
不同切丝宽度中支卷烟的包灰性能、主流烟气及感官质量变化规律
2023-11-14 11:35张洪召高复高王国园孙姝雅王刘东张峻松
河南农业科学 2023年10期
郜 明,张洪召,高复高,王国园,李 杰,孙姝雅,王 宇,王刘东,雷 添,张峻松,梁 淼
(1.江苏中烟工业有限责任公司徐州卷烟厂,江苏 徐州 221000;2.郑州轻工业大学食品与生物工程学院,河南 郑州 450001)
随着卷烟规格的不断创新发展,中支卷烟已逐步成为卷烟消费中的重要细分品类,在降焦减害和降本增效等方面具有天然优势[1-2]。烟支圆周减小后,其对烟丝结构及辅材参数的需求不同于常规卷烟,为提升中支卷烟的制造水平和感官品质,科技工作者在制丝关键工序优化、烟丝形态调控、烟用材料设计、烟气释放分析等方面开展了针对中支卷烟的研究[3-6]。朱波等[7]利用烟丝形态调控技术研究了烟丝特征长度与中支卷烟卷接质量间的关系,发现烟丝特征长度在2.35~2.85 mm 时,卷接质量稳定性好;戴路等[8]通过卷烟纸和滤棒参数的调整优化,实现了主流烟气常规成分的控制与感官质量的提升。
切丝宽度是制丝生产中需控制的重要参数之一,适宜的切丝宽度对于降低过程损耗、改善烟丝尺寸分布、提高卷烟香气透发性和烟气细腻感有重要作用。赵佳成等[9]利用灰色关联分析法研究了切丝宽度对烟丝结构分布稳定性的影响,发现随切丝宽度增加,中长丝比例增加,能够降低工艺消耗,但烟丝结构分布稳定性降低。郭华诚等[10]考察了切丝宽度对细支烟烟丝结构、卷接质量及烟气成分的影响,结果表明,切丝宽度在0.7~0.8 mm 时细支烟的综合质量较好。司晓喜等[11]分析了不同切丝宽度下主流烟气气溶胶粒径分布,表明切丝宽度在0.9 mm时,烟气粒子浓度高,粒径大小适中,感官质量较好。
前人研究多关注的是常规卷烟和细支卷烟,中支卷烟切丝宽度研究相对较少,仅有王宗英等[12]和周凯敏等[13]从烟丝结构变化、卷接质量、烟气常规指标及感官质量等方面考察了切丝宽度对中支卷烟质量的影响。除了上述这些卷烟质量指标外,卷烟的包灰性能在产品设计与质量评价中也日益受到重视[14-15],包灰性能是由烟丝与卷烟纸间匹配燃烧而形成。目前,关于切丝宽度对包括包灰性能在内的中支卷烟质量影响未见报道。为此,以某牌号中支卷烟为研究对象,考察了不同切丝宽度对烟丝结构、卷接质量、包灰性能、主流烟气常规指标及感官质量的影响规律,利用回归分析等方法研究了烟丝尺寸、切丝宽度等因素与质量指标间的关系,以期为提升中支卷烟综合质量提供指导。
1 材料和方法
1.1 主要材料与仪器
主要材料:原料为江苏中烟工业有限责任公司某牌号中支卷烟配方叶组,卷烟滤嘴、接装纸、卷烟纸等均采用该牌号卷烟正常生产使用材料。
主要仪器:YQ-3 型烟丝振动分选筛(郑州嘉德机电科技有限公司);YDZ 430 型填充值测定仪(郑州嘉德机电科技有限公司);YDZ-II 型端部落丝测定仪(合肥众沃仪器技术有限公司);CFP800A 型卷烟落头倾向测试仪、CWT200烟丝宽度测定仪(合肥众沃仪器技术有限公司);OM-VL 卷烟物理性能综合测试台(北京欧美利华科技有限公司);KBF240恒温恒湿箱(德国Binder 公司);MW3220 型微波密度测定仪(德国TewsElekteronik 公司);自行设计并搭建的卷烟包灰性能测试箱;RM20H型转盘吸烟机(德国Borgwaldt KC 公司);佳能EOS70D 数码相机[佳能(中国)有限公司];EL204 电子天平[感量0.0001 g,Mettler-Toledo仪器(上海)有限公司]。
