
基于人工智能的预制梁场环形生产线智能加工管控方法
2023-12-26 04:47杨洋
智能制造 2023年6期
杨洋
(中铁十一局集团第二工程有限公司,广东 江门 529000)
1 引言
当今社会经济高速发展,人力成本逐年上升,推动制造业及相关技术迅速发展。最具代表性的要属预制梁场环形生产线加工结构。此种生产线日常应用相对较为广泛,具有较强的加工针对性和完整性,对产品的处理较为细致,结合生产加工的实际需求,综合提升管控质量及效率。预制梁场环形生产线在应用时为确保加工结果的可靠性,需要采用动态化的智能加工管控方法进行辅助支持,李智[1-2]等设定传统PLC 环形生产线智能加工管控方法、传统环形生产线智能加工管控环形生产线智能加工管控方法。这一类方法虽然可以实现预期的管控目标,但是较容易受到外部环境的影响及特定条件的限制,导致最终获取的管控结果并不可靠、稳定,为此提出对基于人工智能的预制梁场环形生产线智能加工管控方法的设计与分析。
人工智能技术的应用遍布社会中的各个领域,相关的技术主要包括机器人技术、语言识别技术、自然语言处理技术、图像识别技术及专家系统处理等[3]。将上述智能化控制形式与预制梁场环形生产线智能加工管控工作进行融合,综合实际的管控需求及标准,构建更为灵活、多变的管控结构,从多个角度展开管理调节[4]。与此同时,在相关人工智能技术的辅助之下,综合环形生产线的加工背景,进行实际生产形式的创新和模拟,结合日常的生产加工任务逐步调节管控的标准,对所生产的产品进行线上检测,反馈质量到上位机内部,形成循环性的环形生产线智能加工管控结构,为后续对应关联生产工作的执行与搭接奠定基础环境[5]。
2 设计环形生产线人工智能加工管控方法
2.1 管控初始数据采集及需求分析
传统的预制梁场环形生产线在加工的过程中多为单向处理,以设定的管控目标作为引导,构建定向化的管控结构,形成稳定可控的管理体系[6]。但是这种形式的生产线管控在实际应用的过程中也存在特定的弊端,例如:管控范围常受到限制,管控标准不一致,管控的需求较多等,为此,在设计管控方法之前,需要采用人工智能技术中的数字孪生、多传感信息融合、数据挖掘和加权平均法,实现对管控初始数据的采集,对管控需求进行有效分析。
