污水处理厂活性污泥的培养研究
2024-01-12 01:51张胜
山西化工 2023年12期
张 胜
(山西天脊潞安化工有限公司,山西 长治 046000)
0 引言
当前部分地区水污染问题仍然较为突出,根据相关调查显示,在这些水污染问题中,氨氮类化合物的污染问题相对更为突出。当前针对氨氮类化合物的处理多采用A2O 工艺或传统SBR 工艺等,但以上工艺方法普遍存在着反应器容积负荷低、抗冲击负荷能力差等不足,由此,应用好氧颗粒污泥进行氨氮废水处理则是可行之策。当然,由于好氧颗粒污泥自身在理化性质上的特殊性,因此需要对其培养工作作进一步探究。
1 实验材料与方法
根据合成氨废水处理的实际需要,本次采用序批式反应器(以下简称为SBR)作为主要实验装置,用于活性污泥培养和污水处理实验测试,其整体装置如图1 所示。

图1 SBR 反应装置示意图
在确定整体实验装置后,进一步选择实验材料。本次实验材料中,实验用水选择某污水处理厂进水口处的实际生活污水,其水质指标如表1 所示。
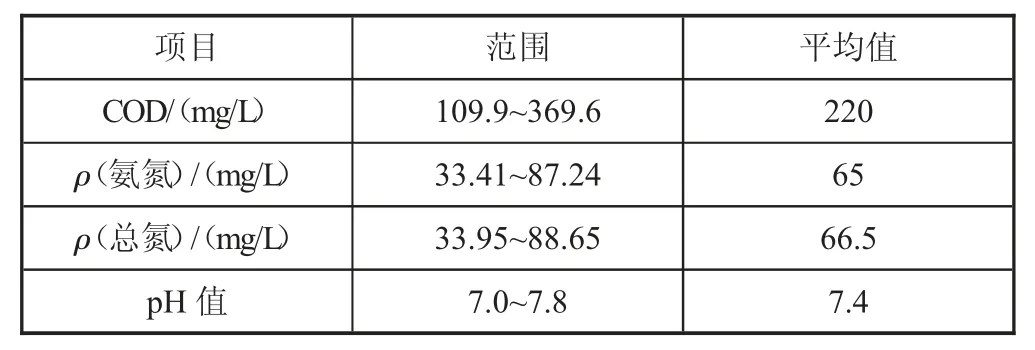
表1 实验用水的水质指标
同时,本次实验材料中的污泥选用该污水处理厂A2/O 二沉池污泥,该污泥为灰黑色,沉降性能相对较差。在实验培养前,首先对所选取的污泥材料在SBR反应器内进行1 h 的曝气处理,此时反应器中的污泥进入到急需营养的阶段,且自身生长活性随之加快,由此对其进行好氧颗粒污泥培养[1]。
2 好氧颗粒污泥的快速培养研究
为探究好氧颗粒污泥培养的优化参数,本次选用4 个规格完全一致的SBR 反应器进行实验,反应器编号为R1~R4,运行方式均为间歇式运行,每天运行2 个周期,单个实验周期为230 min,包括进水5 min,缺氧50 min,好氧150 min,逐渐减小反应器沉淀时间5~20 min(随周期数增加而降低),最后为排水时间5 min。
在本次实验中,所有反应器均在前期人工补充含有机碳源乙酸钠的人工配水,而后在颗粒污泥基本成熟后对其添加生活污水。以上反应器的差异化之处在于:反应器R1按照上述常规流程进行;反应器R2的生活污水添加量随周期变化梯度增加,按照每6 个周期增加20%的比例进行;反应器R3不添加粉末状活性炭;反应器R4的环境温度控制在15 ℃(其他3 个反应器均为25 ℃)。
基于以上培养流程,从以下几个方面对培养效果进行探究。
一是分析污泥沉降速度的变化,该指标是判定是否形成颗粒污泥的关键因素。根据相关测定,获得4 组反应器的污泥培养阶段沉降速度变化如图2 所示。
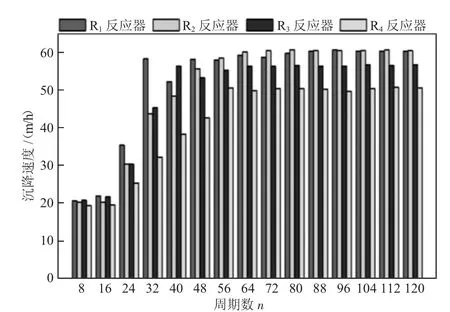
图2 四组反应器在污泥培养阶段的沉降速度变化
根据图2 可见,随着培养周期数的增加,各组反应器中污泥的沉降速度均呈现先增加后稳定的态势。当培养进入第56 周期时,R1和R3中的污泥沉降基本稳定,速度分别为57.9 m/h 和55.3 m/h,可判定好氧颗粒污泥已经在2 个反应器中形成,而R2反应器则需要在第72 周期达到稳定,此时其沉降速度为60.4 m/h,表明水质变化对颗粒污泥形成时间存在一定差异。此外,在低温反应器R4中,其沉降速度虽然在第56 周期中达到稳定,但速度值相对较低,仅为50.5 m/h,这表明低温条件下成熟颗粒污泥形成的时间较长[2-3]。
二是分析颗粒污泥培养阶段中对COD 的去除效果,经过检测后得到的数据如图3 所示。
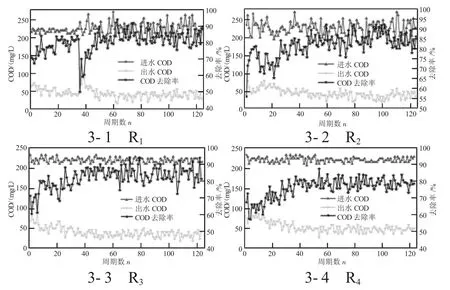
图3 四组反应器中污泥培养对COD 的去除效果分析
