高热强度型煤制备机理与热转化行为研究
2023-12-28 04:44王意博马金荣程延峰马剑飞王祥曦颜军军罗光前
中国矿业 2023年12期
王意博,李 显,马金荣,程延峰,郭 丽,马剑飞,王 峰,王祥曦,颜军军,李 建,李 月,魏 博,罗光前,姚 洪
(1.新疆煤炭清洁转化与化工过程重点实验室,新疆 乌鲁木齐 830000;2.华中科技大学能源与动力工程学院煤燃烧国家重点实验室,湖北 武汉 430074;3.新疆新业能源化工有限责任公司,新疆 五家渠 831300)
0 引言
新疆的煤炭储量达2.19 万亿t,约占全国储量的40%[1-2]。随着煤炭机械化开采技术的普及、大功率采煤机的广泛应用,出现了机械化开采导致工作面粉煤率高的问题[3]。块煤产品在转化过程中物理与化学性质具有突出特点[4],而粉煤由于运输装货困难、粉状物易扬尘损失、粒度分布不均等问题,导致价格低于块煤。型煤压制技术是高效利用粉煤的有效途径之一,但型煤不仅需要较高冷态强度来保证型煤在运输和储存过程中不碎裂;更重要的是,需要一定的热强度来保证型煤在实际应用过程中能够抵御热伤害,如在鲁奇煤气化炉中,型煤在抵达气化区前要先经过100~1 100 ℃的干燥区和脱挥发分区,如果型煤热强度不佳,则会在抵达气化区前破碎,导致气化炉的带出物增加、气化效率降低、燃料利用率降低等问题[5]。
多数研究者认为型煤黏结剂是保证型煤拥有高强度的重要途径,添加有机黏结剂可以制备高冷态强度的型煤:KAMUNUR 等[6]以糊化小麦淀粉作为黏结剂,选取哈萨克斯坦的细棕色腐殖质煤作为原料,制备的型煤的冷态抗压强度约为11.9 MPa;MANYUCHI等[7]以锯屑和糖蜜为黏结剂,选取南非当地的煤粉作为原料,制备的型煤的冷态抗压强度为2.5 MPa,不易破碎;NWABUE 等[8]选取尼日利亚科吉州奥卡巴煤矿的次烟煤作为原料,以当地的塑料和生物废料作为黏结剂,制备高机械强度的型煤;王祥曦等[9]以弥勒褐煤为原料,以淀粉、膨润土、PVA 的混合物作为黏结剂,制备的型煤冷态抗压强度达3.8 MPa。无机黏结剂也可以提升型煤热强度:王留成等[10]以热塑性酚醛树脂、钠基膨润土、玉米淀粉及羧甲基纤维素钠为黏结剂,选取郸城无烟煤为原料,制备的型煤冷态抗压强度达0.4 MPa,热强度达0.2 MPa;张金山等[11]以神木烟煤为研究对象,以钠基膨润土为黏结剂,制备的型煤的冷态抗压强度达到4.87 MPa,热强度达2.3 MPa。
综上所述,前人针对粉煤成型尝试了各类黏结剂,使用有机黏结剂制备的型煤具有优秀的冷态抗压强度。然而,热强度的提升则依赖如膨润土等无机黏结剂,添加此类黏结剂会使型煤灰分显著提升,进而导致型煤热值降低。如要解决上述问题,则需要更优秀的黏结剂或使用其他手段。此外,由于黏结剂的种类多样,不同研究学者对型煤的处理手段不同,所获得的黏结机理也就不同,因此,针对黏结剂作用机理方面的研究仍有不足。
为了在不增加型煤灰分的前提下制备高冷、热强度的型煤,以新疆准东煤为原料,采用典型工业有机固废沥青渣作为有机黏结剂,制备较高冷强度型煤,然后采用缓慢升温预处理的方式提高其热强度;通过物理和化学综合分析手段,对热强度提升机理进行了较深入研究,为进一步提升型煤品质、降低型煤成本提供理论依据。
