
大氮肥尿素包装缝包机组缺陷及改进
2024-01-03 09:09倪文跃
设备管理与维修 2023年22期
王 杉,倪文跃
(海洋石油富岛有限公司,海南东方 572600)
0 引言
海洋石油富岛有限公司化肥一部成品装置于1996 年12 月建成投产,装置共有6 条包装生产线(五开一备),每条包装生产线有两套缝包机组(由两台工业缝纫机和两台折边机组成,即双机头机组)。意大利FISCHBEIN 制造的MOD.90/10000 型缝包机,可实现自动开停,并装有电磁阀驱动的线链切割器。缝包机的控制采用传统的继电器控制回路,触点多、可靠性差。在投产运行过程中,随着时间的增长暴露出不少问题,如人工劳动强度增大、工艺指标消耗增加、维修费用和易损件消耗大等,影响了包装产品质量控制,需要进行必要的相关技术改造,以进一步提高包装工作效率。
1 FISCHBEIN 缝包机组存在的问题及分析
1.1 剪切线机构故障频繁
FISCHBEIN 缝包机采用三角皮带实现无级变速传动,操作方便,包装作业原设计每条生产线有两台缝包机交替使用,缝包机的运行生产中常出现断针、跳线等故障频繁,影响产品包装质量及包装效率。外国专家来调试处理后情况虽然有所好转,但不能确保缝包机长周期正常包装作业。因剪切线机构故障陆续损坏后,改为人工控制完成割线作业,工作强度增加,线消耗等波动较大。
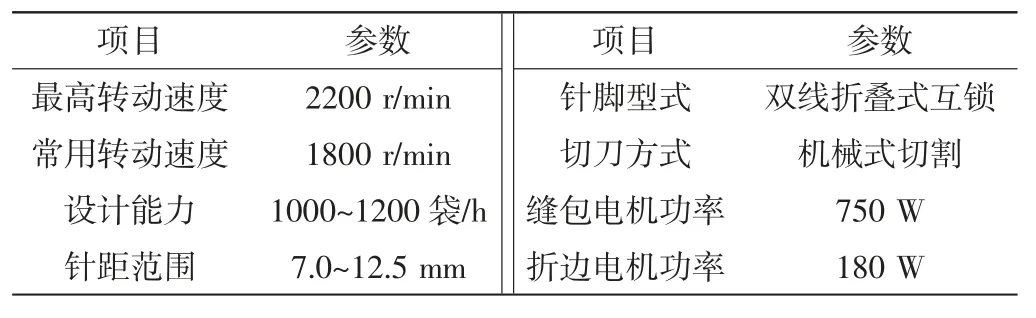
表1 FISCHBEIN 缝包机性能参数
1.2 连接固定件定位不牢、经常断裂
由于预先将工业缝纫机固定在一块钢板上,而此块钢板上是设有3 个与工业缝纫机固定连接定位孔和3 个与支承架定位连接的定位销孔(图1)。再由3 根插销轴与支承架定位连接,其中在钢板一侧两个定位销支承点是可转动的,便于处理缝纫机故障。这样是利于缝纫机的穿线、更换三角皮带和拆下检修等的问题,但是固定件定位不牢、振动较大,导致支承架经常断裂、插销轴与孔磨损、经常频繁跳针或断线等故障。
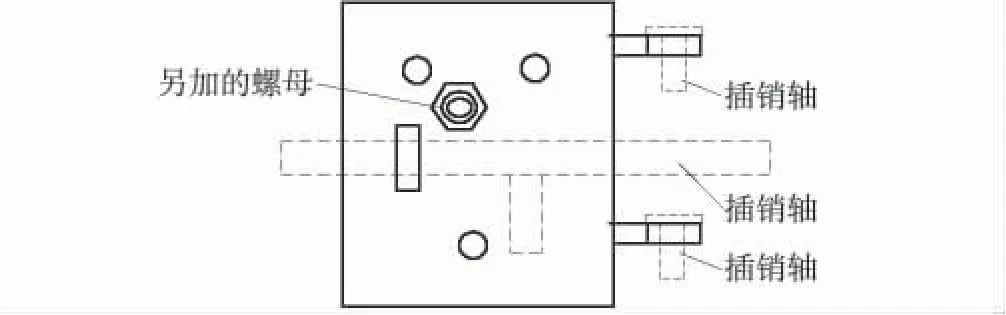
图1 改造后的连接固定件
1.3 折边机故障频繁、三角皮带磨损快
编织袋动力输送部分故障不断,尿素包装时袋子上封口折边经常折皱,不能确保上封口合格率。为了方便处理检修和更换三角皮带等故障,而设计将电机预先固定在一块可调整并有手柄的钢盘上,而非定位固定。因此固定不牢、振动较大,电机和缝包机的皮带轮之间中心距也比较近,三角皮带容易发热、磨损较快,正常情况下是用3 d 左右,在磨损较快的情况下使用时间甚至不足1 d。
1.4 操作控制系统落后
正常连续包装作业的情况下,操作人员启动板式输送机运行时,工业缝纫机和折边器同时启动运行。可是,在没有袋子折边和封口的情况下,该机组仍是运行空转而要靠操作人员操作启动按钮来控制这些动作。因此在日常工作中要频繁执行这一动作才能控制好线的消耗、降低成本,但却提高了操作人员的劳动强度和操作难度,导致包装袋上封口合格率下降、维修工作量增加。
2 改进措施及效果
2.1 整体更新改造为NEWLONG 缝包机
