
某型高温涡轮叶片冷却性能的实验研究
2024-01-16 05:06赵振高建民徐亮席雷李云龙
西安交通大学学报 2024年1期
赵振,高建民,徐亮,席雷,李云龙
(西安交通大学机械制造系统工程国家重点实验室,710049,西安)
高温涡轮叶片是重型燃气轮机工作环境最恶劣、结构最复杂的零件之一[1]。由于国外的技术封锁和限制,我国的高温涡轮叶片冷却技术还较为落后,面临着基础数据缺失和亟需提高设计效率和精度等问题。近年来,以数据为驱动,基于响应面模型等近似模型获得系统性高温涡轮叶片冷却性能的基础数据以及对涡轮叶片的冷却结构进行优化成为了未来叶片冷却技术的重点和前沿。这对突破国外企业的行业垄断,对完成我国燃气轮机高温涡轮叶片的自主设计和发展尤为重要。
国内外学者针对叶片工况参数对叶片冷却性能的影响进行了大量的研究。钟博等的实验结果表明,叶片的综合冷却效率会随着流量比和主流进出口压比的增大而提高,主流与冷气温度比对叶片冷却性能的影响不大[2]。王培枭等通过实验的方式研究了流量比、冷气与主流温度比、主流进口雷诺数和湍流度对叶片冷却性能的影响规律[3]。邓丽君等的研究结果表明,流量比对叶片冷却性能有较大影响,而冷气与主流温度比和主流进出口压比对叶片的冷却性能影响不大[4]。李广超等采用红外测温技术研究了流量比对叶片冷却性能的影响规律,实验结果表明流量比变化对叶片前缘和压力面冷却性能的影响均明显大于叶片的吸力面[5]。马超等采用红外热像仪在高温的叶栅实验平台上分别研究了空气冷却和蒸汽冷却条件下冷气与主流流量比和温度比对叶片吸力面冷却效率分布和无量纲温度分布的影响规律[6-7]。西北工业大学朱惠人教授的研究团队也对叶栅环境下叶片的冷却效率展开了一系列实验研究[8-10]。Najjar等采用了3种冷却技术对叶栅环境下叶片的综合冷却性能进行了研究,结果表明闭环蒸汽冷却比空气冷却和开路蒸汽冷却具有更好的综合冷却性能[11]。Nasir等通过实验研究了高马赫数下不同湍流度和出口雷诺数对叶栅环境中涡轮叶片表面传热分布的影响,结果表明高湍流度增强了叶片压力侧和吸力侧的传热[12]。Dees等实验研究了叶栅环境下工况参数和叶片的几何参数等对叶片冷却性能的影响规律[13-15]。吕颂等探究了3种工况参数(冷气与主流流量比、冷气与主流温度比及主流雷诺数)对高温涡轮叶片冷却性能的影响,并提出一种新型的固定截距的多元线性回归分析方法[16-17]。黄朝晖等采用流-热-固耦合的方法,对某型涡轮叶片的流动、传热以及应力分布等进行了数值研究,并对叶片进行了改型[18]。
上述研究对叶片冷却性能的定义大多仅限于叶片的冷却效率,这已不能满足对叶片冷却性能的研究;传统的叶片经验公式的决定系数较低,对涡轮叶片冷却性能的分析还停留在单变量分析方法,工况参数间的交互作用对叶片冷却性能的影响规律还有待挖掘。响应面模型具有较高的拟合精度,可以用来分析工况参数之间的耦合作用[19-22]。因此,本文针对我国的涡轮叶片冷却技术面临着基础数据缺乏这一问题,采用实验设计和响应面模型相结合的方法获得某型高温涡轮叶片冷却性能系统性的实验数据。首先,加入叶片的无量纲温度和温度非均匀度等对叶片的冷却性能进行综合评判。然后,针对实验成本昂贵、实验变量多等问题,提出对实验工况进行设计,对某型高温涡轮叶片进行实验研究,并采用响应面模型获得显性的经验公式和包含参数变量及响应的叶片冷却性能的数据表,科学并合理地用较少的实验次数达到实验要求。最后,借助获得的近似模型,一方面,可以探究工况参数及其耦合作用对某型叶片冷却性能的影响规律;另一方面,可以准确预测实验工况范围内某型叶片的冷却性能,确保其安全运行。研究结果可为未来新型高温涡轮叶片冷却性能的研究提供参考和借鉴。
1 物理模型和实验方法
1.1 实验原理
高温涡轮叶片冷却性能实验的目的是探究不同工况参数下高温涡轮叶片表面的无量纲温度及冷却效率分布。燃气轮机主要由压气机、燃烧室和涡轮3个部件组成,其基本工作原理是:利用空气作为工作介质,通过燃烧将燃料的化学能转换成机械能,从而获得动力或推力的热动力装置。需提供与实际叶片在燃气轮机涡轮内相似的环境,即叶栅环境和高温流场。因此,本文关于高温涡轮叶片的实验采用空气压缩机模拟压气机,空气加热器模拟燃烧室以及实验段模拟叶栅流道。根据上述实验目的和设计原理,高温涡轮叶片冷却性能的实验系统主要由主流气流、主流气流加热装置、整流段、叶栅实验段、冷气气流、冷气气流加热装置、数据采集系统、降温排气系统以及若干个动作阀门等部分组成[23-24]。高温涡轮叶片冷却性能实验原理如图1所示。

