铸坯角横裂成因及控制
2024-01-08 10:45刘中天杨新泉
武汉工程职业技术学院学报 2023年4期
刘中天 杨新泉
(宝钢股份武钢有限炼钢厂 湖北 武汉:430080)
2018年武钢有限炼钢厂三炼钢三号连铸机边裂敏感钢种边部裂纹导致“废次降”(废品、次品及降级的简称)发生率为0.81%,严重影响到合同一次交付率。炼钢厂开展了对连铸坯边部裂纹的成因及控制方法的攻关,通过对三号连铸机二冷段部分喷嘴优化改型,使敏感钢种边裂发生率得到大幅度降低。
1 边部横向裂产生机理及影响因素研究
1.1 连铸坯边部裂纹产生机理
连铸坯边部裂纹出现在连铸坯边角部,横向裂开且沿轧制方向断续存在,如图1所示。存在边裂缺陷的铸坯轧后缺陷为沿轧制方向断续存在的鱼钩状、树枝状或者山峰状裂纹形貌,如图2所示。连铸坯边部横向裂纹是由于铸坯在冷却的过程中存在边部过冷现象[1]而使连铸坯的脆性温度区域刚好处在扇形段矫直区域内,从而在应力作用下导致了边部横向裂纹的产生。同时铸坯边部横向裂纹的发生还受多种因素的影响,例如钢水中N含量、B含量、Als含量都是边部横向裂纹的诱发因素[2]。

图1 连铸坯边角部横向裂纹

图2 钢带边裂形貌

图3 敏感钢种Q235B铸坯力学性能与温度对应关系
1.2 敏感钢种高温力学性能研究
针对三炼钢典型裂纹敏感钢Q235B、Q345B和WQK510进行了取样,主要进行高温热塑性分析,如图3所示,Q235B铸坯在不同温度时,断面面积有明显变化,在725~850℃范围时,铸坯塑性较低,容易发生裂纹,铸坯应避开在此温度范围内矫直。
经研究发现[3],Q235B铸坯在600~1320℃间存在2个脆性温度区,即1320~1200℃的第I脆性温度区域和600~1000℃的第Ⅲ脆性温度区域;在1000~1200℃温度范围内,Q235B钢具有良好的塑性,如果铸坯经过矫直段的时候,铸坯温度能避开脆性区间,则不容易发生角部裂纹缺陷。敏感钢种Q345B[4]和WQK510[5]的高温热塑性与Q235B类似。
2 优化二冷段的喷嘴布局
为了改善铸坯边部过冷现象,使铸坯在塑性温度区域时经过矫直段,对三号连铸机的二冷段喷嘴进行了优化和改善。
三号连铸机为立弯式连铸机,生产板坯宽度为1350-2150mm,之前段的二冷喷嘴布置均为中心区域+扩展区域双排错位分布,二冷喷嘴布局如下表1所示,通过切断阀实现扩展区域的水量开关及流量调节,典型的布置如下图4和图5所示。

图4 喷嘴D25/90-30-30、D25/90-35-35、D25/90-50-50的布置方式

图5 喷嘴D25/110-35-35布置方式
2.1 对原喷嘴进行测试
对D25/90型号喷嘴及D25/110型号喷嘴进行测试,测试结果如图6~图8所示,可以看出在原有喷嘴布局下,水量最大范围在1760mm左右的宽度范围内,在生产宽度为1350-1800mm的铸坯时,容易出现边部过冷现象,导致铸坯过矫直段时温度处于脆性区间内,受力时导致角部裂纹。

