基于销孔配合电子器件胶装工艺中自组装研究
2023-11-16 03:17沈钰焜陆存豪韦兰星高涵
电子元器件与信息技术 2023年8期
沈钰焜,陆存豪,韦兰星,高涵
扬州大学机械工程学院,江苏扬州,225000
0 引言
电子器件如MEMS器件具有体积小、成本低、精度高、能耗低等优点,目前已经广泛应用于汽车、手机等领域。电子器件除了本身加工精度要求、材料性能要求高等,行业对其组装也提出了较高的要求[1-3]。由于器件尺度效应,零件的组装要求往往在微米级别,传统的机械定位装配难以达到这一要求。近几年,针对器件的自组装工艺研究正逐步深入,其中利用表面张力作为驱动力,实现器件自定位,是一个重要的自组装方法[4-8]。常博等人结合机器人微组装和表面张力自组装,提出了一种复合微组装技术,研究芯片与基底的错动和液滴体积等参数对自组装恢复力的影响[9]。吕曜等人对表面张力驱动的自组装进行模拟仿真,结果表明器件和基底的尺寸匹配精度不高,对表面张力的自对准影响不大[10]。朱朝飞等人建立液桥的仿真模型,分析器件的形状对表面张力自组装的影响,结果表明圆形器件的自组装能力强于方形器件[11]。
国内表面张力自组装研究大多集中在微型器件,器件与液滴的尺寸相当,但是对于大尺寸器件如薄板自组装研究较少。本文针对薄板胶装定位开展研究,分析其利用胶体表面张力的自组装工作原理,为国内器件自组装工艺提供一定的理论帮助。
1 薄板胶装定位
某产品的胶装工艺如图1,以不锈钢为基底,用50μm的胶膜覆盖,在胶膜上覆盖有50μm厚的不锈钢薄板,基底和薄板采用销孔定位,其中薄板中孔直径是1.6mm,基底销直径是1.57mm,装配要求是基底和薄板的对中精度为10μm。该产品的胶装工艺是把胶膜和薄板按照销孔简单配合,轻轻覆盖在基底上,然后放置烘干箱,高温烘干2小时左右。其中胶膜初始是固态,温度升高后变成液态,然后发生化学反应后凝固。从上可以看出,若只依靠销孔的机械定位,可能会产生30μm的偏差,无法满足装配要求。通过检测发现,不锈钢薄板胶膜贴合面有亲水性镀层,该自组装是利用亲水性镀层和疏水性不锈钢基底间的表面张力共同作用。在胶装烘干工艺中,利用胶膜熔化,渗透到薄板定位孔中,形成与装配方向垂直的液面表面张力,利用该表面张力拖动薄板进行自组装,下面采用仿真分析深入研究这种自组装的工作机理。
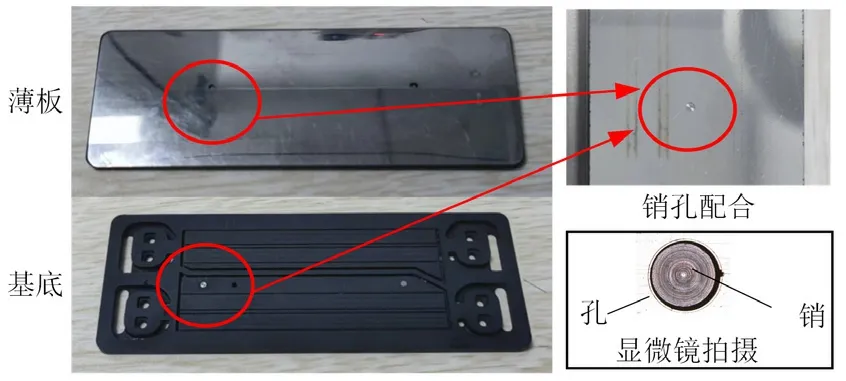
图1 某产品的胶装示意图
2 仿真实验与分析
