
基于G 代码修改的数控机床运动误差修正方法
2023-11-30 04:45聂娜
机械管理开发 2023年10期
聂 娜
(山东省菏泽信息工程学校,山东 菏泽 274000)
0 引言
当前随着现代机械制造技术的发展,数控机床加工被应用到众多领域当中,对其精度的要求也进一步提高。在数控机床中,运动误差是衡量其精度的一个重要指标,它对工件的加工精度有很大的影响。有很多因素会导致运动误差,如何将其识别出来,如何在机床设计、制造及使用中,对其进行快速、准确的追溯,已成为亟待解决的难题[1]。目前,常见的提升数控机床运动精度的方法包括两种,一种为误差防止,另一种为误差补偿修正。预防错误的措施是在设计、制造、装配、运输过程中尽量降低或消除错误源,但是在实践中,随着加工精度的提高,仅仅通过预防错误的方法来减少或消除错误,将使生产成本大大增加,而且其技术难度也随之提升了不少[2]。因而,仅靠预防误差的方法已难以满足现代数控机床对高精度运动的需求。
综合上述分析,针对数控机床的运动误差补偿修正是实现高精度数控机床运动、改善数控机床性能的重要途径。相关领域研究人员也对其进行了深入的探索研究,先后出现了三角关系几何法、矢量法等多种数控机床运动误差补偿修正的理论研究。但目前,以上方法在实际应用中都会存在一些问题,限制其进一步的广泛运用,例如构建的误差模型不具备通用性、运算量大、操作复杂等。因此,针对当前现有误差修正方法存在的问题,引入G 代码修改,开展对数控机床运动误差修正方法的设计研究。
1 构建数控机床运动误差模型
为了得到一种具有普适性的误差模型,基于多体系统理论以及齐次坐标变换理论,将机床分成两个部分,分别得到了两个部分,一个是刀具,另一个是工件。分别建立在理想状态下和存在误差状态下刀具与相应工件的位置表达函数,并以此得到数控机床运动误差模型。将数控机床基本结构作为核心,将其划分为刀具分段和工件分段两个组成部分[3]。其中刀具分段是从数控机床身开始到刀具;工件分段是从数控机床身到工件段。结合多体系统理论分析得出,刀具相对于工件而言,其位置的表达函数为:
根据上述运算逻辑可以进一步推算得出刀具相对于床身、工件相对于床身等之间的位置表达函数[4]。再结合齐次坐标变换理论和小角度误差假设得出,相邻的两个部件之间,其变换矩阵可表示为:
式中:a 和b 为在数控机床上运动的两个部件;δX为a部件相对于b 部件沿着X 轴运动产生的线性位移;δY为a 部件相对于b 部件沿着Y 轴运动产生的线性位移;δZ为a 部件相对于b 部件沿着Z 轴运动产生的线性位移;εX、εY、εZ分别为a 部件相对于b 部件在沿着X 轴、Y 轴、Z 轴旋转过程中对应产生的角位移。
将式(1)和式(2)代入式(3),求得空间层面上的数控机床运动误差模型为:
式中:ηi为空间层面上数控机床运动误差模型表达函数,i=X、Y、Z;δi为线性误差。
根据上述论述完成对数控机床运动误差模型的构建,为后续对运动误差的补偿修正提供条件。
2 基于G 代码修改的运动误差补偿修正
2.1 直线运动误差补偿修正
结合G 代码修改的补偿修正方式是将数控机床原始点作为补偿的参考点,在此基础上对数控机床运动误差进行补偿。在修正后,其补偿点可以表示为:
式中:Pi为补偿后的理想运动控制指令值;Pe为通过G 代码修改后的补偿值。
应用G 代码修改的方式对数控机床没有特定要求,常见的数控机床中的数控系统均可以通过这种方式进行误差补偿修正。通过将数控机床移动原点的绝对坐标用作补偿基准,从而能够按照式(4)修正G 代码。本文提出了一种新的求解方法,即相对坐标补偿的参考点是前一目标点,在进行空间误差的计算时,必须以前一目标点的实际位置坐标为基础,来计算与前一点的几何误差,之后再以其理论位置坐标为基础,来计算空间误差;由于前一个目标点的指示值已被设定,但实际坐标却未被设定,从而导致了几何误差的计算不够精确。因此,相对于相对坐标系,所给出的绝对坐标系能有效地消除因真实坐标系的不确定性所引起的误差。