1 实验与方法
1.1 原料特性分析
本文选用典型新疆准东煤和新疆某地区的沥青渣为原料,研磨筛分后选取粒径小于3 mm 的样品。工业分析参照《煤的工业分析方法》(GB/T 30732—2014),采用美国Las Navas 公司生产的TGA-2000 型工业分析仪完成。元素分析参照《煤的元素分析》(GB/T 31391—2015),采用德国Elementar 公司生产的Vario Micro cube 元素分析仪完成,结果见表1。通过工业分析和元素分析可知,准东煤属于典型的低灰、低硫煤,具有作为优质动力煤或气化用煤的潜力。沥青渣灰分极少,将其作为黏结剂使用会降低型煤灰分。另外,沥青渣属于有机固废,其资源化利用具有较好的经济价值和社会意义。
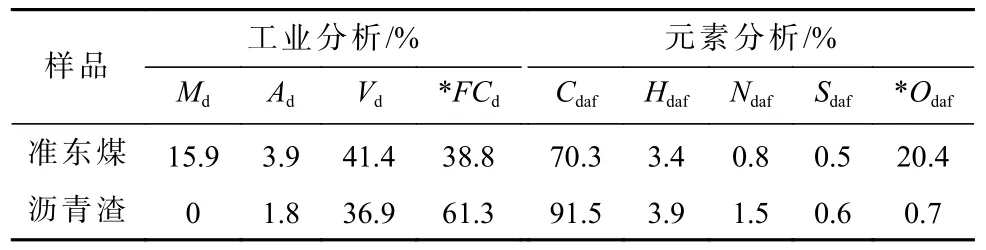
表1 原料的工业分析和元素分析Table 1 Proximate and ultimate analysis of raw material
1.2 型煤成型过程
型煤黏结剂添加量和成型压力是其关键参数且易于调控,因此,首先对这两个参数对于型煤冷态抗压强度的影响进行初步研究,并确定最佳条件。相关对黏结剂添加量的研究[12-13]表明,型煤黏结剂的最佳添加量一般为5%~15%,黏结剂添加量较少时对强度的提升效果不佳,黏结剂添加量过多时黏结剂难以分散,会出现自我黏结,前期研究显示添加5%的沥青渣效果较好。相关对成型压力的研究[14-15]表明,成型压力越高,型煤内部的机械结合力越大,结构越致密,型煤强度越高,故选取成型压力336 kN 制备高压型煤,并选取成型压力126 kN 制备低压型煤作为对比。
图1 为型煤的成型流程。将原煤样与沥青渣按一定比例混合,在天津泰斯特仪器有限公司生产的高速粉碎机CMT6103 内混合粉碎,然后筛选粒径小于0.1 mm 的粉料作为型煤原料。考虑到新疆准东地区的煤样往往含有较高水分[16-17],因此成型水分设定为15%。选取直径20 mm 的模具,将制作好的3 g 粉料通过上海新诺仪器集团有限公司生产的电动粉末压片机DY30 在一定压力下压制成型,保压时间为60 s。利用合肥科晶材料技术有限公司生产的OTF-1200X 管式炉进行热预处理,压制好的型块在氮气的保护下以3 ℃/min 缓慢升温到250 ℃,并保温30 min后冷却至室温。

图1 型煤成型流程示意图Fig.1 Schematic diagram of briquette preparation process
1.3 样品检测
依据《工业型煤冷压强度测定方法》(MT/T 748—2007),采用万能试验机测量型煤冷态抗压强度,压杆以速率12 mm/min 向下压型煤,破碎时,压力瞬间变小,记录此时最大的压力值,型煤冷态抗压强度计算见式(1)。
式中:σc为冷态抗压强度,MPa;F为最大压力值,N;D为型煤的直径,mm;H为型煤的高度,mm。
依据《工业型煤热强度测定方法》(MT/T 1073—2008),将成型的型煤放在密闭的坩埚中,送入预先加热至850 ℃的马弗炉中并保温30 min,随后取出冷却至室温。采用万能试验机测量型煤热强度,压杆以速率12 mm/min 向下压型煤,破碎时,压力瞬间变小,记录此时最大的压力值,型煤热强度计算见式(2)。
