逆流式C-SCR活性炭联合脱硫脱硝效技术的研究
2024-01-10 14:32郑航麟刘润宇
山东化工 2023年22期
郑航麟,刘润宇
(河钢集团唐钢公司,河北 唐山 063000)
随着中国经济的高速发展,日益严峻的环境问题成为制约社会发展的主要因素,环境保护工作也成了政府社会管理的重要任务与中国生态文明建设过程中不可回避的课题。钢铁行业作为我国重工业的“排放大户”,SO2和NOx的排放量高达全国总排放量的 8%。钢铁行业生产工序繁杂,包括烧结、炼铁炼钢、轧钢等,废弃物的排放涉及到各个相关工序。其中烧结工序又是钢铁企业污染物的主要来源,烧结过程产生了大量SO2、NOx、粉尘、二噁英等污染物,SO2和NOx各占钢铁行业生产过程中总排放量的60%与50%。实现烧结工序污染物的治理已成为钢铁企业环保工作的重点。当前,我国正在走绿色清洁转型发展道路,因此针对钢铁行业的超低排放的管理措施,不能局限烧结、球团焙烧、烟气脱硫脱硝,还要有针对性地开展超低排放废弃物的处理工程,对钢铁企业全工序、全流程、全方位实施统一系统管理[1-2]。钢铁行业通过利用废气超低排放技术应用,可以控制大气环境污染,改善大气环境质量,让资源配置更合理,减轻环境污染程度。促进行业绿色、低碳发展,实现人与自然和谐相处、环境保护与经济增长的有机结合[3-5]。总之,实施钢铁企业的超低排放是控制大气环境污染的有效举措,是实现绿色转型的必由之路,是促进社会进步的重要途径。
目前烧结烟气净化的主流技术分为活性炭联合脱硫脱硝技术、半干法脱硫+中低温SCR脱硝技术两种[6-8]。其中活性炭联合脱硫脱硝技术不仅污染物处理能力强,脱硫脱硝的同时可脱除重金属和二噁英等污染物;而且副产物可以生产附加值较高的化工产品、无二次污染产生,主要体现为废活性炭可以回到生产工序重复利用,脱硫产物可用于制备硫酸或硫酸盐,脱硝产物为氮气与水。被普遍认为是一种具有发展潜力的脱硫脱硝技术[9-10]。
逆流式C-SCR活性炭联合脱硫脱硝技术在烧结烟气净化中脱硫脱硝机理、智能化控制,及稳定运行的基础上进一步降低运行成本是目前该技术应用过程中急需解决的问题,利用活性炭脱硫脱硝技术实现对烧结机头烟气污染物脱除进行更精准控制,是后续自主精确减排及污染物长期稳定排放的重要保障。
1 逆流式C-SCR活性炭联合脱硫脱硝工艺流程