1.2 方法
1.2.1 切丝与中支烟卷制 切丝工序设置切丝宽度分别为0.80、0.90、1.00、1.10 mm 4个梯度,叶丝干燥采用HXD气流干燥模式,关键工序的加工参数和质量指标均保持一致,将4 种不同宽度的烟丝采用人工加丝方式在同一卷接机组卷制成中支卷烟,烟支圆周为20.00 mm,长度为88.00 mm(滤嘴长度30.00 mm+烟支长度58.00 mm),烟支单支质量设定为(0.630±0.040)g。
1.2.2 烟丝及烟支物理质量检测 分别按照YC/T 173—2003、YC/T 152—2001 和YC/T 476—2013 的要求测定烟丝整丝率、碎丝率、填充值及烟支密度等指标;按照GB/T 22838—2009 的要求进行烟支质量、吸阻、硬度、通风率等卷接质量指标的检测;利用烟丝宽度测定仪对切后50 根烟丝进行实际切丝宽度检测,利用落头倾向测试仪测定统计不同切丝宽度卷烟样品的落头倾向。
1.2.3 包灰性能、烟气常规指标及感官质量检测
参照文献检测不同中支卷烟的包灰值、灰度值及燃烧锥形态参数[16-17];按照GB/T 19609—2004、GB/T 23355—2009 和GB/T 23356—2009检测卷烟烟气总粒相物、焦油、烟碱、一氧化碳释放量,每20 支烟抽吸一组,共平行测定3 组;按照GB/T 5606.4—2005的要求,组织11位具有评吸资格的评委利用对比盲评法对不同切丝宽度卷烟样品进行感官质量评价,各评吸指标结果取平均值。
1.3 数据统计处理
利用SPSS 21.0、Excel 2016 等软件对不同切丝宽度时中支烟的卷接质量、包灰性能及感官质量进行差异性分析及回归分析。
2 结果与分析
2.1 切丝宽度对烟丝物理质量的影响
4 种设定切丝宽度条件下制得烟丝的实际宽度如表1 所示。由表1 可见,实际切丝宽度与设定值间的偏差较小,表明切丝宽度的均匀性和稳定性较好,能够满足后续不同切丝宽度对中支卷烟质量的影响考察。烟丝经掺配加香贮存后,贮丝柜内烟丝结构及填充值检测结果如表2 所示。由表2 可知,随切丝宽度增加,长度大于3.35 mm 的烟丝比例呈增加趋势,尤其是切丝宽度从0.90 mm 增加至1.00 mm 时,长丝比例增加幅度(5.15%)较大,长度介于2.50~3.35 mm 的中丝比例在切丝宽度为0.90 mm 时最高,随切丝宽度继续增加,中丝比例逐步降低至10.90%。随切丝宽度从0.80 mm 增加至1.10 mm 时,整丝率从86.89%逐步增加至91.40%,烟丝结构的整体变化趋势与文献报道相似,但本研究中烟丝整丝率明显高于文献[10-12]同样切丝宽度条件下烟丝,主要原因可能与烟叶等级质量较高有关。同时,尺寸在1.00~2.50 mm 的短丝率和小于1.00 mm 的碎丝率均随切丝宽度提高而逐渐减小,相关性分析显示,长丝率、整丝率及短丝率与切丝宽度间存在显著相关关系(P<0.05)。另外,烟丝填充值介于3.92~4.03 cm3/g,整体变化较小,且与整丝率、碎丝率间不存在显著相关关系(P>0.05),可能是与不同烟丝样品中较高的整丝率有关。