式中:σh为热强度,MPa;F为最大压力值,N;D为型煤的直径,mm;H为型煤的高度,mm。
1.4 样品的表征
使用ZRPY-1400 高温真空热膨胀系数测定仪对沥青渣的软化点进行测定,升温速度:0~20 ℃/min,控温精度±1 ℃;测定变形范围:±2.5 mm;测量膨胀值分辨率:≤1 μm 或≤0.1 μm。将样品在压片机中压制为圆形薄片,置于仪器中,用压力杆顶住圆片,对压力杆施加恒定的压力,并逐渐升温,记录压力杆的位移;在ThermoFisher 公司生产的Nicolet 6700 型傅立叶红外吸收光谱仪中对型煤的有机官能团进行表征。测试前将样品置于105 ℃下干燥12 h,煤样以1∶100的比例与KBr 混合后在10 kg/cm 压力下压片。压片在波数为4 000~400 cm-1的范围内检测,所用仪器为拜耳公司生产的Belsorp-max 型物理吸附仪,采用氮气吸/脱附法对孔径在1~100 nm 范围内的样品进行测定。将试样置于200℃条件下对其抽真空,脱气5 h 后再将样品置于77 K 的液氮中开展静态等温吸附;采用德国耐驰NETZSCH 生产的STA-449PC 型同步热分析仪对样品热预处理和热解特性展开研究。实验前将型煤打磨成球状,直径约2 mm。实验参数:模拟热预处理过程时,煤样在氮气气氛下以3 ℃/min的升温速率从室温升温至600 ℃;热解时,煤样在氮气气氛下以10 ℃/min 的升温速率从室温升温至1 000 ℃;燃烧时,煤样在空气气氛下以20 ℃/min 的升温速率从室温升温至1 000 ℃;采用德国卡尔蔡司公司的Axio Scope.A1 煤岩分析仪对型煤表面夹杂物的数量、形貌、大小、分布、取向、空间排布状态等进行分析。
2 结果与分析
2.1 热预处理温度对型煤冷态抗压、热强度的影响
图2 为热预处理温度对低压成型型煤强度的影响。低压型煤在没有热预处理下的热强度为0 MPa,但经过温度为250 ℃的热预处理后型煤的热强度大幅度提升至21.1 MPa;处理温度进一步提升到450 ℃对热强度的提升没有明显效果,热强度为21.1 MPa。没有热预处理的低压型煤冷态抗压强度较高,为18.0 MPa,经过温度为250 ℃的热预处理后型煤的冷态抗压强度没有明显变化,为18.7 MPa;处理温度进一步提升到450 ℃时冷态抗压强度出现降低,为10.5 MPa。
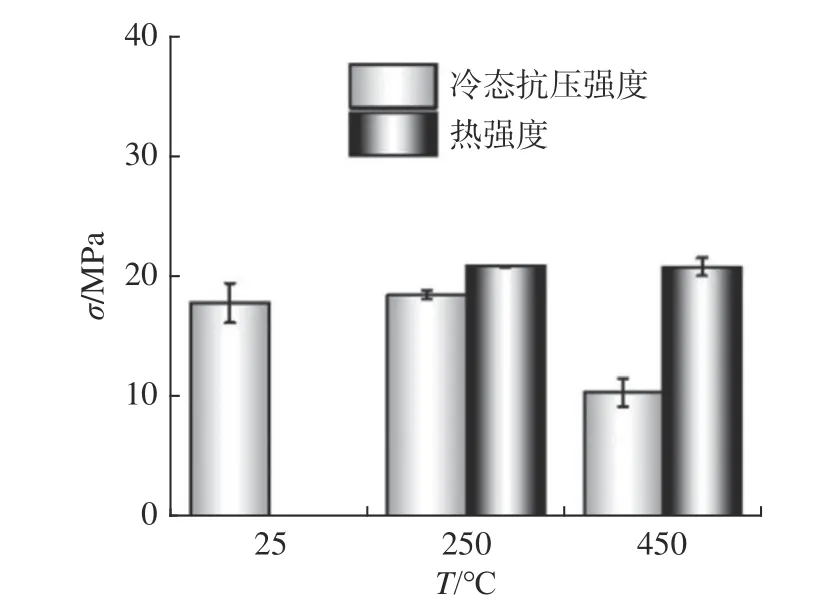
图2 热预处理温度对低压成型型煤强度的影响Fig.2 Effect of thermal pretreatment temperature on strength of low pressure briquette
图3 为热预处理温度对高压成型型煤强度的影响。高压型煤与低压型煤在没有热预处理和250 ℃热预处理后的热强度变化相似,没有热预处理时热强度也为0 MPa,经过温度为250 ℃的热预处理后型煤的热强度也大幅度提升,达到21.5 MPa,但是高压型煤随着热预处理温度提升,其热强度继续提升,经过温度为450 ℃的热预处理后型煤的热强度达到35.3 MPa,相较于经过温度为250 ℃的热预处理的型煤其热强度提升了64.2%,相较于低压型煤同样温度的热预处理,其热强度提升了67.3%。

