国内火电机组锅炉给水加氧处理技术的应用
2023-12-07 07:00刘洪军洪小江温三毛王言达袁汉涛胡振华
全面腐蚀控制 2023年10期
刘洪军 洪小江 刘 焕 温三毛 王言达 袁汉涛 胡振华
(1. 国家能源集团湖南电力有限公司,湖南 长沙 410007;2. 赣浙国华(信丰)发电有限责任公司, 江西 信丰 341600;3. 西安益通热工技术服务有限责任公司,陕西 西安 710032;4. 苏晋保德煤电有限公司,山西 忻州 034000;5. 江西赣能上高发电有限公司,江西 上高 336400;6. 西安热工研究院有限公司,陕西 西安 710054)
0 引言
水是火电机组热力设备中能量传递与转换的介质,其品质直接影响设备的安全性和经济性。为降低碳钢表面的腐蚀速率、减少设备表面沉积物与结垢量、提高蒸汽品质,必须对锅炉给水进行调节处理。目前国内火电机组常用的给水处理方式有还原性全挥发处理(AVT(R))、氧化性全挥发处理(AVT(O))、加氧处理(OT)。机组在AVT(R)和AVT(O)运行时,给水系统和高加疏水系统容易发生流动加速腐蚀(FAC),热力设备表面结垢速率高,对机组安全经济运行有一定影响[1],而加氧处理(OT)可改善这一情况。
加氧处理技术自20世纪60年代末首次在德国直流锅炉给水处理中成功应用,至今已有60多年的发展应用。我国于1988年首次在望亭亚临界燃油直流锅炉机组上进行了给水加氧处理试验,随后在其他机组中应用并取得了良好的应用效果[2],1999年将加氧处理修订至标准GB12145-1999《火力发电机组及蒸汽动力设备水汽质量》中,2002年制订了第一版加氧导则,即DL/T 805.1-2002《火电厂汽水化学导则 第1部分:直流锅炉给水加氧处理》。
由于加氧处理具有降低铁含量、延长精处理运行周期、抑制流动加速腐蚀等优点[3-6],目前在国内各参数等级,如亚临界、超(超)临界火电机组中得到了广泛的应用。笔者从锅炉给水加氧处理概述、加氧处理工艺方面综述了国内火电机组加氧处理技术的应用,并提出建议与展望,以期为相关专业人员提供参考。
1 锅炉给水加氧处理概述
1.1 加氧原理
加氧处理是机组为无铜系统时,在给水氢导一般小于0.15μS/cm时,向高纯水中加入氧化剂的化学水处理方式。一般将氧以分子的形式加入流动的高纯水中后,使金属的腐蚀电位提高了几百毫伏,从而使金属表面发生极化或使金属的腐蚀电位超过其钝化电位,最终生成致密的双层氧化膜,从而抑制热力系统金属表面的流动加速腐蚀。由于不断向金属表面均匀的供氧,金属表面生成一层稳定、完整的Fe3O4内伸层,主要的化学反应如下:
Fe3O4内伸层呈微孔状(1%~15%孔隙),通过微孔扩散进行迁移的Fe2+在孔内或氧化膜表层就地氧化,生成三氧化二铁(Fe2O3)或水合三氧化二铁(FeOOH,脱水后为Fe2O3)覆盖层,沉积在Fe3O4层的微孔或颗粒的空隙中,封闭了Fe3O4氧化膜的孔口,降低了Fe2+扩散和氧化的速度[7]。主要化学反应如下:
