高剪切搅拌调浆对细粒级黄铁矿的浮选强化研究
2024-01-15 13:52吴书明徐乾德李恒欠阮华东曾学飞董泽林
铜业工程 2023年6期
吴书明,徐乾德,李恒欠,阮华东,曾学飞,董泽林
(1.江西铜业股份有限公司,江西 南昌 330096;2.北京科技大学土木与资源工程学院,金属矿山高效开采与安全教育部重点实验室,北京 100083;3.北矿机电科技有限责任公司,北京市高效节能矿冶技术装备工程技术研究中心,北京 100160;4.江西铜业股份有限公司武山铜矿,江西 瑞昌 332204)
近年来,随着矿产资源的不断开发,高品位、易处理矿物被大量消耗,导致可开采利用的矿产资源呈现“贫、细、杂”的特点。如何经济、高效地利用微细粒、组成复杂、低品位矿石,已成为当前矿业领域亟待解决的问题。目前,提高难处理矿石回收率的前提是进一步降低磨矿细度,使其充分单体解离,但随着选别矿物粒度的减小,矿石浮选难度明显提高,常规浮选工艺和设备难以有效回收此类微细粒矿物[1]。据统计,世界上约33%的磷酸盐矿物、20%的含钨矿物、16%的含铜矿物及数以百万吨计的其他有用矿物是以微细粒形态损失的,此类矿物的流失不仅造成矿产资源的浪费,而且污染矿区周边环境[2]。针对微细粒矿石粒度小、比重小、比表面积大、表观性质相近的特点,可从以下三个方向开展微细粒矿石的回收工作:一是增大微细粒矿物的表观直径;二是减小气泡尺寸,增加气泡与微细粒矿物的碰撞效率;三是提高浮选药剂对目的矿物的影响[3-5]。
研究表明,在表面活性剂存在的情况下,通过外部设备强剪切搅拌矿浆,可使疏水性颗粒之间产生强烈的剪切力,从而使微细粒矿物表面得到充分擦洗,提高颗粒与颗粒间的絮凝作用、颗粒与药剂间的选择性吸附作用,进而提高泡沫浮选效果[6-7]。其优势在于可以产生稳定的疏水絮团,且强度足以承受矿物分选过程中的湍流[8]。近年来,预处理技术有了很大的改进,在能耗、调浆效果和设备结构等方面比早期机型都有较大提升[9]。高剪切调浆改质机采用强搅拌调浆,在选煤行业已得到广泛应用,并证实浮选前充分调浆是改善后续浮选效果的关键[5,9-10]。目前,在有色金属浮选中,改质机是比较热门的矿浆预处理设备,其通过外加高剪切力场的方法,使矿物表面受到充分的摩擦,剔除表面氧化层[11],高剪切力场不仅能将药剂充分分散,还能对细粒颗粒产生活化和均质作用[12]。冯博等[13]通过研究发现,高强度搅拌调浆能够脱附硫化矿物表面罩盖的矿泥,从而提高硫化矿浮选回收率,且搅拌强度越大、时间越长,硫化铜镍矿的选别指标就越好。冯程等[14]发现,浮选前的强搅拌调浆与硫化矿物的疏水聚团粒度的变化呈正相关,能提高矿物的浮选速率,使得硫化矿物的回收率显著提高。
武山铜矿为大型井下开采铜硫矿山,其选矿工艺为优先浮铜流程,铜尾泥化严重,直接选硫指标较差,采用分级浮选工艺,即铜尾经旋流器2 次分级后的沉砂分别进行粗细分选,二次溢流矿浆与粗、细硫浮选作业的尾矿(全尾)混合进入尾砂泵池。但二次溢流矿浆中硫损失率达到6%~8%,损失的主要是23 μm以下微细粒硫矿物,这也是该矿山硫损失的主要途径。鉴于此,本文对武山铜矿铜尾一次分级溢流矿浆进行研究,使用计算流体力学仿真方法对搅拌设备内部流场特征进行对比分析,同时在半工业尺度下研究不同搅拌调浆方式和调浆强度对细粒级黄铁矿浮选的影响规律,以期达到武山铜矿细粒级硫的直接分选和简化选硫流程的目的。
1 矿石性质
1.1 主要化学成分分析
对铜尾一次分级溢流原矿进行主要化学成分分析,结果见表1。结果表明,该矿石中硫元素含量为6.39%。
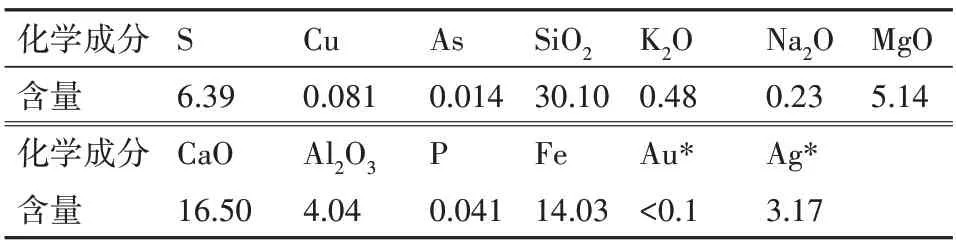
表1 样品的主要化学成分Table 1 Main chemical composition of sample(%,mass fraction)
1.2 粒度分析
对一次分级溢流矿浆进行粒度分析,结果见表2。分析结果表明,原矿中-74 μm 含量占83.69%,硫分布率达到了83.14%,硫矿物主要以细粒甚至微细粒形态存在。