图1 高温涡轮叶片冷却性能的实验原理Fig.1 Experimental schematic diagram of cooling performance of the high temperature turbine blade
1.2 实验对象
图2给出了某型叶片实验的实验段整体,由图2可知,主流气流跟冷气气流不混合,主流气流沿着红色箭头的方向流入并流出,冷气气流沿着蓝色箭头的方向进行流动。用保温棉对整个实验段进行了包裹,这样可以有效减小管道表面和实验段热量的散失,以保证实验的准确性。

图2 实验段1的整体Fig.2 Overall diagram of the test section

图3 叶片及其冷却结构Fig.3 The blade and its cooling structure
图3给出了某型叶片及其冷却结构,由图3可知,从叶片的前缘到尾缘方向,有序地分布了5个直通的冷却通道。某型叶片是以某F级燃气轮机第一级静叶的中截面拉伸而成的直叶片,材质为不锈钢304(1Ci18Ni9Ti),热导率为16.9 W/(m·K),耐温可达1 023~1 073 K;叶片的弦长为123 mm,高度为83 mm;除了没有冷却结构的尾缘部分,叶片的壁面厚度为6 mm,冷却通道之间的壁面厚度为3 mm;冷却通道的当量直径从前缘到尾缘依次为0.010 9、0.009 9、0.009 3、0.008 7、0.006 9 m。此外,5个内冷通道的冷气流量是根据每个通道当量直径的占比进行流量分配的。
图4给出了某型叶片的叶栅流道,由图4(b)可知,真实的叶栅环境是由多个叶片组成的,为了研究方便,将其简化为红色虚线矩形所示的实验模型。为了保证流动的周期性,在实验叶片的两侧分别布置了一个实心叶片,实心叶片与实验叶片的区别是没有冷却结构。实心叶片的外侧分别扩展了半个流道,从而构成了一个具有三流道的周期性叶栅。此外,为了研究方便,实验叶片为直叶片,因此叶栅流道也为直流道。

(a)叶栅流道实体图

(b)叶栅流道示意图
图5给出了某型叶片实验段的测点布置图,由图5(a)可知,在主流的入口分别布置了一个总温测点、一个总压测点和12个静压测点,其中,在通道的上侧和下侧分别均布了6个静压测点;在主流出口通道的上侧和下侧分别均布了7个静压测点。此外,在主流入口和冷气入口分别布置了一个流量计。图5(b)给出了测点的具体位置,为了方便与其他文献的对比研究,将叶片的弦长作为除数对测点的位置进行了无量纲化处理,如主流入口静压测点和出口静压测点之间的间距分别为叶片弦长的0.26倍和0.24倍。此外,冷气侧的测点布置较为简单,所以并未给出示意图,冷气入口布置了2个总温测点和6个静压测点。