通过以上化学反应可知,加氧处理时,形成了以内伸层(Fe3O4)和覆盖层(Fe2O3)为主的致密双层氧化膜,有效抑制了流动加速腐蚀,降低了铁含量。氧量是影响氧化膜的一个重要因素[7],加氧处理需要不间断向金属表面供氧,在双层氧化膜形成期需要的氧量比形成后正常运行需要的多。
1.2 加氧条件
根据DL/T 805.1-2021《火电厂汽水化学导则 第1部分 锅炉给水加氧处理导则》[8],加氧处理应满足的条件有:(1)除凝汽器管外,水汽循环系统设备应为钢制元件;(2)凝结水有100%的精处理设备,且运行正常;(3)在线化学仪表满足加氧处理工艺所要求的检测能力;(4)给水氢电导率应小于0.15μS/cm(25℃);(5)锅炉水冷壁管内的垢量小于200g/m2;(6)加氧装置已安装调试完毕。
对于汽包炉机组,还应满足炉水氢电导率小于1.5μS/cm(25℃)的要求。新机组经过168h试运行后稳定运行,水质满足加氧要求时,宜尽早实施给水加氧处理的转化;已投运数年的机组,应割管检测锅炉系统的结垢情况,必要时进行锅炉化学清洗后再进行加氧处理。
1.3 加氧点设置
加氧点设置宜根据机组的具体情况进行,选择合理的加氧点,能够确保机组进行安全可靠进行加氧处理。凝结水加氧点设置在精处理出口母管,给水加氧点设置在除氧器出口下降管,高加疏水加氧点设置#0或#1高加进汽管道上。给水加氧点应设置在除氧器出口取样点下游1m之后。
1.4 加氧控制
加氧处理中,加氧控制的主要方式由早期的软手操控制、就地手动控制逐渐转变为自动控制。软手操控制是人为进行远方电信号调节,通过电信号调整电磁调节阀,进而调节加氧量。就地手动控制是在就地调节机械阀门开度控制加氧量,该种方式需要运行人员在加氧设备前进行操作,通过人工控制阀门开度对加氧量进行调整[9]。加氧自动控制一般根据给水流量、氧量等参数使用自动控制程序调整调节阀开度,实现氧量自动控制。
软手操控制、就地手动控制简单易行,但是无法跟随机组负荷变化及时调整加氧量,加氧的精度差[10,11]氧量波动范围大[12]。自动控制能够及时调整加氧量,防止加氧量不足或过量,同时一定程度上避免系统氧量较大幅度波动[13-18],避免溶氧调整滞后、超标等不利现象。一般使用自动控制以保证加氧处理效果,同时兼具手动控制,防止自动控制出现问题时使用手动控制及时调整氧量。
1.5 加氧系统
加氧系统主要包括氧化剂供给单元、氧量控制单元、氧化剂输送管线、阀门等,加氧系统图如图1所示。

图1 加氧系统图
目前加氧处理中的氧化剂主要有纯氧、压缩空气、高含氧水三种形式,不同氧化剂对应不同的加氧系统。
1.5.1 纯氧作为氧化剂