综合实际的生产线管控目标,首先采用数字孪生技术,将环形生产线的设备进行连接,与数据采集系统进行搭接关联,逐步形成动态化的传输路径,便于后期的数据信息转换和传输处理。然后需要在相关的设备中安装传感器装置,通过多传感信息融合技术将采集到的生产线运行环境、运行状态数据进行采集,使用数据挖掘技术,从原始数据中提取出数据特征。最后采用加权平均法融合来自多个传感器的数据[7],并结合已融合数据内容,对管控需求进行有效分析。设置集成采集指标,见表1。
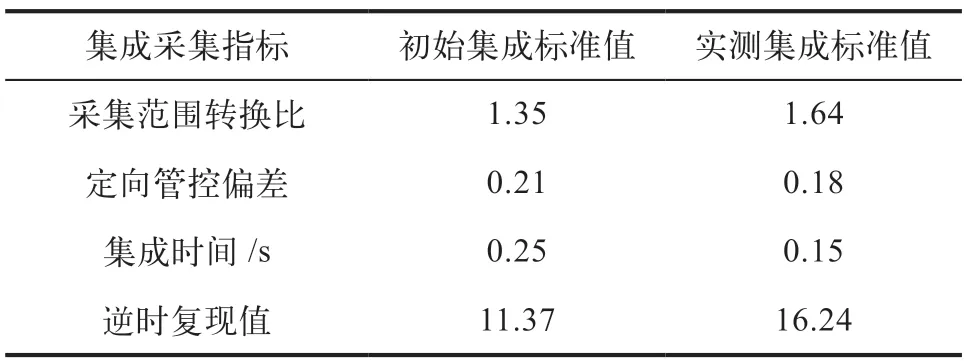
表1 集成采集指标设置表
根据表1,完成对集成采集指标的设置。需要注意的是,在基础性的数据采集过程中,需要根据实际的采集需求及标准,设定对应的集成采集阶段,并构建应对型的数据采集目标,过程中需要进行管控需求的分析。这部分主要是针对日常的管控任务及管控指令作出对应的划分,逐步形成循环性的管控结构,为后期智能生产线的创新及升级提供参考依据。
2.2 部署单元管控节点
预制梁场环形生产线在实际应用的过程中,存在一定的针对性和稳定性,同时在与其他应用设备进行关联时,可以创造更大的控制范围及空间,逐步形成多维的管控结构,综合实际的管控需求及标准,进行单元管控节点的部署[8]。通常情况下,环形生产线在环境及需求的限制下,存在一定的应用特征,能够更好地获取产品不同维度的数据、信息,进而建立一个完备的信息程序,同时具备海量性、动态性、异构性、协同性及实时性等特点,所以在部署管控节点的过程中,需要综合人工智能技术中的大数据技术和计算机视觉技术,构建动态化的管控点位结构,如图1 所示。

图1 人工智能下动态化管控点位结构图示
综合图1,完成对人工智能下动态化管控点位结构的设计与分析。通过计算机视觉技术实现环形生产线视频数据识别采集,应用大数据技术对采集数据进行存储、分析、处理,创建Hadoop 数据库,将采集到的数据存储在Hadoop 数据库中,综合构建的点位框架,在对应的位置上设定管控节点。但是需要注意的是,为提升生产线的加工质量及效率,可以将不同区域的节点进行定向常态化关联,逐步形成一个稳定、可靠的区域,各个区域之间针对环形生产线的加工情况,设定对应的管控标准。综合上述获取的数据以及信息,测算出节点对环形生产线的定向管控范围:
式中,H表示环形生产线的定向管控范围,λ表示单向覆盖距离,π表示跨越等效控制区域,i表示处理次数,ζ表示定向偏差,ν表示环形转换范围。根据上述测算,实现对环形生产线控制范围的测算,将其设定为管控节点的可控范围标准,为后续生产线的智能加工管控奠定基础。
2.3 建立多维虚拟管控框架