从主抽风机过来的约150 ℃的烟气,经过换热降温后温度降至120~135 ℃,降温后的烟气被增压风机增压后进入吸附塔单模块,每个模块自下而上分别为脱硫层和脱硝层。烟气在模块中与活性炭逆流接触,烟气中的二氧化硫(SO2)被模块脱硫层吸附脱除至20 mg/m3以内;脱除了二氧化硫的烟气进入中间气室与120 ℃的稀释氨气均匀混合后进入脱硝层,在活性炭的表面发生催化还原反应,混合烟气中氨(NH3)和氮氧化合物(NOx)生成氮气(N2)和水(H2O),净化后的烟气由烧结烟囱排出。逆流式C-SCR活性炭联合脱硫脱硝工艺流程示意图,如图1 所示。
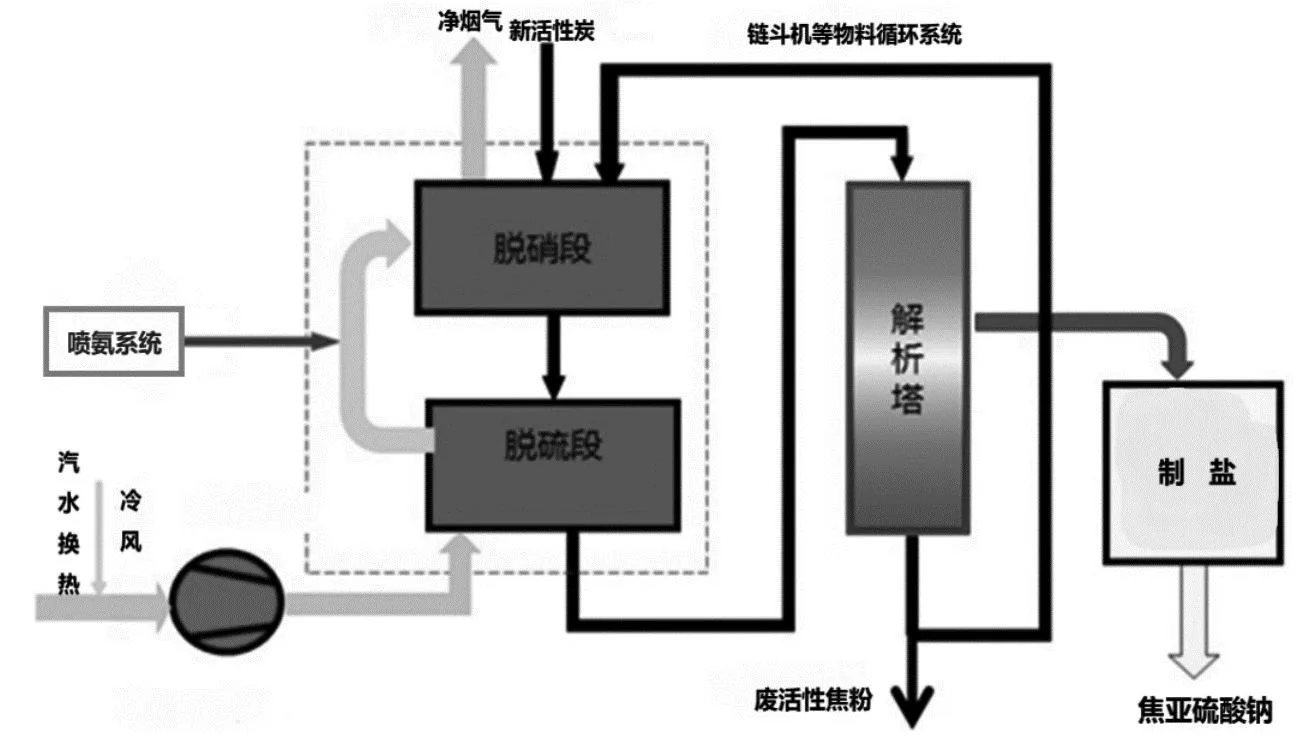
图1 逆流式C-SCR活性炭联合脱硫脱硝工艺流程示意图
2 逆流式C-SCR活性炭联合脱硫脱硝的机理
当烟气穿过床层时,烟气中的二氧化硫(SO2)在活性炭物理、化学吸附作用下,转化成硫酸(H2SO4),使烟气得到净化;吸附生成的硫酸(H2SO4)迁移至活性炭微孔中储存,活性炭吸附位得到释放,活性炭继续吸附烟气中的二氧化硫(SO2);在活性炭脱硝过程中,吸附塔内喷入氨气与烟气均匀混合后进入脱硝床,烟气中的氨(NH3)和氮氧化合物(NOx)被活性炭吸附。在活性炭表面极性氧化物的催化作用下,吸附态的氨(NH3)和氮氧化合物(NOx)发生反应生成氮气(N2)和水(H2O)。在脱硝时,烟气中未被吸附的部分二氧化硫(SO2)会与喷入的氨气(NH3)生成硫酸铵(NH4)2SO4或硫酸氢氨(NH4HSO4)结晶,堵塞活性炭微孔,降低活性炭的脱硫能力。
(1)脱硫原理方程式:
物理吸附:SO2→ SO2*
化学吸附:SO2*+1/2O2*→SO3*+nH2O*→H2SO4*(n-1)H2O
(2)脱硝原理方程式:
4NO+4NH3+O2→4N2+6H2O;
2NO2+4NH3+O2→3N2+6H2O
(3)副反应:
H2SO4*+NH3→NH4HSO4*+NH3→(NH4)2SO4*
3 活性炭物理化学性质对脱硫脱硝效率影响的研究
3.1 活性炭灰分的影响
活性炭中的灰分过高会增加活性炭表面的纵、横裂纹,降低活性炭的机械强度,但在生产高催化活性的活性炭的过程中需要加入适量的碱性氧化物(MgO、CaO、Na2O等),为了既保证活性炭的催化活性又不降低其机械强度,因此控制活性炭的灰分不高于20%。