国内同类型大氮肥NEWLONG(DS-9C)缝包机具有速度快、运动可靠性好的特点,用其整体替换FISCHBEIN 缝包机,彻底改变缝包机运转稳定性差、机件易磨损、噪声大等缺点。NEWLONG(DS-9C)缝包机采用低传动结构,耐磨损,可靠性强,重量轻,绝缘性能好,结构紧凑合理等特点,能减轻工人长时间使用的劳动强度,压紧力可调,在缝制不同物时,调整压力大小,以达到提升工作效率,延长零部件使用寿命,自动剪线,在缝毕时无需人工剪线,只需将尾线引入线槽即可。经过调研论证,2001 年整体更新改造为日本NEWLONG(纽朗)DS-9C 型袋口缝纫机,与现有折边机配套改造,安装单机头,该机型适用于各种包装袋子,与高速装袋生产线接合使用较为理想,可使板式输送机的速度达到25 m/min。采用内置油槽润滑系统,不仅延长了部件的使用寿命,同时也降低了维修成本。
经运行检验与考核,FISCHBEIN 缝包机改造为NEWLONG缝包机后,缝包机组故障率低,工作效率高,包装生产线的连续作业运行稳定。维护保养工作也较方便,大大减少操作人员的工作强度,线、袋消耗等工艺指标较为稳定。
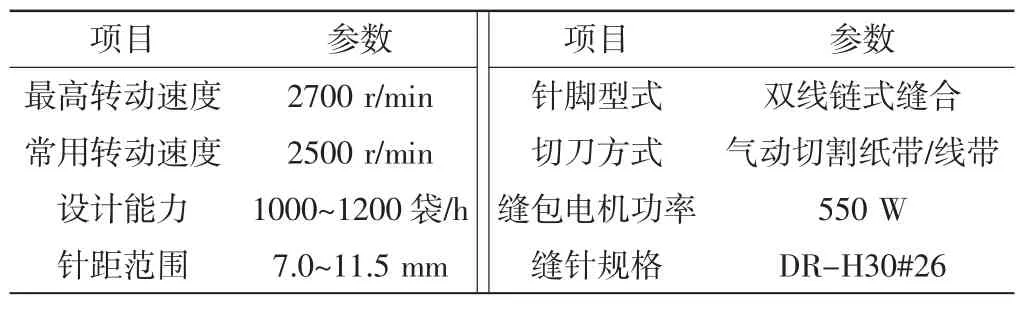
表2 日本NEWLONG(纽朗)DS-9C 型袋口缝纫机参数
2.2 连接固定件改造
为了减小该设备的振动,在与该设备固定连接钢板另一面加焊一个螺母M16(图1),通过一根带弹簧垫圈的螺栓M16×60 mm和一块中间钻有一孔Φ17 mm 和厚为15 mm 的钢板将该设备固定锁紧靠着支承吊架上,也起到一定作用。更新改造后的工业缝纫机是预先牢牢地定位固定在支承吊架上,再把三角皮与其驱动电机通过皮带轮连接,适当调整并固定牢驱动电机(其固定位置已设计有一定的调整范围),使三角皮带张紧适度即可。
经运行检验与考核,该机组振动就较小,跳针、断线等故障也大大减少,提高工作效率,保障上封口合格率和产品质量。
2.3 折边机改造
(1)对原有折边机连接件进行改造,彻底解决连接件振动大、断裂等结构性问题。切割原有卷边机连接件,用Φ75 mm 的两根碳钢管和δ=5 mm 的钢板,与原有卷边机左右导板等连接,并设有加强筋,防止振动。
(2)拆除原有折边机驱动装置(电机、三角皮带、皮带轮、减速机构、传送皮带和传送主从动轮等),现编织袋主要靠人工用手扶正后顺跟着由板式输送机与缝包机进行传送(图2~图3)。只要夹袋器卸下袋子保持有足够距离(被封口的袋子不能有重叠现象,剪切线机构自动剪切线两头约各留有4~5 cm 线头即可),调整板式输送机与缝包机至二者速度同步,就能达到卷边封口顺畅自如,也便于自身调整操作和拆卸移开处理工业缝纫机的相关故障。
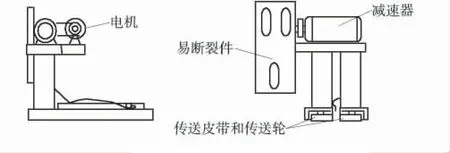
图2 改造前的折边机

图3 改造后的折边机
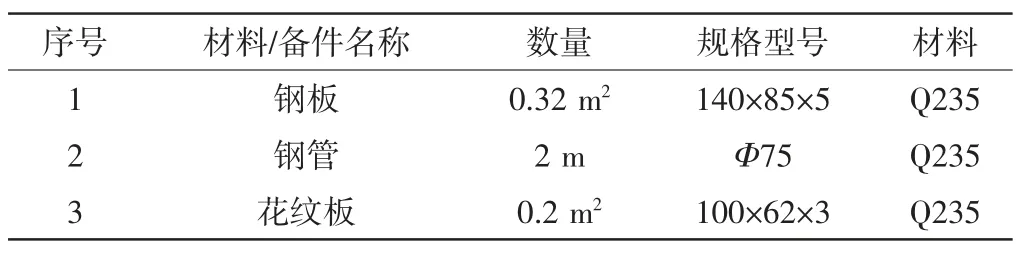
表3 改造设备使用材料
经运行检验与考核,折边机改造后效果明显:①解决了原有折边机连接件振动大、易断裂或松动等故障,实现“零检修”成本;②解决原有折边机尿素包装时袋子上封口折皱的产品质量问题;③改造后的折边机操作简易、轻松、流畅,降低了操作人员的劳动强度;④无需电动驱动装置,杜绝自身产生振动所引起的后患,也降低生产成本;⑤电机和缝包机的皮带轮之间中心距比旧的机组增加了1 倍,因此,改造后的三角皮带发热磨损较少,正常情况下可使用1 年左右,延长使用寿命;⑥本技改方案采用的设备、钢材全部为原有设备和积压库存物资,本次技改易加工实施,费用极少,成本较低。
2.4 操作控制系统改造