(a)测点布置实体图
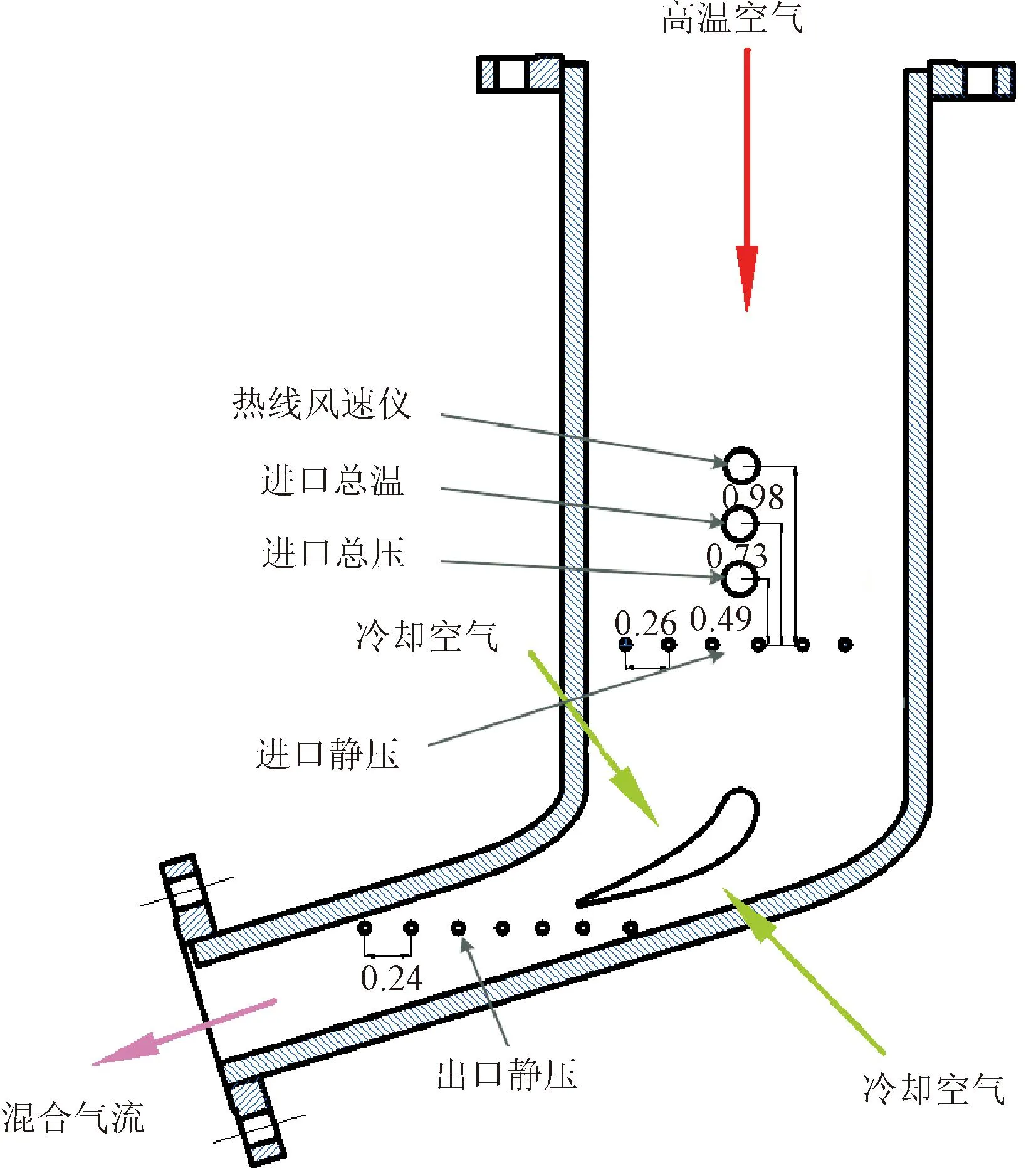
(b)测点布置示意图
为了确保实验数据的准确性,需要对实验的数据进行不确定度分析。表1给出了叶片实验的测量参数、仪器和仪器的量程和精度,表中给出的测量参数均为直接变量。通过直接变量的不确定度计算可得,间接变量叶片的冷却效率、无量纲温度和温度非均匀度的不确定度分别为3.7%、5.4%和6.3%。这表明本文有关叶片冷却性能实验的测量结果是可靠的。