纯氧加氧方式是指加入系统的氧化剂为纯氧气体。氧气瓶经过汇流排减压后进入氧气流量控制柜,再由加氧管线输送至加氧点,通过自动调节阀门或者手动调节阀门控制加氧量,使得氧量在一定范围内波动[19],纯氧加氧系统示意图如图2所示,该种方式需要工作人员及时更换氧瓶。国能徐州电厂#1机组[20]、国能泰州电厂#3机组[21]采用该种方式加氧。

图2 纯氧加氧系统图
1.5.2 空气作为氧化剂
空气加氧方式是指加入系统的氧化剂为空气气体,由压缩空气作为氧源,经过多级空气净化装置净化后通过空气压缩机将空气置于储气罐中,后通过压缩空气流量控制柜,由加氧管线输送至加氧点,通过自动调节阀门或者手动调节阀门控制加氧量,使得氧量在一定范围内波动,其加氧系统如图3所示,该种方式无需工作人员更换气瓶。国能焦作电厂#1机组[22]、神皖安庆电厂#4机组[23]、国华九江电厂#1、#2机组[24]等[25-27]均采用该种加氧方式。

图3 空气加氧系统图
以上两种氧化剂加入形态均为气态,早期鉴于技术问题,在机组负荷波动较大时,氧量波动较大,可达±50μg/L[19],导致氧量超标,且加氧量不易调整导致调整滞后,对加氧处理效果及机组安全稳定运行造成不良影响,齐保同[17]、李俊菀[28]、谢宙烨[29]等[19,23]人为此进行了技术改进,通过智能调控、升级流量控制器、串级PI-P+前馈控制、流量可视化等技术,解决了给水气态加氧中氧量波动大、氧量难调整等问题,将给水氧量波动范围降低至±5μg/L,保证了机组在调峰期间氧量稳定。
1.5.3 富氧水作为氧化剂
富氧水作为氧化剂,是指加入系统的氧化剂为液态富氧水。利用氧气溶解设备将氧气溶于除盐水形成稳定、无挥发的富氧水,后通过富氧水加入设备向加氧点加入不可压缩的富氧水实现加氧处理,也称液态加氧技术[30,31],其加氧系统如图4所示,该种加氧方式需工作人员及时更换氧瓶并引入除盐水。

图4 液态加氧系统图
该种加氧方式通过输送系统对富氧水进行流量调节,从而精确控制给水氧量,使得给水氧量基本恒定,可将加氧量自动控制为设定值±3μg/L,华能日照电厂二期#4机组[19]、华润常熟电厂#1机组[30]、华电莱州电厂#1、#2号机组[31]均采用该种加氧方式。
1.6 加氧转化试验
加氧转化前,机组给水处理方式应为AVT(O)运行,加氧设备安装调试完成,机组满足加氧条件、水质良好,在线仪表配置齐全、工作正常,方可进行加氧处理。根据DL/T 805.1-2021《火电厂汽水化学导则 第1部分 锅炉给水加氧处理导则》,加氧量起初控制一般小于150μg/L,若给水、蒸汽氢电导率超过0.5μS/cm,可适当降低加氧量,保持给水、蒸汽氢电导率不超过0.5μS/cm,待见氧后,控制氧量为10~150μg/L,随后根据氧量、机组冷却方式等机组具体情况对给水pH进行调整。整个转化过程中,对水汽系统各取样点氢电导率、铁含量等进行持续监测,加氧转化完成后转入加氧处理运行。而实际加氧转化实施中,一般控制给水、蒸汽氢电导率不超过0.3μS/cm[32],更有严格不超过0.15μS/cm[20],确保加氧过程中良好的水质。