表1 烟丝设定切丝宽度与实际切丝宽度Tab.1 Set and actual cutting widths of tobacco mm

表2 不同切丝宽度对烟丝结构及填充值的影响Tab.2 The effect of different cutting widths on the structure and filling value of cut tobacco
2.2 切丝宽度对卷烟物理质量的影响
在卷制材料相同和单支质量控制一致的条件下,不同切丝宽度卷烟样品的卷接质量指标如表3所示。不同切丝宽度中支卷烟的单支质量平均值较为接近,变化幅度在0.005 g 范围内;圆周平均值波动不大,整体稳定性较好,表明卷制过程较为稳定。卷烟封闭吸阻随切丝宽度增加整体呈现减小趋势,标准偏差也逐步降低;0.90 mm 切丝宽度时烟支的硬度最低,为56.50%;不同切丝宽度卷烟的总通风率平均介于31.46%~32.40%;切丝宽度为1.00 mm和1.10 mm时,烟支端部落丝量及燃烧锥落头倾向明显降低;烟支含末率随切丝宽度增加而逐渐减少;烟丝轴向密度标准偏差在切丝宽度为0.80 mm 和1.00 mm 时相对较低,烟丝轴向填充更均匀,这2个切丝宽度下中丝比例适中,但长丝和短丝比例有差异,表明烟丝轴向填充状态影响因素较为复杂。

表3 切丝宽度对卷烟物理质量的影响Tab.3 The effect of cutting width on the physical quality of cigarettes
切丝宽度对卷接质量及其稳定性的影响其实是通过烟丝结构起作用的,为了进一步明确烟丝尺寸对卷接质量的影响,以筛网各层烟丝质量比例为自变量(X1—X4分别代表长丝率、中丝率、短丝率、碎丝率),以烟支质量(Y1)、质量标准偏差(Y2)、吸阻(Y3)、吸阻标准偏差(Y4)、硬度(Y5)、总通风率标准偏差(Y6)、端部落丝量(Y7)、落头倾向(Y8)、含末率(Y9)、轴向密度标准偏差(Y10)为因变量,对中支烟烟丝结构与物理指标进行逐步回归分析,结果如表4 所示。结果表明,卷烟吸阻与碎丝率呈显著正相关关系,即碎丝率越高,卷烟吸阻越大,线性回归方程为Y3=1.336+0.117X4(P=0.042<0.05);吸阻标准偏差与长丝率呈负相关关系,即在一定范围内提高长丝率有利于降低吸阻波动,线性回归方程为Y4=0.219-0.003X1(P=0.023<0.05);硬度值与中丝率呈显著负相关关系,即在卷烟质量一定的情况下,中丝比例越高,卷烟硬度越小,线性回归方程为Y5=63.500-0.511X2(P=0.029<0.05);总通风率标准偏差与短丝率呈显著负相关关系,即短丝率越高,通风率的波动性越小,线性回归方程为Y6=2.197-0.067X3(P=0.030<0.05);端部落丝量与长丝率呈显著负相关关系,即长丝率的比例增加有利于降低端部落丝量,线性回归方程为Y7=3.718-0.041X1(P=0.017<0.05);燃烧锥落头倾向与短丝率呈正相关关系,即短丝比例增加时不利于落头的控制,线性回归方程为Y8=-0.025+0.003X3(P=0.013<0.05);烟支含末率与长丝率呈负相关关系,且烟丝结构比例对含末率的影响趋势与端部落丝量一致,含末率与长丝率的线性回归方程为Y9=6.341-0.067X1(P=0.021<0.05);烟支轴向填充密度的标准偏差与中丝率呈显著正相关关系,即中丝比例增加能够提升轴向密度的均匀性,线性回归方程为Y10=24.242+0.822X2(P=0.004<0.05)。