为了进一步研究销孔自组装定位的工作原理,本文采用COMSOL软件搭建了“两相流-流固耦合”模型,由于销孔的尺寸差异较大,板的尺寸是胶膜厚度的2000多倍,销孔尺寸是销孔间隙的1000多倍,直接建立仿真模型会导致庞大的网格单元。为了保证精度、提高计算效率,这里做了简化如图2所示。将薄板销孔的定位运动简化成浮动物的水平运动,薄板简化成浮动物,销简化成固定壁面,胶膜简化成水。仿真边界条件是上壁面为定压出口,下壁面为定压进口且为水进口,左右壁面为固定壁面,其中浮动物四周为边界1,左右壁面为边界2,初始时气液界面是水平的,空气和水都是常压,浮动物垂直位移固定为0,液体考虑重力作用,初始时浮动物靠左间隙为10μm、右间隙为20μm,偏离中心位置5μm。通过改变边界1和边界2的亲疏水性,研究表面张力驱动浮动物自组装的原理。
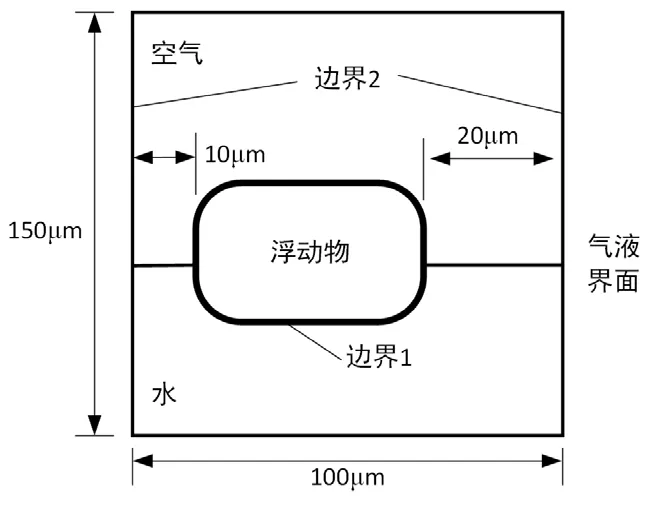
图2 浮动物仿真模型
图3给出了边界1、2不同亲疏水性模拟,其中亲水接触角为θ=3*л/8,疏水接触角为θ=3*л/4。由于模拟时间差异,不同案例所用时间轴不一样。结果显示,边界1、2都亲水与都疏水时,浮动物并没有自动找正,而是往间隙更小处移动。边界1亲水、边界2疏水时,浮动物往中间移动自动找正,10ms后移动到中心位置。原因分析如下。
(1)边界1、2都亲水时,是典型的毛细管效应,如图4(a),两侧润湿边界拉动液面升高,形成凹面,根据毛细管理论公式:
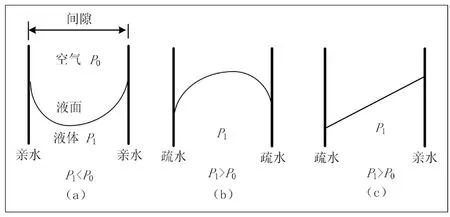
图4 不同亲疏水性壁面形成的液面形状
其中h是液面上升高度,σ是液体表面张力,ρ是液体密度,g是重力加速度,r是液面曲率半径,P1是液体压力,P0是环境空气压力。根据公式(1)可以看出,对于边界1、2都亲水时,即θ=3*л/8,液体压力P1<P0,液面受负压作用自动升高。且间隙越小,液体压力越小。
对于图3(a),初始浮动物左侧间隙小、右侧间隙大,左侧液体压力小于右侧液体压力,合力的作用使得浮动物往间隙小的左侧移动,不仅没有自组装,还加大了偏移。此外,间隙的润湿性还导致了液面超过浮动物上表面,实际情况是胶体溢出孔面,即导致薄板上表面受到污染,且使得粘接处的胶体量偏少,容易产生气泡。
(2)边界1、2都疏水时,间隙内的液面往下收缩,形成凸形液面如图4(b),由公式(1)可得,当接触角θ=3*л/4>л/2时,cosθ<0,h为负值,即液面受表面张力作用向下移动,液体压力P1>P0,且间隙越小,液面压力越大。
对于图3(c),虽然初始浮动物左侧间隙小,左侧液体压力大于右侧液体压力,但是左侧液面收缩较快,接近浮动物底部,左侧液体与浮动物左侧竖直接触面小于右侧液体,导致浮动物左侧受到的液体推力小于右侧,合力的作用使得浮动物往间隙小的左侧移动,与(1)类似,加大了对中偏移。此外,液面低于浮动物底部,实际情况是胶体以销孔为中心往四周缩,容易使胶从薄板的四周边界溢出,影响销孔处的粘接性能。