2 加氧处理工艺
国内给水加氧处理经过约35年不断的发展和创新,形成了不同的加氧工艺。根据加氧后过热蒸汽的氧量,主要形成了过热蒸汽有氧或无氧状态的加氧工艺[33],前者称为高氧加氧处理,后者称为低氧加氧处理。随着高加疏水加氧处理的应用,形成了低氧加氧处理+高加疏水加氧的全保护加氧处理工艺[34]。
2.1 高氧加氧处理
给水加氧处理中,一般控制给水溶氧30~150μg/L[35],使得过热蒸汽、高加疏水有一定的氧(≥10μg/L),这种加氧方式称为高氧加氧处理。该工艺一般采用凝结水、给水两点加氧方式,在给水中加入过量的氧,加入系统中的氧除抑制给水侧流动加速腐蚀外,过量氧气通过过热器进入高压加热器系统以抑制汽液相变区流动加速腐蚀,过热蒸汽、高加疏水有氧后,给水pH由9.2~9.6可降低至8.0~9.2运行。华能上海石洞口第二电厂[36]、盘山发电厂2号机组[37]、神头第一发电厂#6机组[38]、太仓发电厂#7、#8机组[15]等[1,39-40]采用该种工艺。由于过热蒸汽中氧量过大,可能会增大过热器、再热器氧化皮增生、剥落的风险[41],该种加氧工艺的部分应用如表1所示。

表1 高氧加氧处理工艺应用
2.2 低氧加氧处理
控制给水氧量一般为10~30μg/L,过热蒸汽几乎无氧的加氧处理称为低氧加氧处理。该工艺控制给水中的溶氧满足水侧氧化膜的生成,使得溶氧在进入过热器前被消耗掉,在抑制给水流动加速腐蚀的同时,确保蒸汽侧基本无氧以避免对过热器和再热器可能发生不利影响。由于给水氧量较低,蒸汽无氧,高加疏水也处于无氧工况,在低pH工况下,高加疏水侧的流动加速腐蚀可能得不到有效抑制。因此,在采用该种加氧处理方式时,给水pH一般不能控制过低,一般大于9.3[42],该种低氧加氧处理工艺目前广泛应用于给水加氧处理中。
当机组只在精处理出口母管向给水加氧,一般通过除氧器排气门的开度来调节省煤器入口给水中的氧量,如华电芜湖电厂#1、#2机组[43]、西塞山电厂#3机组[44]。而除氧器排气门的开度和给水氧量难以建立对应关系,故难以对给水氧量进行有效调节,给水氧量控制精度较差。此外,频繁调节除氧器排气门开度影响其严密性,导致控制精度更差。
当机组在精处理出口母管、除氧器出口下降管两点加氧,能够同时控制凝结水和省煤器入口给水加氧,是国内给水加氧机组常见的加氧点设置,如华电芜湖电厂#1、#2机组[43]、双辽电厂#1机组[45]、四川中电福溪电厂1#、2#机组[46]等[47]均采用该种设置。低氧加氧处理工艺的部分应用如表2所示。