图3 热预处理温度对高压成型型煤强度的影响Fig.3 Effect of thermal pretreatment temperature on strength of high pressure briquette
在冷态抗压强度方面,没有热预处理的高压型煤冷态抗压强度为10.9 MPa,经过温度为250 ℃的热预处理后型煤的冷态抗压强度略有降低,为9.8 MPa;处理温度进一步提升到450 ℃时冷态抗压强度再次降低,为8.5 MPa。
可以发现,经过温度为250 ℃热预处理的两种型煤的热强度极为接近,处于该温度热预处理时,煤和沥青渣并没有达到热解温度[18-21],因此,此阶段热预处理对型煤热强度的提升可能是以物理影响为主。经过温度为450 ℃热预处理的高压型煤相较于经过温度为250 ℃热预处理的高压型煤的热强度提升了64.2%,该温度已经达到煤和沥青的初步热解温度,因此,此阶段的热预处理对高压型煤热强度的提升可能是受到化学作用的影响。此现象在高压型煤高温处理时出现,可能是高压型煤在热预处理时,煤与沥青渣分子的物理化学作用更强,因此,针对热预处理对高压型煤的影响进行较详细研究,验证上述预测。
2.2 型煤热强度提升机理
在颗粒技术中对造粒的解释是将各类粉状、块状、溶液或熔融状原料制成具有一定形状和强度的固体颗粒,是增大粒径的过程[22]。这与型煤成型过程极为相似,成型过程是将黏结剂颗粒与煤颗粒、煤颗粒与煤颗粒、黏结剂颗粒与黏结剂颗粒相互接触,共同造粒的过程。粉体工程理论认为,当多个小颗粒聚结形成大颗粒时,小颗粒间的相互作用主要有四种:一是固体颗粒之间的引力,包括范德华力(分子间引力)、静电力和磁力;二是机械结合力,指颗粒间机械镶嵌的物理力,一般发生在块状颗粒的搅拌和压缩操作中;三是固体桥联联结力,包括由黏结剂熔融冷却形成,或化学反应、烧结和结晶形成;四是液体桥联联结力,指可自由流动的液体产生的界面张力和毛细管力,以及不可自由流动的液体产生的黏结力[23-24]。粉煤成型一般在室温下完成,不会有化学反应,所以,以前两类作用力为主,而热强度的提升一般需要一定的化学过程及化学作用力。
表2 为不同温度热预处理型煤的工业分析、元素分析和收率。其中,型煤为未经热预处理的高压型煤;型煤-250 为经过温度为250 ℃热预处理的高压型煤;型煤--450 为经过温度为450 ℃热预处理的高压型煤。

表2 不同温度热预处理型煤的工业分析、元素分析及收率Table 2 Proximate and ultimate analysis and yield of thermal pretreated briquette at different temperatures