上述烟丝结构与卷接质量指标间关系的整体变化规律与楚晗等[18]报道的相似,但由于烟丝尺寸分布划分区间和烟支规格不同,在某一具体指标的影响趋势上表现有一定差异,生产中应根据原料状态和产品规格开展针对性的分析与调控。
对回归方程的决定系数(R2)进行排序,各物理指标与烟丝结构间的相关性排序为轴向密度偏差>落头倾向>端部落丝量>含末率>吸阻标准偏差>硬度>总通风率标准偏差>吸阻。烟丝结构中不同尺寸分布的烟丝均与中支卷烟物理指标有一定的关系,其中中丝和短丝对不同指标的影响趋势不一致,长丝率与物理指标端部落丝量和含末率呈负相关,中丝率与轴向密度标准偏差呈正相关,短丝率与总通风率标准偏差呈负相关,而与落头倾向呈正相关关系。
2.3 切丝密度对卷烟包灰性能的影响
不同切丝宽度卷烟的包灰性能指标的平均值和相对标准偏差见表5,其中包灰值反映的是卷烟燃烧灰柱表面裂纹比例,灰度值反映灰柱的整体颜色的灰白程度,碳化圈宽度是通过固定选区内碳化面积的比例来衡量,这3 项指标均为望小型指标。切丝宽度对这3 项指标有极显著影响(P<0.01),切丝宽度为1.00 mm 时,包灰值和碳化圈宽度最小,分别为2.40%和12.36%;切丝宽度为0.90 mm 时,灰度值最低。燃烧锥形态参数如锥高、锥顶角、锥面积及偏离角等指标在不同切丝宽度下的差异不显著。整体上看,切丝宽度为0.90 mm 和1.00 mm 时,中支卷烟静态燃烧包灰性能指标较好,可见包灰性能除受卷烟纸参数及卷烟机工艺参数影响外[14-15],与卷烟原料的切丝宽度也有密切关联,是卷烟在燃烧过程中由烟丝和卷烟纸的匹配而形成的。
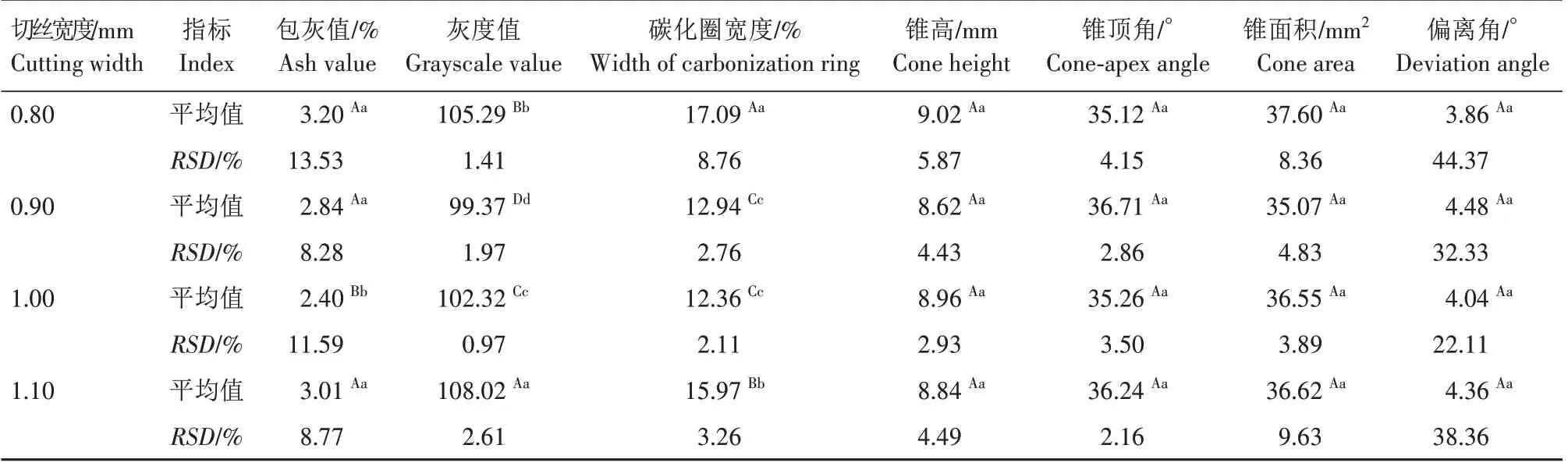
表5 不同切丝宽度对卷烟包灰性能的影响Tab.5 The effect of different cutting width on the cigarette ash performance
以切丝宽度为自变量,分别以包灰值、灰度值和碳化圈宽度为因变量,利用二次曲线回归模型拟合,结果如表6 所示。回归模型的R2较高,P值均小于0.001,表明模型适用性较好,能够描述包灰性能指标与切丝宽度间的关系。从模型拟合方程可知,在切丝宽度在0.90~1.00 mm 时,包灰值、灰度值、碳化圈宽度均能达到最小值。
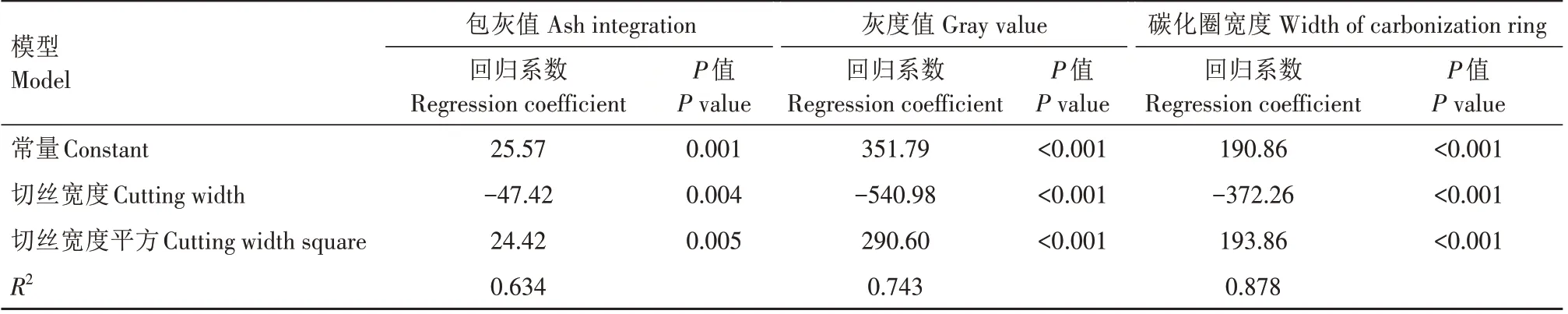
表6 卷烟包灰性能指标与切丝宽度间的回归分析Tab.6 Regression analysis of ash integrity index and width of cut tobacco
2.4 切丝宽度对卷烟主流烟气常规指标及感官质量的影响
2.4.1 切丝宽度对烟气常规指标的影响 不同切丝宽度卷烟样品的主流烟气常规指标分析结果如表7 所示,各卷烟样品主流烟气常规指标实测值与盒标值的差值均符合GB 5606—2005《卷烟》的要求。随切丝宽度在0.80~1.10 mm 变化,每支卷烟烟气总粒相物平均值在10.40~10.81 mg 波动,焦油平均值在8.40~8.78 mg 波动,烟气烟碱量波动范围不大,整体介于0.66~0.67 mg,抽吸口数变化范围在0.3口内。