与传统的预制梁场环形生产线管控方式及需求不同的是,综合人工智能技术,所构建的多维虚拟管控框架相对更为灵活、多变,管控范围及针对性会更强一些,一定程度上增加了一些辅助性的管控功能。环形生产线的管控框架多维定向型的,管控区域时常转换,所以,需要依据设定的管控目标作为引导,构建对应的多维虚拟管控层级,主要分为物理管控层、感知管控层、集成管控层、应用管控层及用户管控层几部分。
融合人工智能技术中的计算机视觉技术,构建多维度的虚拟管控空间。通过计算机视觉技术,可以获取目标在三维空间中的位置和姿态等信息,并将其投影到虚拟管控空间中进行可视化呈现。虚拟管控空间可以包含多种类型的信息,如环境拓扑结构、传感器网络、设备位置和人员活动轨迹等,这些信息可以通过计算机视觉技术进行实时更新,提供全面、实时的管控信息,方便从不同的角度观察和分析管控信息,实现智能化的生产线加工管控。
依据管控内容,将物理管控层、感知管控层划定为基础管控层级,与周围部署的节点关联,集成管控层、应用管控层划定为项目处理层级,用户管控层则为辅助层级。不同的管控层级分管对应的管控任务及目标,具体的多维虚拟管控框架如图2 所示。
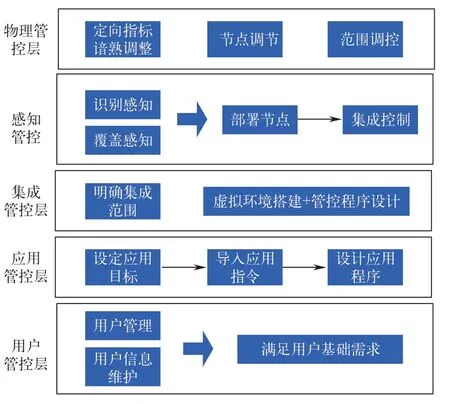
图2 多维虚拟管控框架结构图示
根据图2,完后对多维虚拟管控框架结构的设计与分析。依据上述划定的管控框架,调整日常的管控任务及目标,形成循环性的动态管控框架,逐步形成虚拟的三维模型构架。
2.4 构建人工智能动态化生产线智能加工管控模型
当前的预制梁场环形生产线智能加工方法虽然可以实现预期的处理目标及任务,但是较容易受到外部环境及特定因素的影响,导致最终获取的管控结果无法达到预期的标准,形成较为严重的关联性问题。为此综合人工智能技术,构建动态化生产线智能加工管控模型。通过部署的智能化管控节点,采集各个区域环形生产线的管控加工数据、信息,设计定向的初始管控结构,进行模型基础指标参数的设定,见表2。
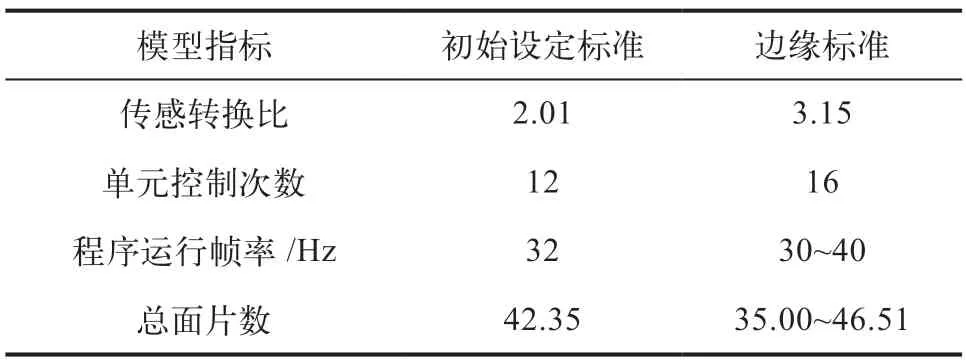
表2 生产线智能加工管控模型指标参数设定表
根据表2,完成对生产线智能加工管控模型指标参数的设定。综合人工智能技术中的大数据技术、计算机视觉技术,构建一个定向的管控程序,结合多传感信息数据融合技术,形成多维加工管控逻辑,测算出此时的环形生产线标准运行效率:
式中,N表示环形生产线标准运行效率,O表示全覆盖范围,σ表示堆叠距离,υ表示同步加载值,e表示加载次数,ζ表示运行帧率。综合上述测算,完成对环形生产线标准运行效率的测算,将其设定为模型初始的运行标准,融合所构建的多维虚拟管控框架,增设大数据辅助程序,实现人工智能动态化生产线智能加工管控模型的设计。
2.5 人工智能辅助修正调度实现智能加工管控处理
辅助修正调度实际上是针对实际的管控需求及标准的变动,对所下达的错误指令进行定向调节与修正的一种校正程序。随着车间、生产线逐渐智能化、数字化,生产过程中客户的需求在不断变化,导致指令下达常常出现问题,严重的甚至会形成不可控的关联性生产事故,为此采用模糊逻辑方法对环形生产线指令调度问题进行辅助修正。模糊逻辑可以用于建立决策规则,在面对复杂和不确定的生产线指令时,模糊逻辑可以提供灵活的解决方案。通过定义合适的模糊集和模糊规则,辅助生产线指令的度,衡量不确定性和风险,从而更好地应对生产线调度指令进行辅助修正,降低日常的生产事故率。
控制设备中安装传感器,形成定向的传感覆盖范围,与部署的节点搭接,设计修正原理,如图3 所示。
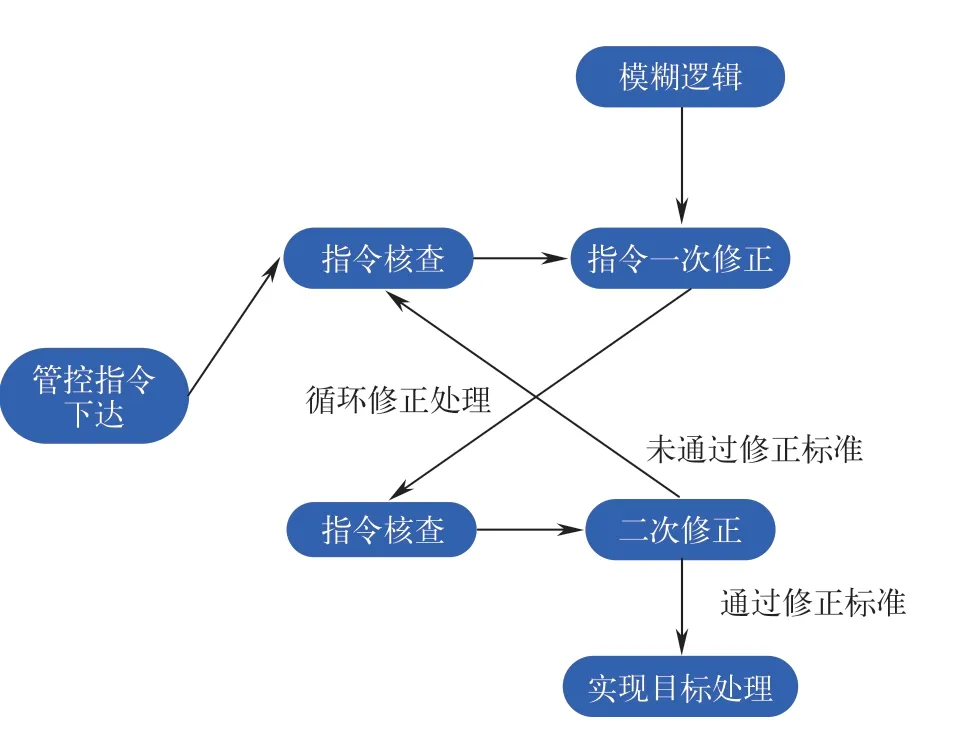
图3 人工智能辅助修正调度原理图示
综合图3,完成对人工智能辅助修正调度原理的设计。利用设计的修正调度原理,实现基础性管控目标及任务,最大程度加强对管控问题的控制,强化综合环形生产线加工管控的能力,推动该项技术实现进一步的创新、升级。
3 方法测试
此次主要是对基于人工智能的预制梁场环形生产线智能加工管控方法的实际应用效果进行分析与研究验证。考虑到最终测试结果的真实性与可靠性,采用对比的方式展开分析。选定黄茅海跨海通道T6 段作为测试的主要背景环境,综合真实的管控测试需求及标准,对最终获取的测试结果比照验证研究,接下来,综合实际的管控要求,进行基础性测试环境的关联搭建。
3.1 测试准备
综合人工智能等相关技术,搭建预制梁场环形生产线智能加工管控方法测试的基础性测试环境。针对黄茅海跨海通道T6 段工程的5 条预制梁环形生产线进行测试。在管控模型之中构建可视化控制模块和过程辅助控制模块,与部署的节点形成定向的关联搭接之后,在生产线上营造稳定、安全的测试环境。
选定3 批次产品作为测定的目标对象,预设50 条管控任务,综合设计工程建设的需求及标准,进行相关测定指标数值的调整,见表3。

表3 测试管控指标数值调整表
综合表3,实现对测试管控指标数值的设置与调整。结合预设的管控任务及目标的执行需求标准,完成基础测试环境的搭建,接下来,综合人工智能技术,进行具体的验证与分析。