由表2 可知,型煤-250 的收率与型煤的收率接近,几乎没有损失。型煤-450 的收率相较于型煤有显著下降,降低了15.4%。此阶段型煤释放部分挥发分造成了收率降低。型煤-250 的元素分析与未经热预处理型煤的元素分析接近,因为,250 ℃未达到煤和沥青渣的热解温度,所以此过程主要发生了物理变化(型煤-250 的挥发分含量变低、固定碳含量变高的具体原因在后文分析部分进行解释)。温度为450 ℃热预处理时,因已经达到煤和沥青渣的热解温度,所以型煤内部发生大量热裂解、交联及缩聚反应,从而释放部分挥发分。但是温度为450 ℃热预处理过程中升温速率很慢,挥发分释放也缓慢进行,所以对型煤物理结构没有明显破坏。
图4 为不同温度热预处理型煤的红外谱图。按照标准模式分配,3 400 cm-1处的吸收带属于—OH、1 620 cm-1处的吸收带属于C=C/C=O、700~900 cm-1处的吸收带属于芳香族C—H(Car—H)[25]。3 000~2 800 cm-1处的吸收带均属于脂肪族C—H(Cal—H),其中,2 953~2 865 cm-1处属于—CH3、2 922~2 850 cm-1处属于—CH2、2 895 cm-1处属于C—H[26]。与未热预处理煤比较,温度为250 ℃热预处理时,型煤主要特征峰为中羟基(—OH,3 481 cm-1)、羧酸类羰基(C=O,1 699 cm-1)、单核芳香烃(C=C,1 594 cm-1)、醇类或酚类(C—O,1 256 cm-1)伸缩振动吸收峰、烃类甲基(C—H,1 385 cm-1)对称弯曲振动吸收峰强度均没出现明显变化,型煤内部没有官能团变动,这说明温度为250℃热预处理过程没有发生化学反应,所以此过程主要发生了物理变化。温度为450 ℃热预处理时,3 000~2 800 cm-1处的脂肪族峰强度显著削弱[27-28],700~900 cm-1处的芳香族没有明显变化,故其相对含量上升,芳香度也会上升。由于芳香族热稳定性高于脂肪族,热预处理型煤大分子结构的热稳定性会得到提升,提升了固体桥联联结力,从而导致热强度变高。

图4 不同温度热预处理型煤的红外光谱图Fig.4 Infrared spectrogram of briquette at different thermal pretreatment temperatures
图5 和图6 展示了型煤的表观形貌与沥青渣软化点。由图5 可知,沥青渣很好地分散在煤颗粒之间,沥青渣粒径在5~10 μm 范围内,两者通过机械结合力结合。由图6 可知,沥青渣的软化点为117 ℃,250 ℃以上基本处在熔融状态,所以在热预处理过程中沥青渣会软化熔融,从而很好地填充到煤颗粒之间,并进入煤颗粒孔道内部。冷却后的沥青渣可作为固体桥联联结煤颗粒,而且这种物理作用会使沥青渣分子与煤分子之间更紧密接触,从而会促进温度为450 ℃热预处理时两者的化学结合,进而会强化两者之间的固体桥联联结力。

图5 型煤表面的煤岩照片Fig.5 Coal petrographic photos of briquette surface
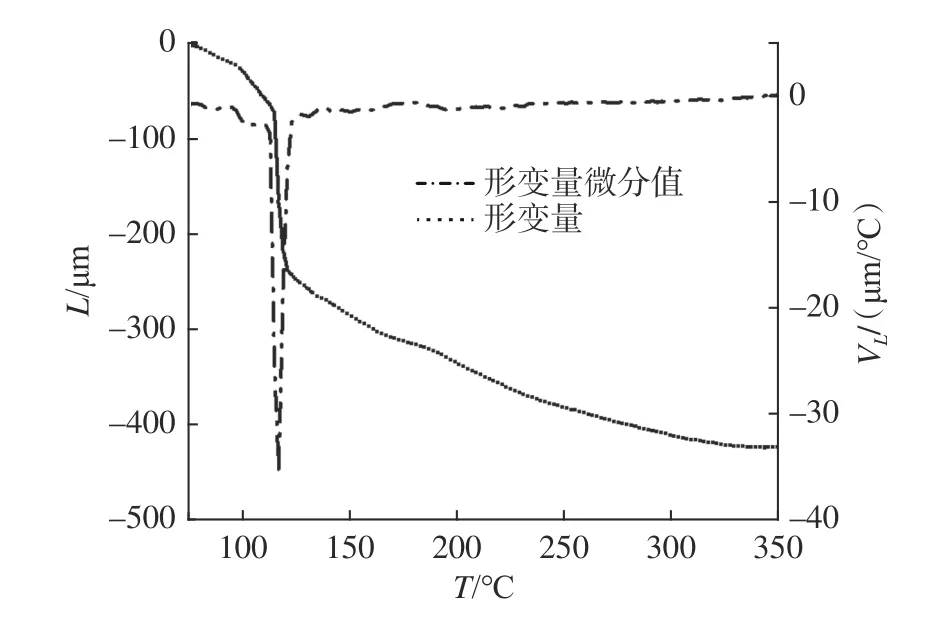
图6 温度对沥青渣压片变形量的影响Fig.6 Effect of temperature on the deformation of asphalt residue lamination