进一步采用相关性分析对切丝宽度与各主流烟气指标进行分析,切丝宽度与抽吸口数和焦油释放间呈显著或极显著相关关系,其中与抽吸口数间呈正相关关系,而与焦油释放量呈负相关关系。以切丝宽度X为自变量,以卷烟主流烟气常规指标为因变量,对切丝宽度与主流烟气指标进行回归分析,结果显示,抽吸口数与切丝宽度呈显著正相关关系,即在保持单支质量一致的前提下,提高切丝宽度能够增加抽吸口数,线性回归方程为Y口数=4.580+0.933X(P=0.011<0.05;R2=0.590);焦油释放量与切丝宽度间的关系符合二次曲线模型,即在一定范围内提高切丝宽度能够减少焦油释放量,回归方程为Y焦油=2.632+14.047X-8.000X2(P=0.008<0.01;R2=0.725)。
2.4.2 切丝宽度对卷烟感官质量的影响 11 位评委对不同切丝宽度卷烟的感官质量评价结果平均值见表9,4 种切丝宽度的中支卷烟,整体感官得分在89.88~91.60 分,其中0.80 mm 和1.00 mm 的中支烟感官质量表现较好,香气质感较好,香气量充足,烟气舒适性和流畅感较好,尤其是切丝宽度为1.00 mm 时,烟气细腻柔和,余味舒适干净,整体感官质量表现最好。由于各单项指标得分差距较小,感官评价过程中要求评委对不同切丝宽度卷烟的感官质量优劣进行排序,其中8 位评委的排序为1.00 mm>0.80 mm>0.90 mm>1.10 mm,这与文献报道切丝宽度对中支烟的感官质量影响排序有差异[12],可能是由于不同卷烟产品中配方结构有差异,因此需针对特定的卷烟产品配方开展针对性的验证,从提升产品综合质量及稳定性的角度确定较优的切丝宽度。
3 结论与讨论
切丝宽度是卷烟制丝过程中的重要工艺参数,合理的切丝宽度设定对于提升在制品质量、卷烟产品感官品质和降低消耗均具有促进作用[11,13,19],尤其是面对不同规格卷烟对切丝宽度的需求差异,切丝宽度的优化是各卷烟企业普遍关注的问题之一。本研究围绕公司中支卷烟的切丝宽度需求,从烟丝结构变化、卷接质量、包灰性能、主流烟气指标、感官质量及其与烟丝宽度间的相关关系等角度考察了切丝宽度对卷烟产品的影响规律,对于中支卷烟切丝宽度的设定有指导意义。
许多研究已表明[9,20],切丝宽度是影响叶丝干燥过程中造碎及挥发性香味变化的主要因素之一。在一定范围内,切丝宽度小的叶丝易造碎,工艺损耗升高,与本研究中切丝宽度增加时,整丝率升高而碎丝率降低的规律一致,但相同切丝宽度烟丝的结构数据在不同文献报道中有明显差异,如郭华诚等[10]研究表明,切丝宽度从0.60 mm 增加至1.00 mm时,整丝率从68.20%升高至77.76%;王宗英等[12]研究表明,切丝宽度从0.80 mm 增至1.00 mm 时,整丝率从81.85%稳步增加至84.70%;而本研究中相同切丝宽度烟丝的整丝率均显著高于文献报道,这可能与烟叶原料自身的耐加工性及切丝后工序的工艺设备性能有关。
