
全棉色织磨花面料的开发
2024-01-05 12:42梅海霞陈鑫涛李伟林吴炎萦吴仁龙
纺织报告 2023年11期
梅海霞,陈鑫涛,李伟林,吴炎萦,吴仁龙
(1.江苏联发纺织股份有限公司,江苏 南通 226600;2.江苏联发高端纺织技术研究院,江苏 南通 226600)
全棉面料因具有良好的吸湿性、透气性、舒适性而深受广大消费者的喜爱。随着人们生活水平的提高,对面料的外观设计提出了新的需求。于是一种新的整理方式—磨花整理应运而生,与传统面料相比更加个性化、风格化和差别化,而且呈现出不同的视觉效果。
磨花机的组成及工作原理:磨花机由进布区、磨花区和落布区组成。其中,磨花区是核心部位,由磨毛辊、橡胶辊、牵伸罗拉等组成。磨花整理是利用激光光束按花型的图形在橡胶辊的辊筒表面进行映像雕刻,然后烧除指定部分的橡胶,形成如图1所示的花型。磨花是被加工织物与磨毛辊形成弓形接触,橡胶辊与磨毛辊之间形成压力,橡胶辊与磨毛辊相对运动,从而在被加工织物上形成花型,如图2所示。

图1 磨花整理

图2 磨花花型
本研究从织物规格设计、整理工艺出发,开发出各项测试指标及外观质量、风格均达到开发要求的面料。
1 织物规格设计
磨毛辊的表面是金刚砂粒的砂纸,所以对加工织物的强力会有一定的损伤。织物克重与强力损失息息相关,克重越小,强力损失越大;克重越大,强力损失越小。
选取不同克重的织物,在其他工艺参数一致的条件下,对比磨花后的撕破、拉伸强力测试结果,如表1所示。

表1 克重对织物撕破、拉伸强力的影响测试
只有面料的撕破强力不低于4.0 lbf、拉伸强力不低于45.0 lbf,才能达到开发要求。由表1可知,当织物克重为189 g/m2时,磨花后撕破强力为2.6 lbf,拉伸强力为26.6 lbf,均达不到开发要求,说明织物克重偏小;当织物克重为198 g/m2时,磨花后撕破强力为3.5 lbf,拉伸强力为33.8 lbf,也均达不到开发要求,说明织物克重也偏小;当织物克重为226 g/m2时,磨花后撕破强力为4.0 lbf,拉伸强力为45.0 lbf,撕破强力和拉伸强力均达到开发要求;当织物克重为235 g/m2时,磨花后撕破强力为4.3 lbf,拉伸强力为48.0 lbf,撕破强力和拉伸强力远大于开发要求。随着克重的增加,强力损失减小,故确定开发面料的克重大于226 g/m2。
被加工织物经过磨花后,花型颜色会泛白色,所以织物的颜色选择较深的丈青色,这样磨花后的显示效果才更加明显。
因此,确定面料的经纱为丈青色21 S全棉纱,纬纱为白色21 S全棉纱,成品经纬密度为551根/10 cm×284根/10 cm,组织为3/1左斜净色布,面料克重为239 g/m2。
2 整理工艺
全棉色织磨花面料的整理工艺流程:烧毛—退浆—丝光—定形—预缩—打卷—磨花—定形—预缩。磨花是被加工织物与磨毛辊形成弓形接触,橡胶辊与磨毛辊之间形成压力,橡胶辊与磨毛辊相对运动,从而在被加工织物上形成花型。磨花的车速、磨毛辊砂纸的目数、橡胶辊与磨毛辊之间的压力、橡胶辊雕刻情况直接影响磨花的效果。
2.1 磨花车速的确定
磨花车速对磨花的效果及强力均有影响。被加工织物与磨毛辊接触的时间越长,磨花的效果越好(花型越清晰);被加工织物与磨毛辊接触的时间越短,磨花的效果越差(花型越模糊),但车速太慢又会影响被加工织物的强力。
在其他工艺参数一致的条件下,分别设置磨花车速为10、15、20 m/min,对比磨花后的撕破和拉伸强力测试结果,如表2所示;磨花效果如图3、图4、图5所示。

表2 车速对织物撕破、拉伸强力的影响测试及磨花效果的对比

图3 花型模糊

图4 花型清晰

图5 织物磨破
只有面料的撕破强力不低于4.0 lbf、拉伸强力不低于45.0 lbf,才能达到开发要求。由表2可知,当车速按20 m/min时,撕破强力检测为4.5 lbf,拉伸强力检测为50.0 lbf,但磨花花型不清晰,达不到开发要求;当车速按15 m/min时,撕破强力检测为4.1 lbf,拉伸强力检测为46.0 lbf,磨花花型清晰,达到开发要求;当车速按10 m/min时,撕破强力检测为1.2 lbf,拉伸强力检测为22.0 lbf,均达不到开发要求,且织物被磨破。这说明车速越慢,强力损失越大,且对布面质量影响较大。综合考虑强力及磨花效果,确定此品种的磨花车速为15 m/min。
2.2 磨毛辊砂纸目数的确定
磨毛辊砂纸的目数是影响磨花效果的因素之一,在其他工艺参数一致的条件下,分别使用600、800、1 000目的砂纸,对比不同目数砂纸磨花后的撕破和拉伸强力测试结果及布面风格,如表3所示。