3.2 活性炭粒度分布的影响
活性炭的粒度分布是指活性炭不同粒径颗粒占颗粒总质量的百分数,通过脱硫脱硝过程中的效果对比,我们发现控制活性炭粒度的分布对工艺参数控制有着重要指导意义,通过提高中颗粒的活性炭比例,有利于床层透气性改善及降低床层阻力,同时也降低活性炭在物料循环过程的物理损耗。
控制活性炭的粒度分布得到以下结论:大颗粒活性炭(>11.2 mm)质量比不大于5.0%;中颗粒活性炭(5.6~11.2 mm)质量比不小于90%;小颗粒活性炭(1.4~5.6 mm)质量比不大于4.7%;炭粉(<1.4 mm)质量比不大于0.3%。其中炭粉(炭粉着火点165 ℃)含量高是造成吸附塔产生热点的重要因素,在活性炭的粒度分布中所占比例越低越好。
3.3 活性炭机械强度的影响
活性炭的机械强度包括耐磨强度和耐压强度。活性炭在物料循环过程中会不断地被摩擦、剪切、摔落、挤压,如果活性炭的耐磨强度达不到要求,会使系统内的活性炭快速粉化,不但增加活性炭的物理损耗也增加了吸附塔出现热点的风险,因此要求活性炭的耐磨强度不能低于97%。
活性炭的吸附装置内装满了活性炭,装置底部由于重力作用会受到巨大压力,如果其耐压强度低,底部的活性炭就非常容易被压碎,造成床层压阻变大,物理损耗增大;并且可能使吸附塔模块底部被压实,活性炭无法正常排出,物料循环彻底崩溃,造成严重的生产事故,因此要求活性炭的耐压强度不能低于37 kgf。
3.4 活性炭硫容的影响
活性炭的硫容是衡量活性炭吸附性能的一个重要指标。实际生产过程中一般是指活性炭的饱和硫容,通常用活性炭吸附后增加的质量与活性炭吸附前的质量的百分比表示,实际生产时要求不低于10%,并且必须定期去检测循环活性炭的饱和硫容,以便确定再生效果及时补充新活性炭,以保证活性炭的吸附能力。
4 智能化控制研究
4.1 脱硫脱硝主工艺智能化控制研究
在对影响逆流式C-SCR活性炭脱硫脱硝效率的工艺控制参数的研究的基础上,对这些关键参数实现自动化连锁来实现智能化精准控制。
(1)烧结烟气温度与兑冷风阀的阀门开度的自动调节实现连锁,来保证进入吸附塔内的烟气温度稳定在120~135 ℃之间;