图6 D25/90-30-30两排叠加水量分布
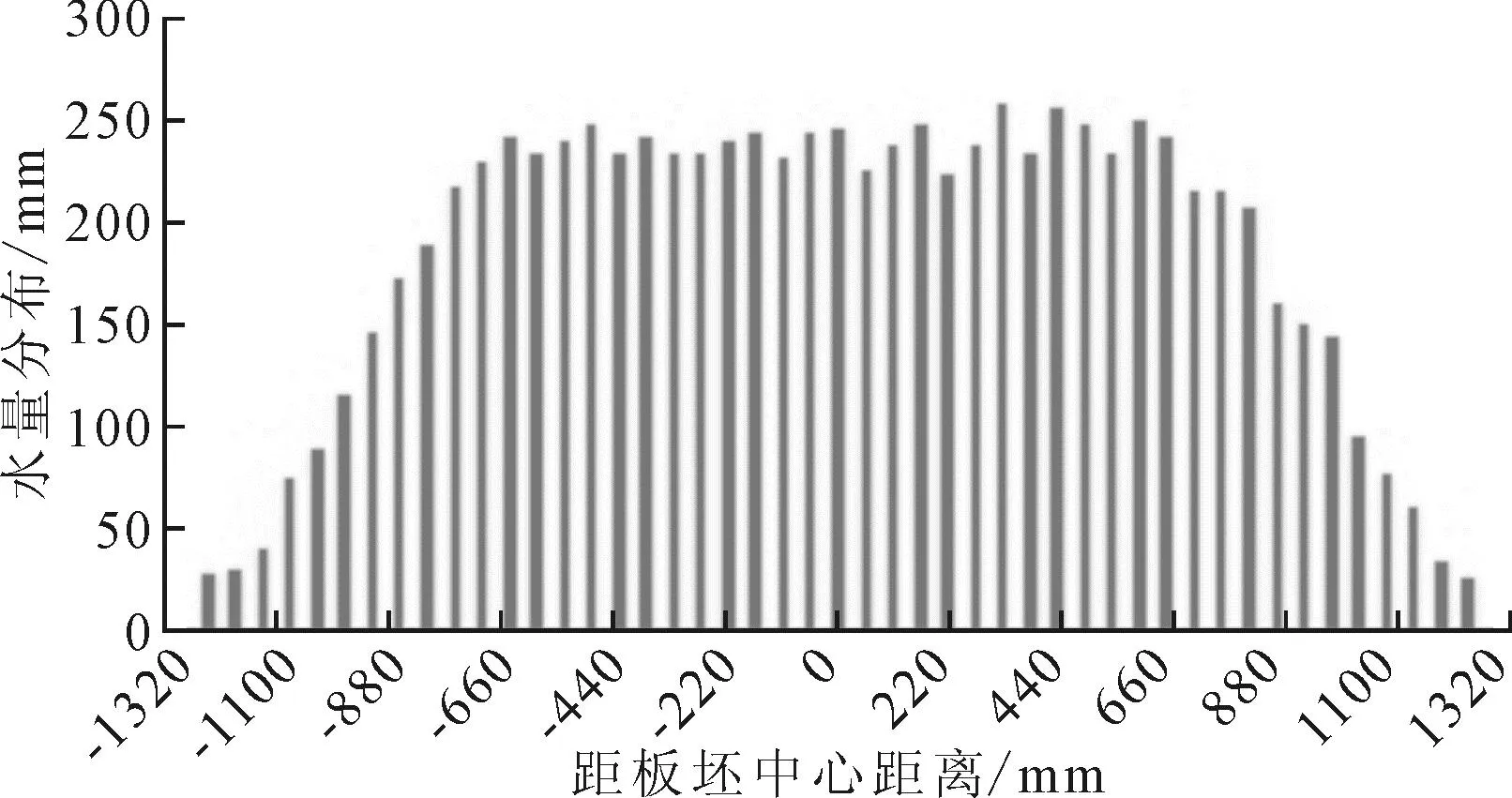
图7 D25/90-35-35两排叠加水量分布

图8 D25/110-35-35两排叠加水量分布
为了降低边部的水量分布,将边部喷嘴的水量降低至50%进行了试验,测试结果如图9和图10所示,可以看出,在边部水量减少50%条件下,最大量范围缩小至1450mm左右,能够在一定程度上改善铸坯边部过冷的情况,从而达到减少角部裂纹发生率的目的。

图9 D25/90-50-50两排叠加,边部喷嘴水量减半
基于已有的研究及相关文献[6],为了改善铸坯边部过冷现象,使铸坯在塑性温度区域时经过矫直段,对三号连铸机的二冷段喷嘴进行了优化和改善。

图10 D25/110-35-35两排叠加,边部水量减半
2.2 铸机扇形段喷嘴改型
三号连铸机喷嘴改型设计见表2。1段暂未进行变更,2-7段新喷嘴仅型号变更,喷淋架不变。8段喷嘴喷射高度降低,与6、7段保持一致。
同时,对新型喷嘴水量分布特性进行测试,各项测试结果均满足工艺设计要求及现场的生产使用要求。

表2 喷嘴改型设计表
3 喷嘴改型后效果
先对5流进行了喷嘴改型,6流未变。5流8区喷嘴换上去后,使用1个月,内弧边部检查出现1次轻微边裂,钢种为Q345qD、另WL510有深振痕裂纹一处,其他未反应边裂现象。同期6流内弧边裂4次,钢种为Q345qD、WL590、Q235B。分析认为,5流更换新喷嘴后,对边裂敏感钢种边裂控制有改善,然后对6流喷嘴进行改性。同时5流选取典型的敏感钢种——包晶合金含铌(Q345)进行二级模型计算,模拟温度与实际测量温度项对比如图11,板坯规格1850mm×230mm,测温位置为板坯宽面中心、板坯宽面上距窄面500mm位置以及板坯边角部,并且在铸坯进入矫直区之前,以避开第Ⅲ脆性温度区域。

图11 包晶合金含铌钢种模拟温度与实际测量温度对比
4 结论
通过对连铸坯边部横向裂纹形成机理以及影响因素的研究,对连铸机部分喷嘴进行了优化改型,炼钢厂生产的敏感钢种边裂轧后废次降率以及留坯检查发生率都显著下降,2018年全年边裂敏感钢种的边裂废次降发生率由0.81%降低至0.06%,2019年边裂废次降率为0.05%,2020年边裂废次降率为0.04%,极大地提高了产品质量,降低了生产成本。
猜你喜欢
宝钢技术(2023年6期)2023-02-01
山东冶金(2022年3期)2022-07-19
重型机械(2020年4期)2020-06-29
世界有色金属(2018年13期)2018-09-12
中国化工贸易·上旬刊(2017年8期)2017-09-10
太空探索(2016年12期)2016-07-18
现代工业经济和信息化(2016年6期)2016-05-17
工业设计(2016年11期)2016-04-16
机械工程师(2015年2期)2015-12-25
金属世界(2013年5期)2013-09-13