定幅度下降,但依然维持在4.79×1016Ω·cm 及以上,降幅维持在13%以内,复合材料仍具有较好的绝缘性能。

表2 不同BS/HDPE复合材料的体积电阻率Tab.2 The volume resistivity of different BS/HDPE composites
图6 为不同BS/HDPE 复合材料在104~106Hz频率下的介电常数。从图6 可以看出,不同煅烧温度处理的BS 制备的复合材料介电常数变化幅度不大,其中BS-450/HDPE 的介电常数几乎和HDPE 持平。引起不同煅烧温度BS/HDPE 复合材料介电常数变化的原因在于BS 和HDPE 基体的界面相互作用,因为HDPE材料是非极性电介质,自身不会随交变电场而改变介电性能,但当引入BS 颗粒时,其位阻作用以及和HDPE 较好的界面结合强度,使HDPE 材料的分子链运动受到限制,载流子陷阱增多,导致材料极化作用减弱,介电常数减小[21]。随着煅烧温度的升高,复合材料介电常数也随之增大,推测为经过更高温度的煅烧后,BS 被进一步纯化,杂质减少后SiO2等氧化物占比增加,使复合材料的介电常数增大[22]。
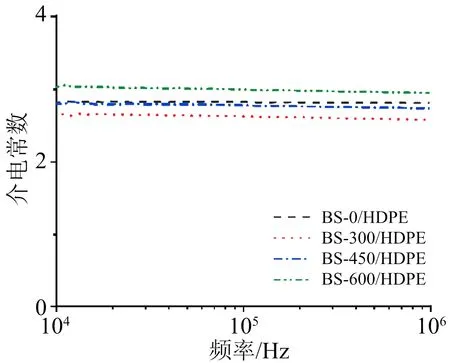
图6 不同BS/HDPE复合材料介电常数Fig.6 Permittivity of different BS/HDPE composites
2.2.4 微观形貌
将BS/HDPE复合材料经液氮冷却后,快速掰断样条,取其断面喷金后利用SEM观察其形貌,如图7所示。
从图7(a)可以看出,BS-0/HDPE 复合材料中,BS颗粒排列方向一致,这主要是在注塑过程中流动取向形成的。BS 与HDPE 之间存在明显的相分离,两者之间没有渗透和粘结,这也是导致其复合材料冲击强度下降的主要原因。在图7(b)和(c)中,页岩颗粒与HDPE 之间开始出现界面粘接,而图7(d)中,BS-600 与HDPE 之间有着明显而丰富的界面粘结,这对于增强HDPE的拉伸强度和冲击强度起到了至关重要的作用。天然BS 是沉积而成,BS 表面及层间存在少量油脂,这可能阻碍了偶联剂与BS 表面硅基黏土的相互作用,使树脂无法有效粘结在BS表面。煅烧去除了BS 中的有机质,使偶联剂在树脂基体与BS之间架起“桥梁”,从而与HDPE有更好的相容性,因此煅烧有效地改善了天然BS 的成份,提升了BS作为无机填料的补强性能。
3 结 论
(1)随着煅烧温度的升高,BS 的颜色更接近硅基黏土的颜色。经过600℃煅烧后,BS 的碳原子摩尔比由35.95% 下降到6.98%,硫原子摩尔比由0.79%下降到仪器无法测出,可有效减少复合材料加工过程中有害气体的释放。
(2)高温煅烧后,有机质的减少减弱了其对偶联剂等增溶剂的限制作用,BS颗粒的进一步破碎增大了可相互作用的表面积,增强了HDPE和BS的界面相互作用,显著提高了BS/HDPE复合材料的力学性能。
(3)BS的加入并未引起材料体系的热稳定性降低,依然具备较好的高温热分解性能和热氧老化性能。
(4)高温煅烧后,有机质和硫铁矿的减少极大程度降低了BS/HDPE复合材料中载流子的密度,使其体积电阻率下降幅度维持在13%以内,对材料介电常数影响也较小,使复合材料保留较好的绝缘性能。
猜你喜欢
河北画报(2020年10期)2020-11-26
英美文学研究论丛(2018年2期)2018-08-27
电子制作(2017年20期)2017-04-26
水利科技与经济(2016年3期)2016-04-22
材料科学与工程学报(2016年5期)2016-02-27
中国塑料(2015年8期)2015-10-14
西南石油大学学报(自然科学版)(2015年4期)2015-08-20
物探化探计算技术(2015年2期)2015-02-28
建筑材料学报(2014年3期)2014-03-11
电子设计工程(2014年18期)2014-02-27