(2)通过吸附塔单个模块内的料位来控制补料的先后顺序,实现“先缺先补、顺序补充”的智能化装料控制,保证吸附塔内活性炭的填装量保持在95%以上;
(3)通过每个模块的脱硫层出口的二氧化硫浓度控制模块内的物料循环速度,当二氧化硫浓度高于20 mg/m3,耙子动作频率将自动加快,确保更多的再生活性炭进入各模块,提高模块的处理能力;
(4)通过脱硝层出口的氮氧化物浓度控制喷氨量,在保证氮氧化物达标排放的同时,精准控制每个模块的喷氨量,节省喷氨成本的同时减少氨逃逸;
(5)通过解析塔加热段的平均温度来控制煤气的燃烧,保证活性炭高效再生的解析温度同时减少煤气的消耗。
通过智能化控制手段,对关键工艺参数进行精准控制,保证系统的高效稳定运行。
4.2 制盐与废水处理辅助工艺的智能化控制研究
在脱硫脱硝主工艺稳定运行的基础上对制盐及废水处理两个辅助系统进行了智能化研究。
通过研究不同NaOH溶液浓度、吸洗涤塔内吸收液pH值、结晶温度的等工艺参数对焦亚硫酸钠副产品的纯度的影响找到最佳控制的工艺参数,对针对不同浓度的含硫废气量实现智能化控制,并保证该工艺的持续稳定运行。
对制盐废水中的成分进行多次取样分析实验,明确了各种氯离子、硫酸根离子、碱金属阳离子等污染物的成分与占比范围,对制盐废水处理工艺的精准控制起到关键作用,在此基础上进一步优化了加药种类及加药量的范围,同时可以通过监测制盐废水的产生量,进而实现该系统的智能化加药与控制。
通过对烟气温度、烟气流速、烟气中二氧化硫浓度、氮氧化物浓度与喷氨量对系统脱硝效率的影响研究确定了吸附塔的最佳工艺控制参数;通过对解析系统的解析温度与解析时间对活性炭再生效率影响的研究,完善了解析塔最佳的工艺控制参数,上述研究成果为优化脱硫脱硝工艺的控制参数及操作规程奠定了坚实的基础,为整个智能化精准控制提供重要支撑。
通过对整个系统重要工艺参数的智能化控制研究,使得污染物排放在SO2小于20 mg/m3(O2为16%)、NOx小于30 mg/m3(O2为16%)、颗粒物小于5 mg/m3(O2为16%)、NH3逃逸小于2 ×10-6的范围内稳定排放,规避人为操作失误带来的影响,更精准对烧结污染物脱除进行控制,保证逆流式C-SCR活性炭脱硫脱硝系统的高效稳定运行。
5 采用氨预饱和系统降低生产成本的研究
5.1 氨预饱和系统的简介与投用