表3 磨毛辊不同目数砂纸磨花后撕破、拉伸强力的影响测试及布面风格的对比
只有面料的撕破强力不低于4.0 lbf、拉伸强力不低于45.0 lbf,才能达到开发要求。由表3可知,当砂纸目数为600目时,撕破强力检测为3.5 lbf,拉伸强力检测为40.0 lbf,均达不到开发要求,且布面风格比较粗犷;当砂纸目数为800目时,撕破强力检测为4.3 lbf,拉伸强力检测为49.0 lbf,均达到开发要求,但布面风格比较粗犷;当砂纸目数为1 000目时,撕破强力检测为4.5 lbf,拉伸强力检测为52.0 lbf,且布面风格比较细腻,均达到开发要求。这说明目数越多,布面风格越细腻;目数越少,布面风格越粗犷。随着目数的减少,撕破和拉伸强力的损失也越大。综合考虑强力及磨花后的布面风格,确定此品种磨毛辊选用的砂纸目数为1 000目。
2.3 橡胶辊与磨毛辊之间压力的确定
橡胶辊与磨毛辊之间的压力也是影响磨花效果的因素之一,在其他工艺参数一致的条件下,分别设置压力为0.2、0.4、0.6 mm,对比不同压力磨花后的撕破和拉伸强力测试及磨花效果,如表4所示。

表4 橡胶辊与磨毛辊之间压力对撕破、拉伸强力的影响测试及磨花效果的对比
只有面料的撕破强力不低于4.0 lbf、拉伸强力不低于45.0 lbf,才能达到开发要求。由表4可知,当橡胶辊与磨毛辊之间的压力为0.2 mm时,撕破强力检测为4.7 lbf,拉伸强力检测为54.0 lbf,均达到开发要求,但磨花的花型模糊,不清晰;当橡胶辊与磨毛辊之间的压力为0.4 mm时,撕破强力检测为4.2 lbf,拉伸强力检测为48.0 lbf,磨花的花型清晰,均达到开发要求;当橡胶辊与磨毛辊之间的压力为0.6 mm时,撕破强力检测为3.8 lbf,拉伸强力检测为42.0 lbf,磨花的花型清晰,但撕破和拉伸强力均不达标。这说明随着压力的增大,磨花的花型越来越清晰,但撕破强力和拉伸强力的损伤也越来越大。综合考虑强力及磨花效果,确定此品种橡胶辊与磨毛辊之间的压力为0.4 mm。
2.4 橡胶辊雕刻情况对磨花效果的影响
橡胶辊正常的雕刻模式如图6所示。雕除图中黑色部分,留下白色花型,直观表现为花型凸起。织物包覆在橡胶辊表面,织物径向存在一定的张力,橡胶辊上有花型的地方将织物顶出,橡胶辊与磨毛辊相对运动,从而在被加工织物上形成花型。如橡胶辊上雕刻的花型凸起不明显,则织物与橡胶辊之间的夹角α较小(图7),磨花后的花型不明显,故磨花前对橡胶辊雕刻情况的把控至关重要。
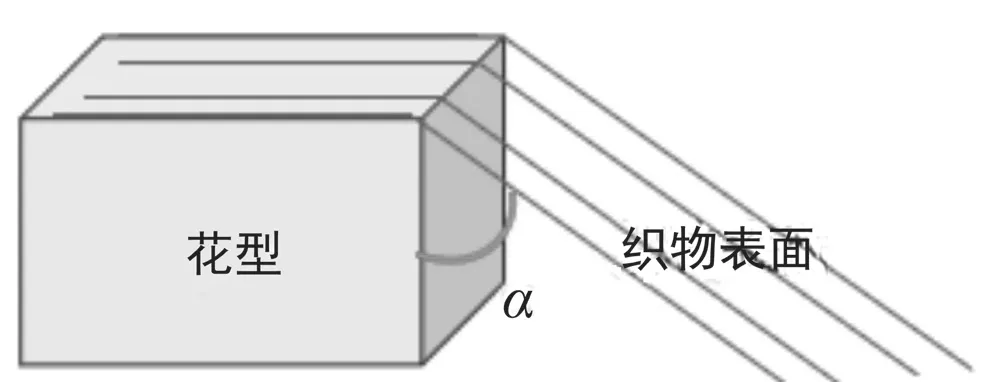
图6 橡胶辊正常的雕刻模式
3 结语
通过织物规格设计、磨花车速、磨毛辊砂纸目数、磨毛辊与橡胶辊之间的压力、橡胶辊雕刻情况对磨花强力及磨花效果影响的研究,确定了织物克重为239 g/m2,磨花车速为15 m/min,磨毛辊选用的砂纸目数为1 000目,磨毛辊与橡胶辊之间的压力为0.4 mm。面料撕破强力不低于4.0 lbf、拉伸强力不低于45.0 lbf,磨花花型清晰、布面风格细腻,均达到开发要求,增强了面料外观的多样化、差别化。
猜你喜欢
天津诗人(2020年2期)2020-11-18
青海湖(2020年6期)2020-09-07
纺织科学与工程学报(2020年1期)2020-06-12
小资CHIC!ELEGANCE(2019年32期)2019-11-22
石油化工应用(2019年1期)2019-02-19
农业科技与装备(2017年5期)2017-08-16
河南科技(2016年3期)2016-07-21
纺织学报(2016年8期)2016-07-12
红领巾·探索(2014年1期)2015-03-16
浙江理工大学学报(自然科学版)(2014年1期)2014-05-25