3.2 测试过程及结果分析
在上述搭建的测试环境之中,结合人工智能化技术,对该种环形生产线加工管控方法进行具体的测验分析。在基础的控制系统中输入50 条预设的管控任务及目标,针对标定的5 条预制梁环形生产线进行加工管控。分三个阶段对三个批次的产品加工处理,设定实际的管控周期为1.5h,每一个管控周围需要利用节点采集对应的数据、信息,汇总整合,以待后续使用。测定初始的环形生产线平均加工管控时间,作为比照的标准,基于此,测算平均加工管控时间:
式中,P表示平均加工管控时间,h表示加工定时偏差,t表示重复加工次数,δ表示定向加工频率,η表示设定加工范围,φ表示目标函数,y表示调度次数。综合上述测定,完成对测试结果的对比分析,如图4 所示。
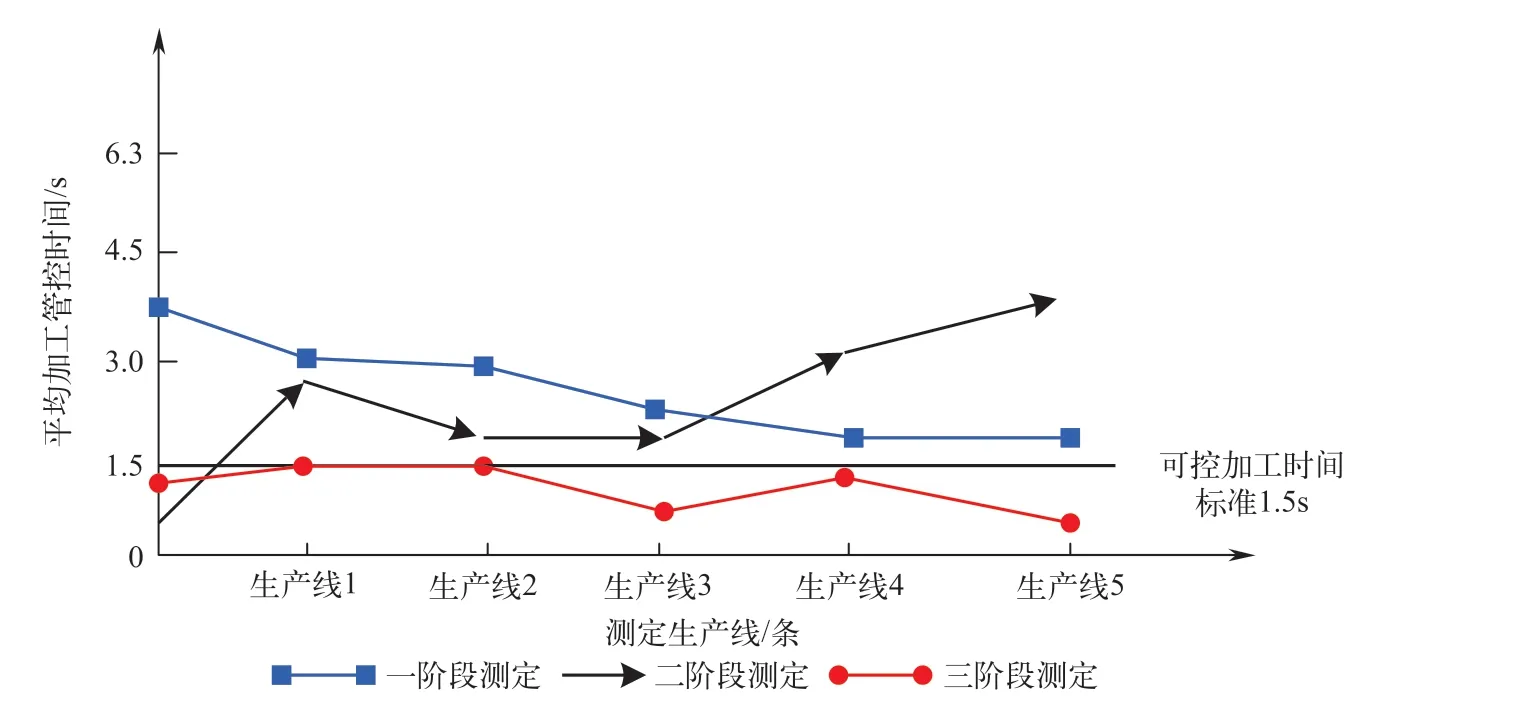
图4 测试结果对比分析图示
综合图4,完成对测试结果的对比分析:针对5 条预制梁环形生产线,测试得出的平均加工管控时间最终被较好地控制在1.5s 以下,这说明该种生产线加工管控方法效果更佳,管控范围得到了进一步的扩大,日常的管控误差可控,具有实际的应用创新价值。
4 结束语
通过对基于人工智能的预制梁场环形生产线智能加工管控方法的设计与验证分析,对比传统的生产线管控方法,此次综合人工智能附属的相关技术,所构建的管控结构变得更为灵活、多变,生产线自身的管控针对性也得到了进一步的提升。此外,人工智能技术还可以更好地扩大实际的管控范围,通过现场安装、调试以及运行等测定方式,充分发挥出人工智能生产线管控的优势,日常的管控效率及质量也大幅度提升,逐步形成了同时具有开放性质、稳定性、完整性、灵活性的生产线管控结构,推动我国智能化制造实现全面发展。
猜你喜欢
工程机械与维修(2023年6期)2023-12-07
中国特种设备安全(2022年3期)2022-07-08
中国交通信息化(2022年12期)2022-02-11
科学技术创新(2021年31期)2021-11-27
今日农业(2021年13期)2021-11-26
锻压装备与制造技术(2021年2期)2021-07-19
中国外汇(2019年22期)2019-05-21
石家庄铁路职业技术学院学报(2018年2期)2018-07-12
现代企业文化(2016年1期)2016-12-23
军工文化(2015年10期)2015-05-14