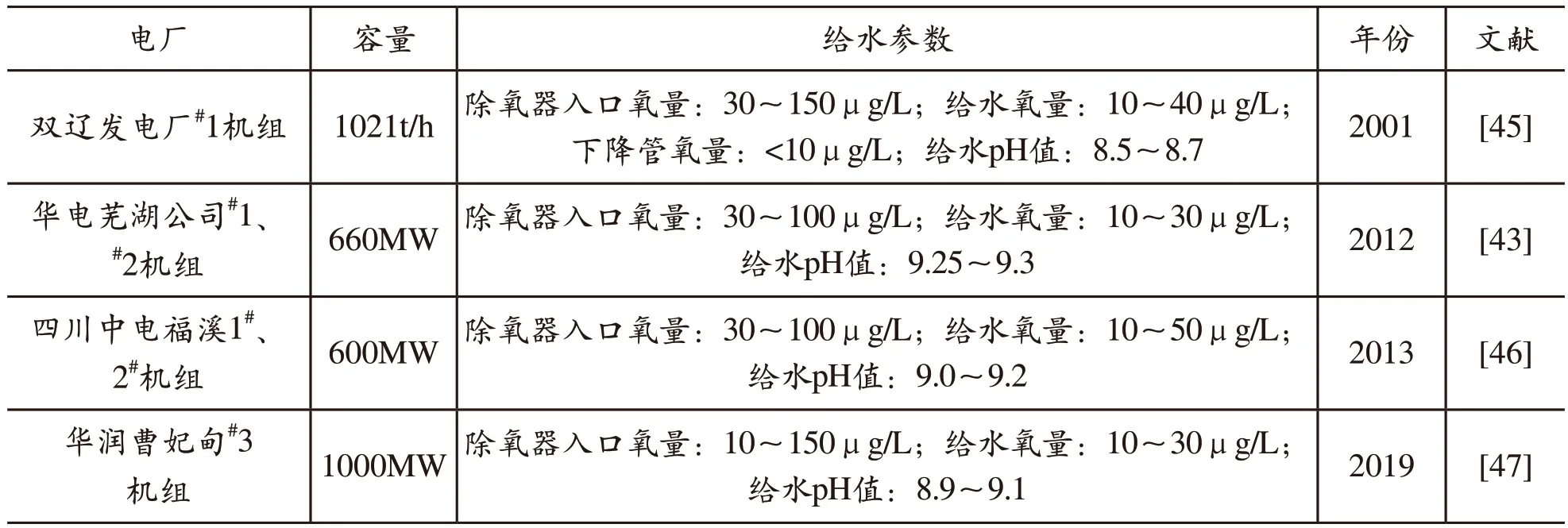
表2 低氧加氧处理工艺应用
2.3 全保护加氧处理
全保护加氧处理是向凝结水、省煤器入口给水、高加疏水同时加氧的工艺,加氧点设置为凝结水精处理出口母管、除氧器出口下降管、#0或#1高加进汽管道上。通过向给水中加入低浓度溶解氧,使管道内壁金属表面形成Fe3O4+Fe2O3的双层氧化膜,一般控制给水溶解氧为10~30μg/L,高加疏水溶解氧为10~150μg/L,达到给水系统防腐钝化要求,维持蒸汽中基本无氧,避免蒸汽中较高浓度氧可能促进蒸汽管道氧化皮剥落的风险,同时向高加汽侧单独加氧以解决高加疏水系统的流动加速腐蚀问题,实现了水汽系统热力设备的全面保护。该种加氧处理工艺可将直流机组给水pH降低至8.8~9.2,对于空冷机组,为抑制碳钢散热器流动加速腐蚀,加氧处理后不宜降低pH。此种方式目前广泛应用于众多电厂,如神华国华九江电厂#1、#2机组[24]、神皖安庆电厂#4机组[48]、大唐雷州电厂#1、#2机组[35]、大唐抚州#2机组[49]等[50-52]。全保护加氧处理工艺的部分应用如表3所示。
3 加氧处理流程
在机组加氧处理中,应根据机组热力设备的类型、材质等确定适合机组的加氧处理工艺,以保证加氧处理顺利实施。实施加氧处理流程图如图5所示。
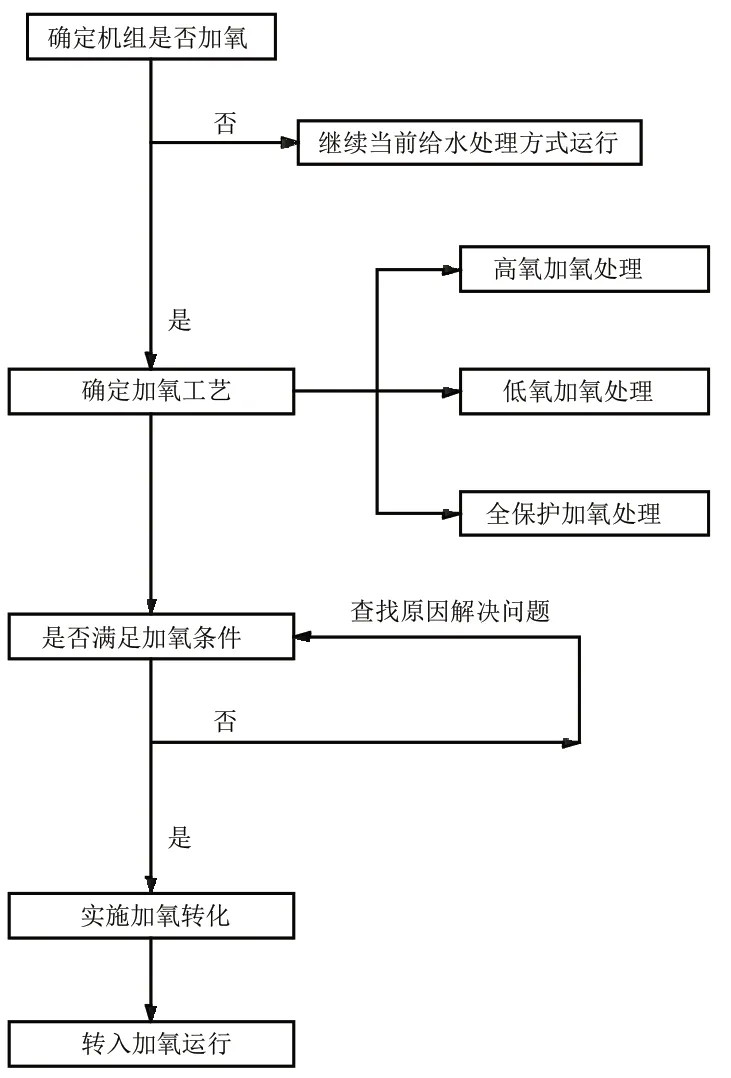
图5 实施加氧处理流程图
4 结语
加氧处理具有其独特的优点,目前已成为火电机组中一种成熟的水处理化学运行工况,对电厂运行具有经济性和安全性。随着加氧技术的不断改进,各种加氧技术不断发展创新。对于加氧机组,为了保证其具有良好的运行效果,有以下建议和展望:
(1)根据机组的实际情况,选择合适的加氧工艺,如设置合理的加氧点、控制合理的加氧量等保证机组加氧过程安全稳定进行;
(2)优先使用自动化控制,减少手动控制引起的溶氧调整滞后、超标等不利现象,以保证加氧处理效果,真正起到抑制流动加速腐蚀的作用,实现加氧处理的安全性和经济性;
(3)随着智能化电厂的开展,加氧技术会向智能化发展,基于大数据分析的运行优化系统,实现电厂节能减排,安全、高效、环保运行。
猜你喜欢
汽车实用技术(2022年7期)2022-04-20
爱你(2020年10期)2020-11-19
爱你·健康读本(2020年4期)2020-04-30
文萃报·周二版(2020年7期)2020-04-17
中学化学(2019年4期)2019-08-06
中学化学(2019年4期)2019-08-06
浙江农业学报(2017年1期)2017-05-17
河南科技(2015年3期)2015-02-27
卫生职业教育(2014年20期)2014-05-16
河南科技(2014年10期)2014-02-27