基于操作控制系统工人操作强度大、包装线、袋消耗大、包装袋上封口合格率低的缺陷,对缝包机及控制系统进行改造,采用PLC(可编程控制器)对缝包过程进行自动控制。
2.4.1 FXon 系列可编程控制器简介
三菱公司生产的FXon 系列PLC 是一种适用于机械设备的逻辑控制器,具有可靠性高、编程语言简单、易操作等特点。该系列PLC 分为基本单元和扩展单元、扩展模块两类,基本单元即可独立使用,也可将基本单元与扩展单元、扩展模块组合使用。此次改造采用的是三菱FX2n.14MR 型PLC,有32 点输入、32点输出,输出形式为继电器型,每点电流2 A,接大功率负载,挂接电机的部分均使用了中间接触器。三菱公司生产的中间继电器,其触点寿命在百万次以上,完全能满足生产的需要。
2.4.2 控制系统的组成
控制系统改造后,缝包机的启动和切线由光电开关来控制,缝包电机由变频器进行调速。改造后缝包机组的工作流程:V-0511 输出带式输送机运行后,现场开/停车开关打到开位置,V-0505 倒袋带式输送机运行;启动缝包按钮,BC-1741 板式输送机运行,折边机引入缝包机;包装袋经皮带触发第一道光电开关感应后,经PLC 计算输出,控制缝包机启动;当包装袋后端离开切线开关后触发第二道光电感应开关,经PLC 计算输出,控制缝包机停止工作,并控制电磁阀驱动切线气缸,带动切刀将线链切断,然后收回切刀,进入下一个循环。
2.4.3 程序设计
(1)依据缝包机组的工作流程确定编写程序,其中,M 为控制器内部辅助继电器、T 为定时器、K 为定时器的设定时间。包装袋由BC-1741 板式输送机传送,经折边前端进入缝包机后,缝包开关X001 动作,缝包机启动信号Y001 有输出,缝包机开始工作。当包装袋后端离开切线开关X002 时,缝包机停止工作,同时信号下降沿微分输出触发Ml,Ml 动作设置MIO,定时器TIO 动作。0.2 s 后,切线信号Y000 有输出,电磁阀线圈励磁,驱动切线气缸带动切刀将线链切断。0.2 s 后Y000 被复位,切刀收回,完成切线过程。
(2)增加光电感应开关,以压缩空气为动力控制执行割线。光电感应开关操作控制系统由接近开关感应到尿素包后自动控制启动工业缝纫机运行封口。在没有袋子折边封口的情况下,该设备由接近开关感应到没有尿素包后自动控制停下来。
(3)经运行检验与考核,操作控制系统改造后效果明显:缩减设备的空运转时间,减少各种消耗,降低成本,提高上封口合格率,也降低了操作人员的劳动强度,体现出PLC 在过程自动控制上的可靠性。
3 结束语
经过实践证明,技改后此机组更加合理实用,操作轻便,可靠性和稳定性高,适应连续大量包装生产运行操作,既解决了包装机组存在的缺陷,也保证和提高了尿素产品包装质量。设备故障率降低,维护费用减少,给企业带来的经济效果明显。
猜你喜欢
锦州医科大学报(2022年2期)2022-05-07
科学大众(2020年12期)2020-08-13
大众投资指南(2020年10期)2020-07-24
检察风云(2020年5期)2020-04-02
趣味(语文)(2018年8期)2018-11-15
时代农机(2018年5期)2018-02-01
药学与临床研究(2015年4期)2015-06-05
机械工程师(2015年10期)2015-02-02
中国民族民间医药(2012年13期)2012-04-18
微型计算机·Geek(2009年2期)2009-12-15