表2 一次分级溢流矿浆筛析结果Table 2 Results of S distribution in each grain level
2 仿真试验研究
采用CFD 计算流体力学仿真方法分析细粒物料在BK-1000 搅拌桶与TBK-1000 改质机中的流场分布特征。由于微细粒矿浆介质均匀性较高,所以将固液两相的矿浆等效为同等密度的单相流体,使用稳态计算方法。两种设备参数见表3。

表3 设备参数表Table3 Equipment parameter list
2.1 流速分布
图1 为BK-1000 搅拌桶与TBK-1000 改质机内叶轮中心轴向切面和叶轮区横截面矿浆流速矢量图。由图1 可知,因叶轮形式不同,两种搅拌设备内部流场分布存在较大差异。BK-1000 搅拌桶的叶轮更有利于矿浆轴向运动,能够促进矿浆的循环与混合,但叶轮区域的矿浆流速较低;TBK-1000改质机双叶轮区域存在两个矿浆流动方向相反的循环回路,且叶轮区域的矿浆流速明显高于BK-1000 搅拌桶,叶轮与周围矿浆的相互作用效果更强。

图1 不同搅拌设备内部流场(a)BK-1000叶轮中心轴向切面;(b)TBK-1000叶轮中心轴向切面;(c)BK-1000叶轮区横截面;(d)TBK-1000叶轮区横截面Fig.1 Internal flow field diagram of different mixing equipment(a)BK-1000 impeller center axial section;(b)TBK-1000 impeller center axial section;(c)BK-1000 impeller area cross section;(d)TBK-1000 impeller area cross section
2.2 湍动能耗散率分布
在调浆过程中,湍流涡尺度在能量输入增大到一定值后基本保持稳定,湍流动能在调浆体系中的耗散主导了调浆过程,成为实现流体剪切、分散和均匀混合的主要推动力[15-16]。图2 是BK-1000搅拌桶与TBK-1000 改质机在标准转速下,槽内的湍动能耗散率的空间分布情况。由图2可知,TBK-1000 改质机内部湍动能耗散率明显高于BK-1000搅拌桶,且分布更为均匀;BK-1000 搅拌桶的叶轮区域湍动能耗散率更高,接近槽体中上部的位置,湍动能耗散率逐渐降低。

图2 不同搅拌设备槽内的湍动能耗散率分布(a)BK-1000搅拌桶;(b)TBK-1000改质机Fig.2 Distribution of turbulent kinetic energy dissipation rate in internal tank of different stirring equipment(a)BK-1000 mixing bucket;(b)TBK-1000 retrofit machine
图3 为TBK-1000 改质机在不同搅拌转速下叶轮区域湍动能耗散率分布曲线。由图3可知,随着TBK-1000 改质机主轴转速的不断提高,上、下叶轮区域湍动能耗散率同步提高,在231 r/min 标准转速下达到最高且两者相差不大,分别为9.38 m2/s3和9.93 m2/s3。这说明提高改质机主轴转速能充分均匀地将主轴的机械能通过叶轮传输到槽内矿浆中,有效增加槽内矿浆的剪切强度,从而提高矿石表面的擦洗脱泥作用,有助于药剂更高效地作用于矿物颗粒表面。
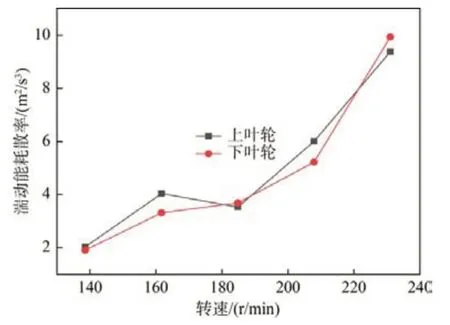
图3 不同转速下改质机叶轮区域的湍动能耗散率Fig.3 Turbulent kinetic energy dissipation rate of impeller region at different speed of modifier
3 调浆试验研究
3.1 试验系统
试验系统的搅拌调浆作业由1台BK-1000常规搅拌桶和1 台TBK-1000 高剪切强搅拌改质机组成,详细配置见图4。