图7 和图8 为不同温度热预处理型煤的比表面积和孔容。由图7 和图8 可知,添加黏结剂的型煤相较于无黏结剂型煤的比表面积降低了21.5%,孔容降低了12.8%,这是由于混匀和成型过程黏结剂分散占据了部分孔道。型煤-250 相较于型煤的比表面积降低了16.3%,孔容降低了30.2%,是因为随着沥青渣的软化,更好地与煤颗粒接触,填充颗粒之间的缝隙[29],与对型煤表观形貌的观察结果对应。同时,由于沥青渣在热预处理过程中对型煤孔道的封堵作用,使得型煤-250 的挥发分下降。型煤-450 相较于型煤的比表面积降低了8.4%,孔容降低了13.1%。相较于型煤-250 的比表面积提升了9.4%,孔容提升了22.3%。这是由于型煤内部发生大量反应产生挥发分离开,对型煤的孔道结构产生了扩大作用[30]。
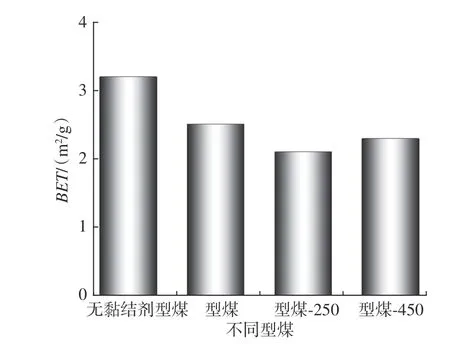
图7 不同温度热预处理型煤的比表面积Fig.7 Specific surface area of briquette at different thermal pretreatment temperatures
为了进一步研究型煤热预处理过程,采用热重模拟了型煤的热预处理过程。块状型煤热预处理过程中的失重行为如图9 所示(基准条件为干燥基),图10 为不同温度阶段样品的吸热量。
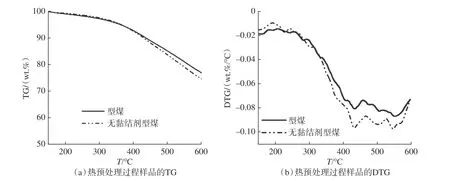
图9 热预处理过程的样品失重特性Fig.9 Characteristic curves of sample weight loss during thermal pretreatment
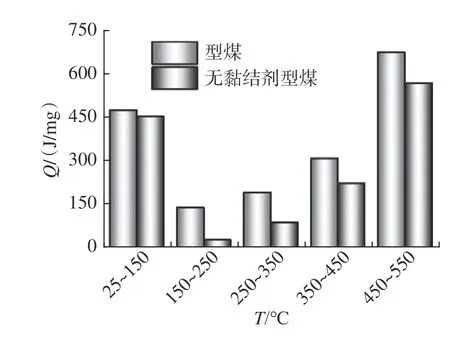
图10 不同温度阶段样品的吸热量Fig.10 Heat absorption of samples at different temperature stages
通过比较缓慢升温条件下有黏结剂型煤和无黏结剂型煤热失重及吸热行为,可以发现两个重点。第一,温度达到400 ℃时,有黏结剂型煤与无黏结剂型煤的失重规律出现明显不同,有黏结剂型煤失重速率低于无黏结剂型煤约15%,此处有两方面原因,一方面通过对型煤的物理结构观察可知,有黏结剂型煤的孔道结构减少,这会抑制型煤内的传质;另一方面,煤的挥发分会与沥青渣二次反应,导致释放减少。第二,由图10 可知,加入黏结剂后型煤在热预处理过程中吸热量相较于无黏结剂型煤更多,在25~150 ℃温度段差异较小,而150~350 ℃温度段差异明显,150~250 ℃温度段有黏结剂型煤和无黏结剂型煤的吸热量相差高达112 J/mg。前文提及沥青渣的软化点为117 ℃,与吸热差距出现在150 ℃以上不符,主要原因是热重分析过程中温度滞后;温度达350 ℃以上时,沥青渣软化熔融基本结束,更高温度段的吸热是沥青渣与煤共热解反应导致,相关研究也表明此阶段的沥青和煤颗粒确实有一定的相互影响[31]。
图11 为热预处理提升型煤热强度机理。型煤在热预处理过程中热强度的提升有物理和化学两方面。在250 ℃热预处理后,随着沥青渣的软化,熔融分散,再冷却形成固桥提升了固体桥联联结力,此时只发生了物理变化。在450 ℃热预处理后,由于热预处理导致型煤内部发生化学反应,在接触面反应完成后,形成热稳定性高的大分子结构,可视为固体桥联联结力的提升,进而提升了热强度。