不同切丝宽度下烟丝结构的变化会引起烟丝与卷烟机的匹配性差异,最终体现在卷接质量及其稳定性水平上。研究中利用逐步回归分析的方法研究了不同尺寸烟丝与卷接质量指标间的关系,发现对于中支卷烟而言,不同尺寸烟丝对吸阻及其标准偏差、端部落丝量、含末率、硬度、烟支轴向密度标准偏差、总通风率标准偏差、落头倾向等指标有显著影响,与楚晗等[18]关于烟丝尺寸与常规卷烟和短支烟间关系研究中的影响指标基本一致。本研究中,长度大于3.35 mm 的长丝率与吸阻标准偏差、端部落丝标准偏差和含末率间均呈现显著负相关关系,也即在一定范围内提高长丝率将有助于降低吸阻波动、烟支端部落丝量和含末率;长度介于2.50~3.35 mm 的中丝率与烟支硬度呈负相关关系,且与轴向密度标准偏差呈正相关关系;而短丝率增加有利于降低总通风率的波动,但会引起落头倾向的升高。但需注意的是,本研究的烟丝结构测定取样位点是贮丝柜出料口,而文献报道则是卷烟机烟枪出口,烟丝在经风力送丝及卷制过程中还会因造碎等因素发生不同烟丝结构间的传递与转化,另外两者烟丝筛分的尺寸范围也不同,使得研究所得线性相关关系结果并不完全一致。
卷烟包灰是烟支燃烧后灰分状态和燃烧锥形态的综合视觉体验,烟丝和卷烟纸及其燃烧匹配性是影响包灰性能的直接因素[21-22]。本研究表明,切丝宽度对中支卷烟燃烧锥形态参数无显著影响,但包灰值、灰度值及碳化圈宽度在不同切丝宽度间有显著差异,建立的回归模型显示切丝宽度在0.90~1.00 mm 时,包灰值、灰度值及碳化圈宽度表现较好,与王道宽等[23]报道的烟丝切丝宽度为0.80 mm的卷烟的包灰值优于切丝宽度为0.90 mm 的卷烟有差异,这可能是由于烟支规格和三丝掺配等原因造成结果可比性差。因此,由于不同研究中采用的卷烟纸特性、烟草原料配方及卷接设备和工艺参数均有差异,卷烟包灰性能的优化需结合具体卷烟样品实际开展针对性研究。
切丝宽度的变化对卷烟主流烟气释放也有影响,相关性分析表明,切丝宽度与抽吸口数呈正相关关系,而与焦油释放间呈负相关关系。可能的原因是切丝宽度增加时,烟丝经气流干燥卷制后烟支内部的空隙率会增大,抽吸过程中燃烧锥与空气接触面积增加,燃烧更为充分,使得焦油释放量降低,同时CO 释放量也是在较宽的切丝宽度下时降低,也是与该因素有关,这一研究结果与李超等[24]在不同圆周卷烟主流烟气常规指标释放量研究中发现的切丝宽度与焦油呈显著负相关相吻合。另外,不同切丝宽度卷烟的感官质量也有差异,1.00 mm 切丝宽度下卷烟的感官质量最好。
综上可知,切丝宽度对中支卷烟的卷接质量、包灰性能、主流烟气指标及感官质量等均有影响,切丝宽度为1.00 mm 时卷烟端部落丝量及燃烧锥落头倾向明显降低,烟丝轴向密度标准偏差相对较低,包灰值和碳化圈宽度最小,分别为2.40%和12.36%,且烟气细腻柔和,余味舒适干净,整体感官质量表现最好。本研究结果可为中支卷烟切丝宽度优化调整提供思路。
猜你喜欢
南方农业(2022年13期)2022-08-03
科学技术创新(2021年19期)2021-07-16
湖南城市学院学报(自然科学版)(2021年2期)2021-04-24
消费导刊(2018年8期)2018-05-25
中国设备工程(2018年6期)2018-03-27
科技创新与应用(2017年1期)2017-05-11
科技与创新(2016年10期)2016-05-28
测绘通报(2014年3期)2014-08-16
机电产品开发与创新(2014年5期)2014-03-11
自动化博览(2014年6期)2014-02-28