图4 现场调浆设备配置Fig.4 Mixing equipment configuration
试验矿样为武山铜矿铜尾一次分级溢流矿浆。将矿浆以0.9 t/h(干量)、14%的浓度连续稳定给入试验系统,在相同药剂制度下(丁基黄药200 g/t,松醇油10 g/t),通过调整加药点和叶轮转速开展不同搅拌形式和搅拌强度的调浆试验,不同条件下每间隔10 min 取一次样并连续取样2 h,随后在实验室使用细粒浮选机开展浮选试验。调浆试验条件见表4,浮选流程见图5。

表4 调浆试验方案Table 4 Test scheme of mixing pulp
3.2 调浆形式试验
BK-1000搅拌槽和TBK-1000改质机2种调浆设备的浮选指标见图6。试验均在叶轮标准转速下进行,其中BK-1000 搅拌桶叶轮转速为225 r/min,TBK-1000改质机叶轮转速为231 r/min。

图6 调浆形式对细粒硫浮选的影响Fig.6 Impact of form mixing on the flotation of fine-grained pyrite
由图6 可知,浮选前采用常规搅拌方式,粗精矿中硫的回收率仅66.81%;而采用高剪切搅拌调浆后,对细粒级硫起到了良好的活化改性效果,能明显提高其回收效果,粗精矿中硫的回收率达到76.57%;常规搅拌后再经过高剪切搅拌调浆,粗精矿品位高于常规搅拌和高剪切搅拌调浆,但回收率略低于高剪切搅拌调浆。由此可知,浮选前采用适宜的调浆方式可有效提高武山铜矿细粒级硫的可浮性及其回收率。
3.3 调浆强度试验
TBK-1000改质机在不同叶轮转速下,细粒级硫的浮选指标见图7。同时,对叶轮转速为231 r/min时各粒级硫元素的回收率进行计算,结果见表5。由图7 可知,随着改质机搅拌强度的增加,粗精矿中硫的品位略有降低,但硫的回收率提高明显,其浮选效果与改质机在不同转速下槽内湍流耗散强度变化规律基本一致。这说明在较高的搅拌强度下,改质机内部的高剪切强湍流环境使矿泥从细粒硫矿物表面脱附,提高了其可浮性,但较高的湍流环境也使得细粒脉石与丁基黄药发生了无选择性吸附,导致粗精矿品位降低。表5 结果表明,-75~+38 μm 和-23 μm 粒级(一次分级溢流矿浆中硫元素主要分布粒级)中的硫得到了有效回收,其回收率分别达到94.14%和82.12%。

表5 粒级回收率Table 5 Recovery rate of different particle size fractions
4 结论
1)同常规搅拌桶相比,改质机双叶轮区域矿浆流速更快,槽内湍动能耗散率高且分布更为均匀,叶轮与周围矿浆的相互作用效果更强,可促进矿石表面的擦洗脱泥作用,有助于药剂更高效地作用于矿物颗粒表面。
2)半工业尺度调浆浮选试验结果表明,浮选前使用改质机进行高剪切搅拌调浆,对武山铜矿细粒级硫起到了良好的活化改性效果,能明显提高其回收率。随着改质机搅拌强度的增加,槽内湍动能耗散率不断提高,硫的回收率提升明显,尤其是-75~+38 μm 和-23 μm 粒级(一次分级溢流矿浆中硫元素主要分布粒级)中的硫得到了有效回收,但较高的湍流环境也使得细粒脉石与丁基黄药发生了无选择性吸附,导致粗精矿品位降低。
猜你喜欢
选煤技术(2021年3期)2021-10-13
金属矿山(2021年8期)2021-09-09
有色金属(矿山部分)(2021年4期)2021-08-30
矿冶(2020年4期)2020-08-22
有色金属(矿山部分)(2019年6期)2019-12-24
建材发展导向(2019年10期)2019-08-24
润滑油(2018年4期)2018-08-29
资源节约与环保(2018年1期)2018-02-08
西南石油大学学报(自然科学版)(2016年6期)2017-01-15
石油炼制与化工(2016年9期)2016-04-07