(3)边界1亲水、边界2疏水时,在两侧间隙内,边界1由于亲水性会拉高液面,而边界2疏水会阻碍液面升高,从而在间隙内形成较为稳定的界面如图4(c)。对于液体压力,较难直接从公式(1)中获取液体压力与间隙长度的关系,为此,本文对图4(c)进行单独分析,如图5所示,研究在固定初始界面位置,间隙一侧亲水接触角为θ=3*л/8、一侧疏水接触角为θ=3*л/4的情况下,间隙长度与底部边界中点处的测试点压力关系。间隙从2μm变化到20μm,每次需要待气液界面稳定后再读取测试点压力,仿真结果如图6。从图中可以看出,在此接触角情况下,液体压力P1>P0,随着间隙的增大,测试点液体压力不断降低,且间隙较小时,液体压力下降较快;间隙较大时,液体压力下降较慢。因此,可以得出在图4(c)情况下,浮动物两侧可以形成稳定的气液分界面,且单侧液体压力随着间隙的增大而减小,两侧合力的结果使得浮动物自组装。需要说明的是,毛细管公式(1)和仿真结果均显示,间隙无限小时,液体压力会无穷大,实际情况是,在间隙小到一定程度时,液体压力会趋于稳定,并不会无穷大。
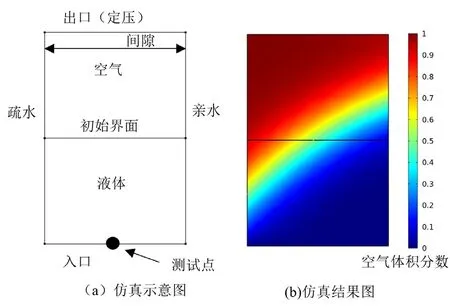
图5 一侧亲水、一侧疏水仿真
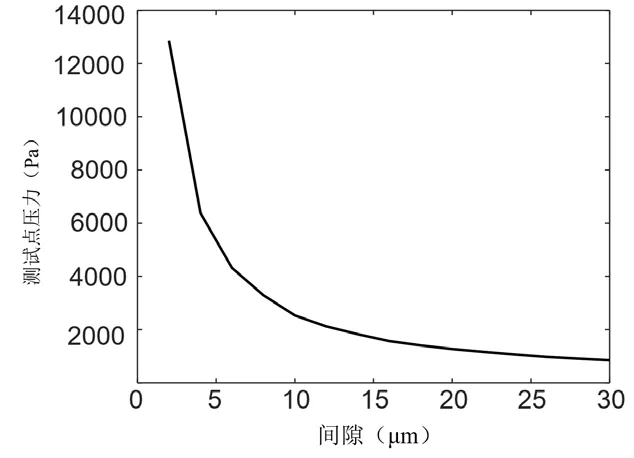
图6 不同间隙长度下测试点压力
3 结语
本文针对电子器件胶装工艺中装配对中开展研究,基于基底和薄板的销孔定位,胶体烘干熔化过程中渗透到销孔间隙中形成气液界面,液体的表面张力作用会影响销孔的定位精度,销孔壁面的亲疏水性对薄板的自组装有一定的作用。本文建立了表面张力自组装模拟,分析了固液不同接触角条件下,表面张力驱动浮动物运动的情况,并建立了仿真模型,进一步研究自组装工作原理。研究表明,对于薄板销孔定位,在初始有一定水平偏置量时:
(1)销孔都亲水时,表面张力作用使得销孔偏移加大,且容易导致胶体溢出孔面;
(2)销孔都疏水时,间隙小的一侧,液面收缩较快,同样使得销孔偏移加大,且容易导致胶体沿薄板四周溢出;
(3)销疏水、孔亲水时,在销孔间隙可以形成稳定的气液界面,且间隙越小,间隙内液体压力越大,可以实现销孔的自组装。
简单来说,实现电子器件胶装工艺自组装的关键因素在于:(a)在销孔处有相对稳定的气液界面;(b)销孔间隙的液体压力呈正压力,压力随着间隙的增大而减小。本文的研究工作可以为电子器件的胶装装配工艺提供一定的理论帮助。
猜你喜欢
机床与液压(2023年1期)2023-02-03
城市轨道交通研究(2022年2期)2022-11-18
建筑机械化(2021年9期)2021-09-30
数学物理学报(2021年3期)2021-07-19
重型机械(2020年2期)2020-07-24
小布老虎(2016年4期)2016-12-01
上海金属(2016年2期)2016-11-23
光学精密工程(2016年6期)2016-11-07
焊接(2016年5期)2016-02-27
焊接(2015年10期)2015-07-18