氨预饱和系统工艺流程如图2所示,再生后的活性炭直接从8号链斗机进入活性炭氨预饱和仓,在仓内完成氨的预吸附过程,将饱和后的活性炭通过9号链斗机送至吸附塔,在紧急情况操作期间,活性炭可以通过旁路绕过氨预饱和仓,保证系统的安全运行。整个系统通过控制活性炭仓内的温度与压力、循环氨空混合器的氧气浓度与氨气浓度、换热器的温度等参数的连锁来实现自动控制。
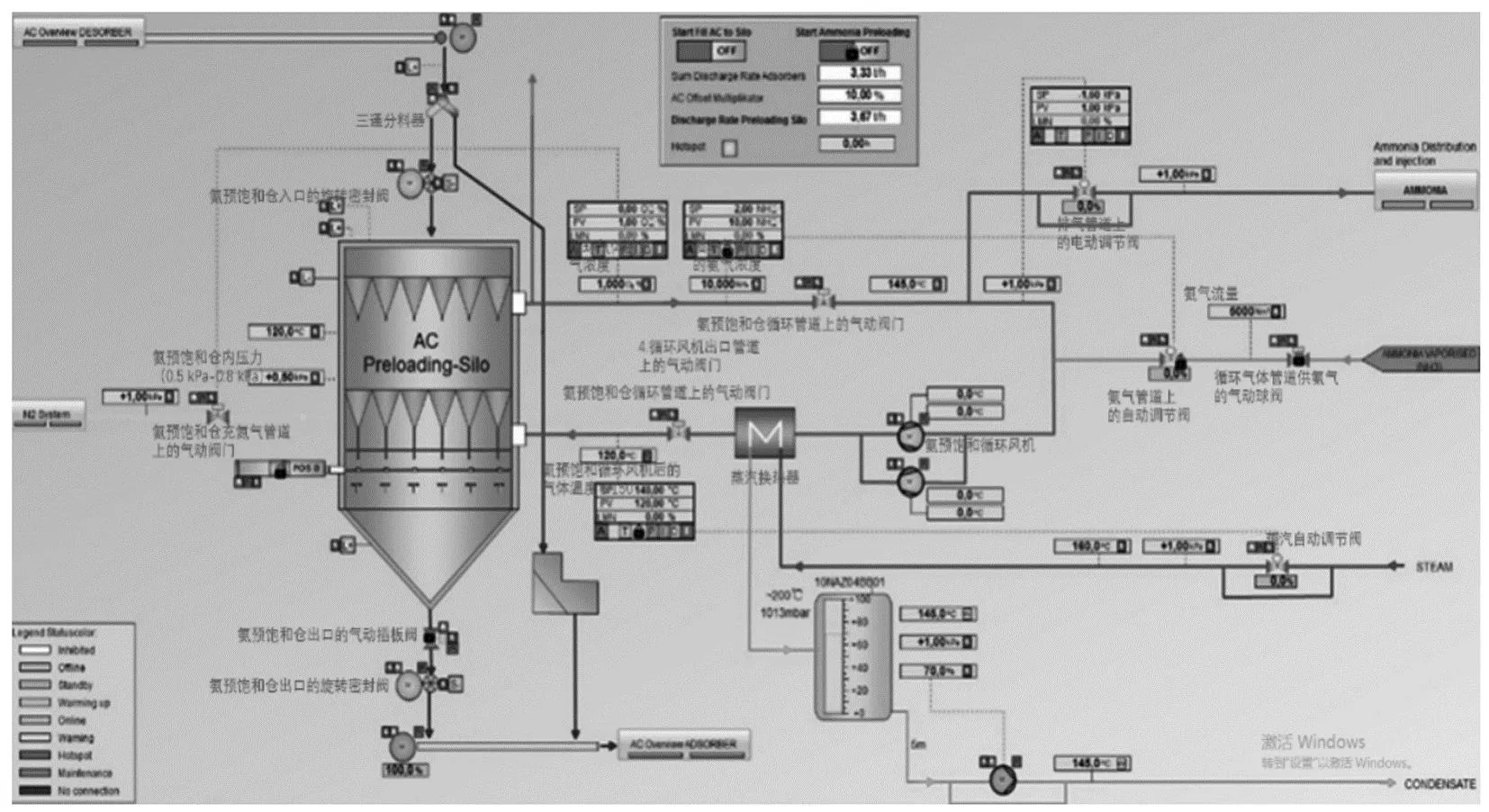
图2 氨预饱和系统工艺流程
通过“氨预饱和系统”的研究与投用,实现了活性炭预吸附氨的目的,使得活性炭在进入吸附塔前已经吸附大量的氨,提高脱硝效率的同时降低脱硝的氨氮比,既降低了喷氨成本也减少了氨逃逸。
5.2 氨预饱和系统的具体投用实施研究
在启动前,吸附塔必须确保有最低数量的吸附塔模块组在运行,链斗式输送机处于运行状态,吸附塔的氨供应系统必须打开。当氨预饱和仓床层完全充满活性炭时,且氨预饱和仓活性炭排料处于运行状态,则氨预饱和仓气体循环可以启动。通过这种气体循环,氨气被活性炭吸附并输送到活性炭仓。以下为具体的智能化控制及具体投用方案的研究成果:
第一步,打开氨预饱和循环风机入口前管道阀门,启动氨预饱和循环风机。将氨气送入氨预饱和仓,仓内的活性炭会将氨气吸附至饱和。
第二步,氨预饱和仓的工作温度为140 ℃,即热电阻的实测温度,为达到所要求的温度,应使用蒸汽换热器对氨预饱和循环气体进行加热。开启加热时,温度控制器将控制蒸汽自动调节阀的开度。氨预饱和循环风机后的气体温度不应超过150 ℃。正常运行时当超过150 ℃时,蒸汽换热器入口的蒸汽自动调节阀将被关闭。
第三步,容积流量大约在循环风机启动后10 min左右稳定,温度达到140 ℃时,系统一段时间后氨预饱和循环气体在容积流量和温度将达到稳定平衡状态。进入稳态后压力控制器将切换到自动模式,即循环风机入口前管道压力为-1.6 kPa,循环气体的排气在进入稀释风机前的压力控制器的设定值为-1.4 kPa,这确保了富氨预饱和循环气体被稀释风机吸入,从而与冷却风混合。