在上述论述基础上,针对数控机床在进行直线运动时产生的误差进行补偿修正[5]。根据起点与终点的坐标可以确定直线的具体长度,在修正时设定插补精度为,将起点与终点的直线长度设置为L,通过式(5)计算确定插补点的坐标:
式中:Xi、Yi、Zi为插补点在X 轴、Y 轴和Z 轴上的坐标;i 为插补点序号。
结合上述计算公式,计算得出各个插补点的理想位置坐标。在对G 代码进行修正时,需要选择不同的L,用来实现对不同插补精度要求的补偿,以此实现对数控机床部件直线运动的误差修正。
2.2 圆弧运动误差补偿修正
在对数控机床进行圆弧运动时产生的误差进行补偿修正时,需要明确圆弧运动轨迹的起点、终点和圆心坐标。按照上述基本逻辑,确定插补点的坐标为:
根据式(6)确定插补点的具体位置。通过插补点的设置可以使数控机床圆弧运动轨迹与初始在数控系统上设置的轨迹基本一致,实现对误差的补偿修正。在进行对G 代码的修改时,可以选择不同的α 用以满足不同的插补精度需要。根据上述论述,实现对数控机床直线运动和圆弧运动误差的修正,确保数控机床运动精度得到有效提升。
3 对比试验
选择以基于矢量法的误差修正方法和基于三角关系几何法的误差修正方法作为对照A 组和对照B组,将本文上述提出的方法作为试验组。利用三种修正方法对同一数控机床运动误差进行修正补偿,通过对比补偿后的效果,实现对其各自性能的对比。所选用的数控机床型号为DX46350 三轴数控机床,该型号机床在运动时横轴有效行程为550 mm,纵轴有效行程为750 mm。控制该型号数控机床进行圆弧运动。图1 为该数控机床在修正前的平面圆弧运动轨迹。

图1 数控机床修正前平面圆弧运动轨迹示意图
图1 中虚线圆表示对该数控机床设置的标准运动轨迹,实线圆表示该数控机床实际完成运动后留下的轨迹。从图1 可以看出,该数控机床运动存在明显的误差,针对这一问题,分别利用上述三种修正方法对其进行修正,并在修正后再次完成上述运动,将运动轨迹记录,如图2 所示。
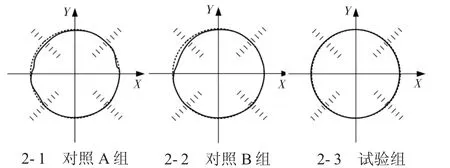
图2 三种修正方法应用后数控机床平面圆弧运动轨迹
对比图2 中三种修正方法应用后数控机床平面圆弧运动轨迹可以看出,图2-1 实际轨迹与标准轨迹相比仍然存在较大的差异,其次为图2-2,图2-3 的数控机床实际运动轨迹与标准轨迹基本一致,说明实现了对数控机床运动误差的有效修正。
4 结语
通过上述研究,结合G 代码修改,提出了一种全新的针对数控机床运动误差的修正方法。通过对比试验的方式证明,新的修正方法在实际应用中具有极高的有效性,将该方法应用到数控机床运动当中可以有效提高运动精度,为数控机床加工质量提升提供技术条件。
猜你喜欢
实用心脑肺血管病杂志(2023年8期)2023-08-18
建材发展导向(2022年4期)2022-03-16
甘肃科技(2021年16期)2021-10-17
世界家苑(2020年4期)2020-06-30
科学技术创新(2020年6期)2020-04-18
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2018年12期)2018-12-23
恋爱婚姻家庭·养生版(2018年11期)2018-11-26
电子制作(2018年10期)2018-08-04
电子制作(2017年20期)2017-04-26