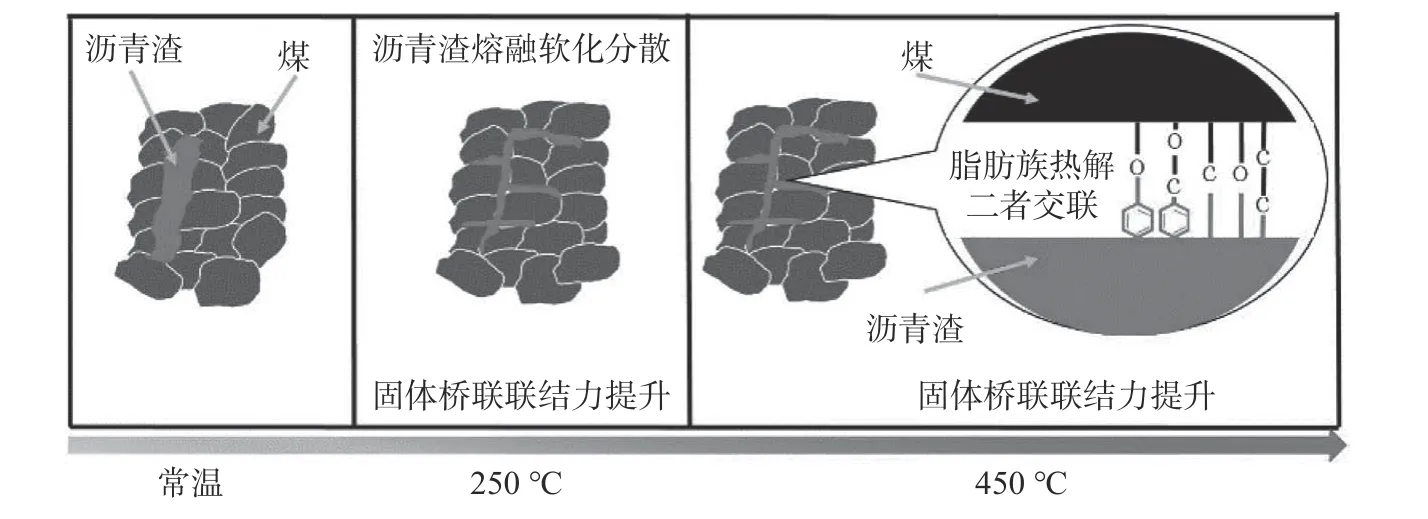
图11 热预处理提升型煤热强度机理Fig.11 Mechanism of thermal pretreatment to enhance thermal strength of briquette
2.3 型煤热转化行为
煤的热解是其热转化过程(如燃烧和气化)的初始阶段,所以通过热重研究不同温度热预处理型煤的热解行为,通过比较其中的不同,判断型煤在热预处理过程中发生的变化。不同温度热预处理型煤的热解TG 曲线和不同温度热预处理型煤的热解DTG曲线如图12 和图13 所示。

图12 不同温度热预处理型煤的热解TG 曲线Fig.12 TG curves of pyrolysis of briquettes at different thermal pretreatment temperatures
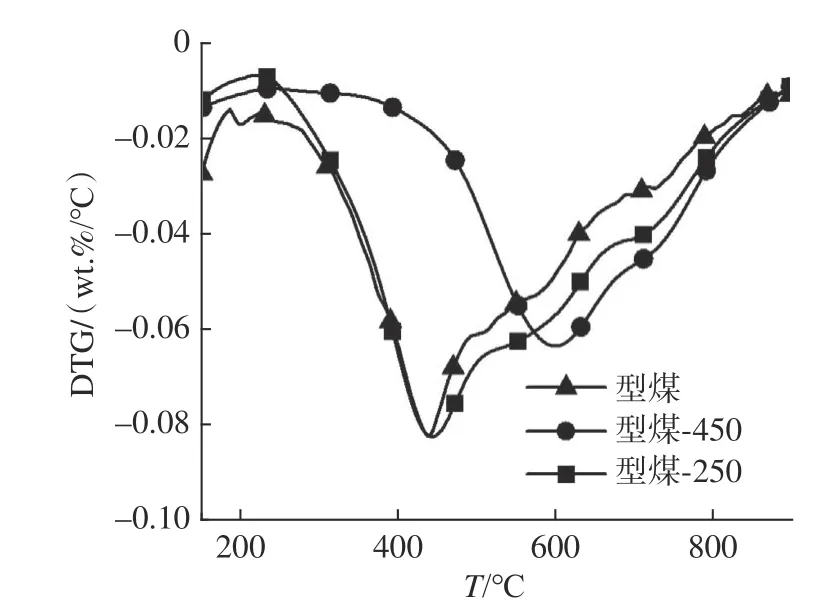
图13 不同温度热预处理型煤的热解DTG 曲线Fig.13 DTG curves of pyrolysis of briquettes at different thermal pretreatment temperatures
由图12 和图13 可知(基准条件为干燥基),型煤-250 与型煤最大失重温度均为440 ℃。最大失重速率均为-0.08%/℃;开始失重温度均为235 ℃;整个失重曲线较为接近。由此可见,经过温度为250 ℃热预处理并没有改变型煤的化学结构,其热化学特性没有变化,再次证明了其对型煤热强度的提高主要是物理过程。
而型煤-450 在300℃后的失重曲线出现明显不同,最终失重率约为前两者高的75%,最大失重温度为600 ℃,最大失重速率-0.06%/℃,也与前两者不同。煤在温度为450 ℃热预处理过程中会发生羧基和甲氧基脱除,部分开链烷烃和侧链的断裂以及羰基脱除、含氧杂环开环裂解等[32-33]。而且此温度下煤与沥青渣会发生交联反应[31],说明温度为450℃热预处理后煤的化学结构和热化学特性有了明显改变。图3显示高温热预处理型煤的热强度高于前两者,此时原来被机械结合力联结的颗粒之间的分子结构由于化学反应发生形成更稳定的大分子结构可以视为固体桥联联结力的提升,最终导致热强度提升。
作为直接利用型煤的方式,对其燃烧动力学参数进行计算是必要的。关联非等温、非均相反应的动力学方程和Arrhenius 方程式,使用Coats-Redfern积分法得出计算基本方程,见式(3)。
式中:E为活化能,kJ/mol;A为指前因子,s-1;R为摩尔气体常数,取8.314 J/(mol·K);T为温度,K;g(α)为机理函数;β为升温速率,K/s。
常见的机理函数见表3。根据表3 中的15 种机理函数,可以求算型煤样品热失重过程中质量转化百分率α随温度变化的数据,进而求算ln[g(α)/T2]。由于2RT<<E,可以近似认为2RT/E≈0。因此,可以ln[g(α)/T2]对1/T作图,得到一条曲线;对该曲线进行线性回归,获得拟合方程,见式(4)