根据图1 可推断出以下几方面的内容:当R1反应器在第35 周期使用生活污水进行处理后,其进水COD 波动加剧,其与污泥中细菌需要对新环境进行适应有关;此后随着反应周期数的继续增加,COD出水值开始下降,并趋于稳定,最终去除率为84.5%;在R2反应器中,出水COD 值持续下降,且在第47 周期即达到稳定,最终去除率为83.6%,耗时明显低于R1反应器,初步推断其与微生物可逐步适应浓度增加的污水有关;在R3反应器的条件下,进水COD 值未出现明显波动,出水COD 值随着反应周期的增加而逐渐降低,最终降低至31.60mg/L,达到了85.4%的去除率,从时间层面来看,其出水COD 达到稳定的时间相对长于R1和R2,其主要原因可能是因R3未添加活性炭而导致絮凝效果不良;在R4反应器中存在着出水COD 波动较为剧烈的情况,且出水COD 值偏高,达到稳定的时间也更长,初步推断,造成这种情况的原因是低温抑制了污泥的活性[4]。
三是对不同反应器中污泥的氨氮处理效果进行分析,分析结果如图4 所示。
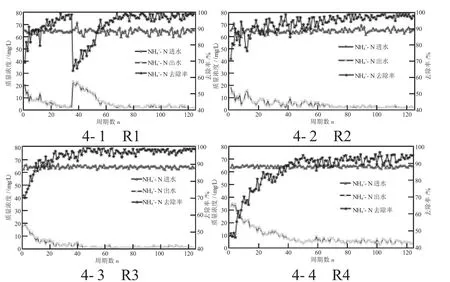
图4 4 组反应器中污泥对氨氮的去除效果分析
根据图4 可得出以下几方面的内容:在R1反应器中,反应初期出水氨氮浓度较高,且波动幅度较大,随着时间推移,出水氨氮浓度降低,波动幅度减小,去除率逐渐升高,但在水质切换后出水氨氮浓度再次出现波动,而后再继续下降,最终达到98.9%的去除率;在R2反应器中,出水氨氮浓度在小幅波动中逐渐下降,与微生物逐步适应新环境的情况基本对应,最终该反应器的氨氮去除率在36 周期后趋于稳定,并最终达到95.4%的去除率;在R3反应器中,出水氨氮浓度整体呈现持续下降的态势,在第54 周期达到稳定,最终去除率为96.5%,略低于R1,其原因可能是未添加活性炭导致微生物难以聚集,进而导致污泥颗粒中的微生物种类数量偏少;在R4反应器中,出水氨氮浓度在波动幅度和整体浓度两项指标上均较高,其主要原因是温度偏低导致微生物体内的酶活性不足[5],最终其去除效率为92.6%,在4 组实验中处于最低水平。
根据以上几方面的实验研究后获知,R1和R2两个实验组可获得较高的COD 和氨氮去除率,且R2的实验条件下更加有利于颗粒污泥的生成,因此决定采用反应器R2的条件进行后续实验。
3 实际应用测试
在确定反应器R2的实验条件为最优参数后,对其实际应用进行测试。在实际测试环节中,将本次制备得到的好氧颗粒污泥置于污水处理工艺当中,首先使用含乙酸钠的人工配水对其进行培养,而后随着周期数的增加,使用生活污水逐步替换人工配水(1~8周期为人工配水,9~16 周期人工配水占4/5,17~24 周期人工配水占比为3/5,24~30 周期人工配水占比为1/5,30 周期后进水完全为生活污水),反应器温度则控制为25 ℃,在一定时间后对其处理效果进行测试,结果显示,COD 和氨氮的最终处理效率分别为和83.6%和95.9%,去除效率相对较高,具有一定的实际应用价值。
4 结语
整体来看,在本次研究工作中,对污水处理厂的好氧颗粒污泥培养实验流程进行了初步探究。在此基础上,对SBR 反应器的相关条件参数进行调整,得到了好氧颗粒污泥培养实验的最优参数。最后将最优参数条件下的污泥用于实际测试,结果显示,该污泥的处理效果相对较优,具有一定的应用价值。
猜你喜欢
矿冶工程(2022年6期)2023-01-12
化工管理(2022年14期)2022-12-02
云南化工(2021年11期)2022-01-12
云南化工(2021年8期)2021-12-21
海洋通报(2020年4期)2020-12-11
中国水土保持科学(2019年6期)2019-04-26
环境保护与循环经济(2017年4期)2018-01-22
山东工业技术(2016年15期)2016-12-01
环境科技(2016年6期)2016-11-10
化工进展(2015年6期)2015-11-13