第四步,压力调节到位后,控制氧气浓度的氨预饱和仓充氮气气动阀的控制器将切换到自动模式。当氧气浓度调节到5%体积分数以下时,氨预饱和仓循环气体管道供氨气的气动球阀打开,氨气管道上的自动调节阀调节氨气流量,使循环气体的氨气浓度达到要求的2%体积分数。或者循环气体的氧气浓度仪表检测到O2浓度>5%体积分数时,出于安全考虑,氨预饱和仓循环气体管道供氨气的气动球阀必须立即关闭。因此,只有当氧气浓度<5%体积分数时,氨气供气阀门才能打开,从而启动氨预饱和。当氨预饱和循环气体的O2浓度超过4%体积分数时,氨预饱和仓充氮气气动阀将会完全打开。因此,它将避免氧气浓度达到5%体积分数。随后,系统的压力将会升高,氨预饱和循环气体管道上的压力控制器和氨预饱和仓排气管道上的电动调节阀共同作用,将使系统内的压力保持稳定。
通过上述自动化连锁设定后可实现系统智能运行,极大地降低了原脱硝喷氨系统的喷氨量,将脱硝效率由原来83%提升至86%。喷氨的氨氮比稳定控制在0.9~1.0,使得氨逃逸稳定小于2×10-6。
氨预饱和系统的投用实现了脱硝氨氮比为0.9~1.0,该氨氮比是理论上最适合的摩尔比,既降低了喷氨成本也有效避免了氨逃逸;通过解析温度及解析时间的合理控制,使得解析后的贫硫炭的含硫量稳定保持在1.8%以下,保证了再生后活性炭的高效重复使用,极大地降低了活性炭的使用成本。通过对两个系统的进一步研究,使得液氨和活性炭的使用成本总体降低了10元/t烧结矿,极大地降低了整个系统运行成本。
6 总结
逆流式C-SCR活性炭脱硫脱硝系统的高效稳定运行非常依赖活性炭的物理化学性能,当脱硝反应器进口NOx浓度过高时,超出系统承载能力会出现排放瞬时超标现象。企业为保证NOx的小时平均值稳定达标的常用措施为加大喷氨量,不仅收效甚微,而且会造成喷氨烟箱内部出现大量铵盐结晶造成板结,导致喷氨效果变差进而出现氨逃逸现象,为整个系统的高效稳定运行带来隐患。
猜你喜欢
化工管理(2022年13期)2022-12-02
童话世界(2020年32期)2020-12-25
中学生数理化·八年级物理人教版(2019年3期)2019-04-25
测控技术(2018年2期)2018-12-09
中学生数理化·高一版(2017年5期)2017-06-07
中国资源综合利用(2016年2期)2016-01-22
河南畜牧兽医(2015年13期)2015-11-28
应用化工(2014年1期)2014-08-16
应用化工(2014年9期)2014-08-10
天津冶金(2014年4期)2014-02-28