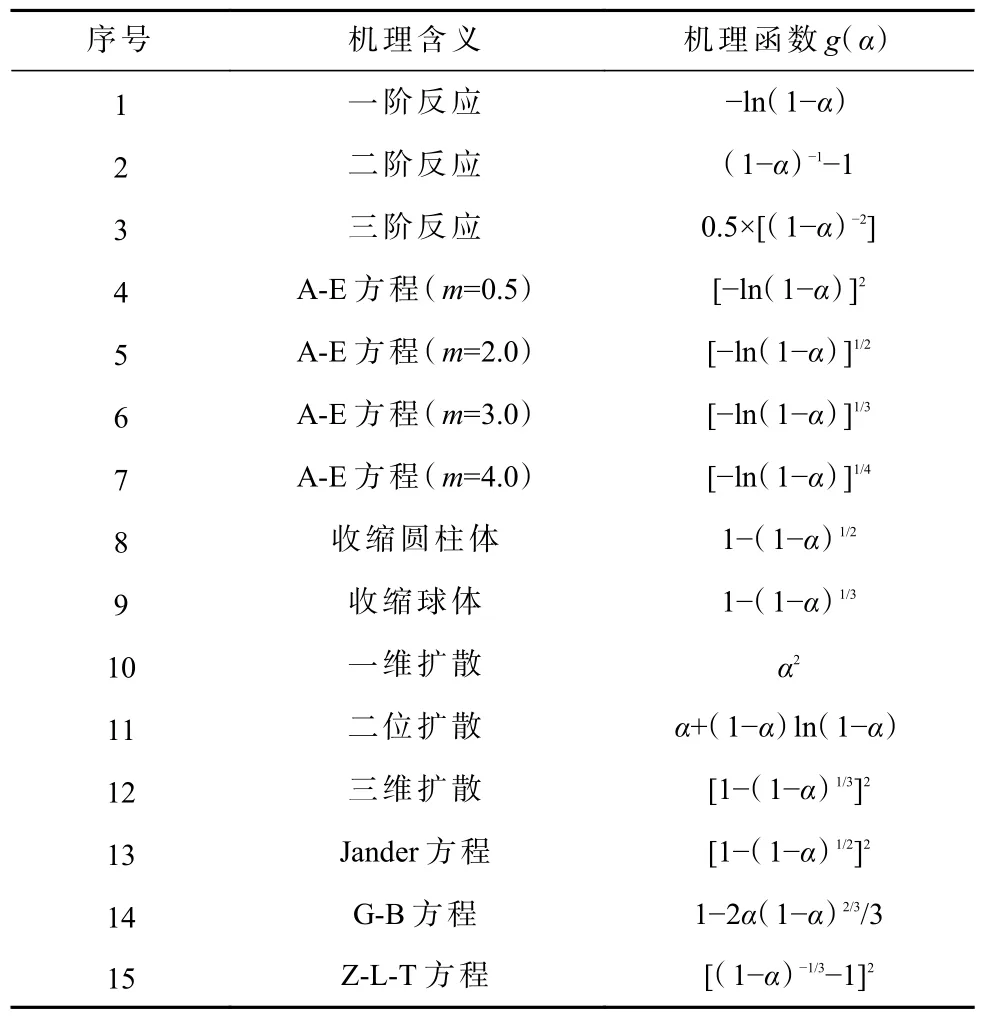
表3 部分机理函数Table 3 Partial mechanism function
式(4)可视为直线y=ax+b,其中,y为ln[g(α)/T2],x为1/T,通过直线的斜率和截距,可以求算型煤热失重过程中的表观活化能E和指前因子A。
通过上述方法对制备的型煤-250 和型煤-450 进行燃烧动力学参数的计算,计算结果分别见表4 和表5。由表4 和表5 可知,针对型煤-250 的燃烧过程机理函数2,即二阶反应获得的相关系数最高,达到0.989 02。计算得到的活化能为102.47 kJ/mol,指前因子5.41×108s-1。针对型煤-450 的燃烧过程,也是机理函数2,即二阶反应的获得的相关系数最高,达到0.994 77。计算得到的活化能为124.96 kJ/mol,指前因子5.63×109s-1。
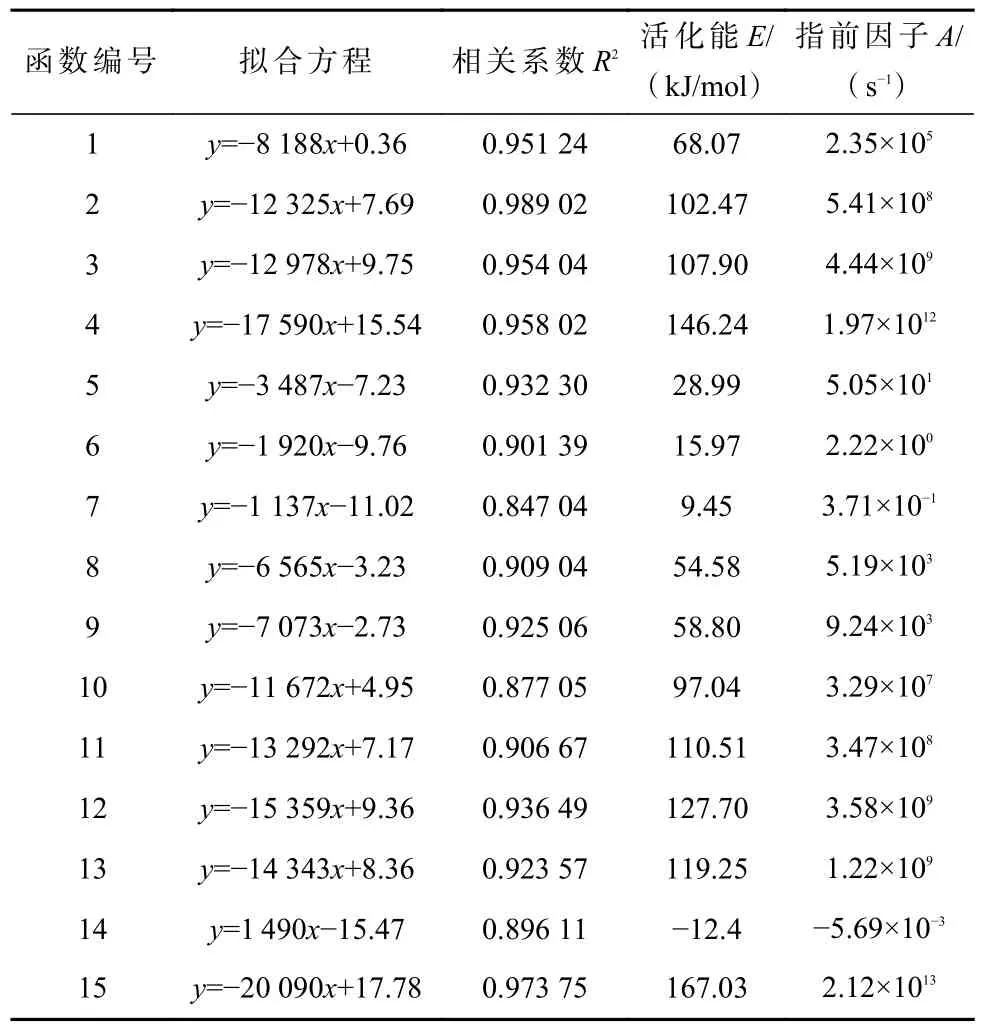
表4 型煤-250 的动力学参数Table 4 Kinetic parameters of briquette-250

表5 型煤-450 的动力学参数Table 5 Kinetic parameters of briquette-450
3 结论
采用沥青渣作为黏结剂,增加热预处理过程的方式制备具有优良冷强度、热强度的型煤,考察了热预处理工艺关键参数,探究热强度提升效果及其机理,主要结论如下所述。
1)以沥青渣为黏结剂的冷态抗压型煤热强度为零,而经过温度为250 ℃热预处理的型煤热强度达到21.5 MPa,经过温度为450 ℃热预处理的型煤热强度达到35.3 MPa,由此可见,热预处理显著提升了型煤的热强度。
2)热预处理主要提升固体桥联联结力,但在不同温度区间的影响机理不同。在低温区如250 ℃,随着沥青渣的软化,熔融分散,再冷却形成固桥提升了固体桥联联结力,只发生了物理变化。在高温区如450 ℃,由于热预处理导致型煤内部发生化学反应,在接触面反应完成后形成的稳定的大分子结构,可以视为固体桥联联结力的提升,最终使热强度提升。
3)制备的两种型煤的燃烧均为二阶反应。型煤-250 活化能为102.47 kJ/mol,指前因子5.41×108s-1,相关系数达到0.989 02;型煤-450 的活化能为124.96 kJ/mol,指前因子5.63×109s-1,相关系数达到0.994 77。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
设备管理与维修(2022年21期)2022-12-28
煤炭转化(2019年5期)2019-09-23
制造技术与机床(2017年5期)2018-01-19
腐植酸(2016年1期)2016-12-16
中国粮油学报(2016年5期)2016-01-23
中国卫生标准管理(2015年24期)2016-01-14
化工进展(2015年3期)2015-11-11
江西煤炭科技(2015年1期)2015-11-07
中国塑料(2015年5期)2015-10-14