表1 叶片实验的测量参数和仪器及仪器的量程和精度
图6给出了某型叶片的测点布置图,在叶片的中截面均匀间隔地布置了12个温度测点和14个压力测点,通过热电偶引线将温度信号从叶片中部引出到叶片的上侧位置,然后连接到相应的温度采集点。表2给出了温度测点和压力测点在叶片中截面的具体位置,其中,S/Smax=0表示叶片的前缘滞止点,S/Smax=1和S/Smax=-1均表示叶片的尾缘,S/Smax<0表示测点处于叶片的压力面,而S/Smax>0表示测点处于叶片的吸力面。

图6 叶片表面的测点布置Fig.6 Arrangement of measuring points on the blade surface

表2 叶片中截面温度和压力测点的分布
1.3 实验数据的处理
实验过程中,沿着叶片的中截面分布了N个温度测点,从而获得叶片在不同工况下的冷却效率分布和无量纲温度分布等,叶片的冷却效率公式如下

(1)
式中:Tgi为主流的入口温度/K;Tw为叶片中截面的温度/K;Tci为冷气的入口温度/K。
叶片的平均冷却效率公式如下
(2)
叶片表面的无量纲温度公式如下
η=Tw/Tgi
(3)
叶片的平均温度公式如下
(4)
当叶片的温度为平均温度时,叶片的平均无量纲温度公式如下
ηave=Twave/Tgi
(5)
衡量叶片冷却温度梯度的参数为温度非均匀度,温度非均匀度越高表示叶片表面的温度分布越不均匀,公式[25]如下

(6)
1.4 叶片冷却性能的响应面模型
响应面模型(RSM)可通过对局部设计点进行实验,得到全局范围内设计变量与响应之间的显式函数关系[26]。系统的响应与设计变量之间满足如下关系
Y=f(X)+ω=Xβ+ω
(7)
式中:Y为响应;X为设计变量;f(X)为目标的近似函数;β为拟合系数;ω为预测误差。
近似函数f(x)选取常用的具有较高准确性的二阶多项式响应面模型,公式如下
(8)
式中:系数β=[β0,…,βk,β11,…,βkk,β12,…,β(k-1)k]T;xi和xj是设计变量;k为设计变量的个数。
为了评价获得的响应面模型对实验数据的拟合精度,选取均方根误差(RMSE)和决定系数(R2)对响应面模型进行评价。RMSE越接近于0,响应面模型的误差越小;R2越接近于1,响应面模型的精度越高。表达式如下
(9)

(10)

响应面模型的拟合精度还取决于设计样本点的选取,因此需要对设计变量进行实验设计。本文的设计变量为某型叶片实验的工况参数,工况参数的变化范围见表3,Mr为冷气流量与主流流量的比值乘以100。

表3 工况参数的变化范围
中心复合表面设计(CCF)是中心复合设计(CCD)中的一种,能够拟合完全二次模型,可通过较少的实验工况得到较高精度的响应面模型,因此,本文选取CCF进行实验设计。表4给出了中心复合表面设计,主要包括序号、设计变量Tgi、pgo、Tr、pr和Mr及响应εave、ζ和ηave。CCF设计点包括32个角点、10个轴点和1个中心点,所以共有43个样本点。

表4 中心复合表面设计
2 实验结果分析
2.1 叶片冷却性能响应面模型的构建
本文采用Minitab软件并基于CCF拟合得到了二阶多项式响应面模型,中心复合表面设计见表4。表5给出了不同响应面模型的系数的响应。

表5 不同响应面模型的系数的响应
图7给出了某型叶片实验设计样本点实验值和RSM预测值的对比。图7(a)~7(c)分别是响应为叶片的平均冷却效率εave、温度非均匀度ζ和平均无量纲温度ηave时两者值的对比。由图7可知,叶片的平均冷却效率εave和平均无量纲温度ηave的RSM预测值均分布在实验值±1%以内,温度非均匀度ζ的RSM预测值分布在实验值±2%以内,这说明拟合得到的响应面模型可以很好地预测实验数据。经过计算可得响应面模型的均方根误差RMSE和决定系数R2,计算结果见表6。由表6可知,当响应分别为叶片的平均冷却效率εave、温度非均匀度ζ和平均无量纲温度ηave时,响应面模型的均方根误差RMSE分别为 0.000 53、0.000 15和0.000 23,均小于0.001;响应面模型的决定系数R2分别为0.999 9、0.999 9和 0.999 9,均大于0.99。这说明拟合得到的响应面模型有较小的误差和较高的精度。

(a)平均冷却效率
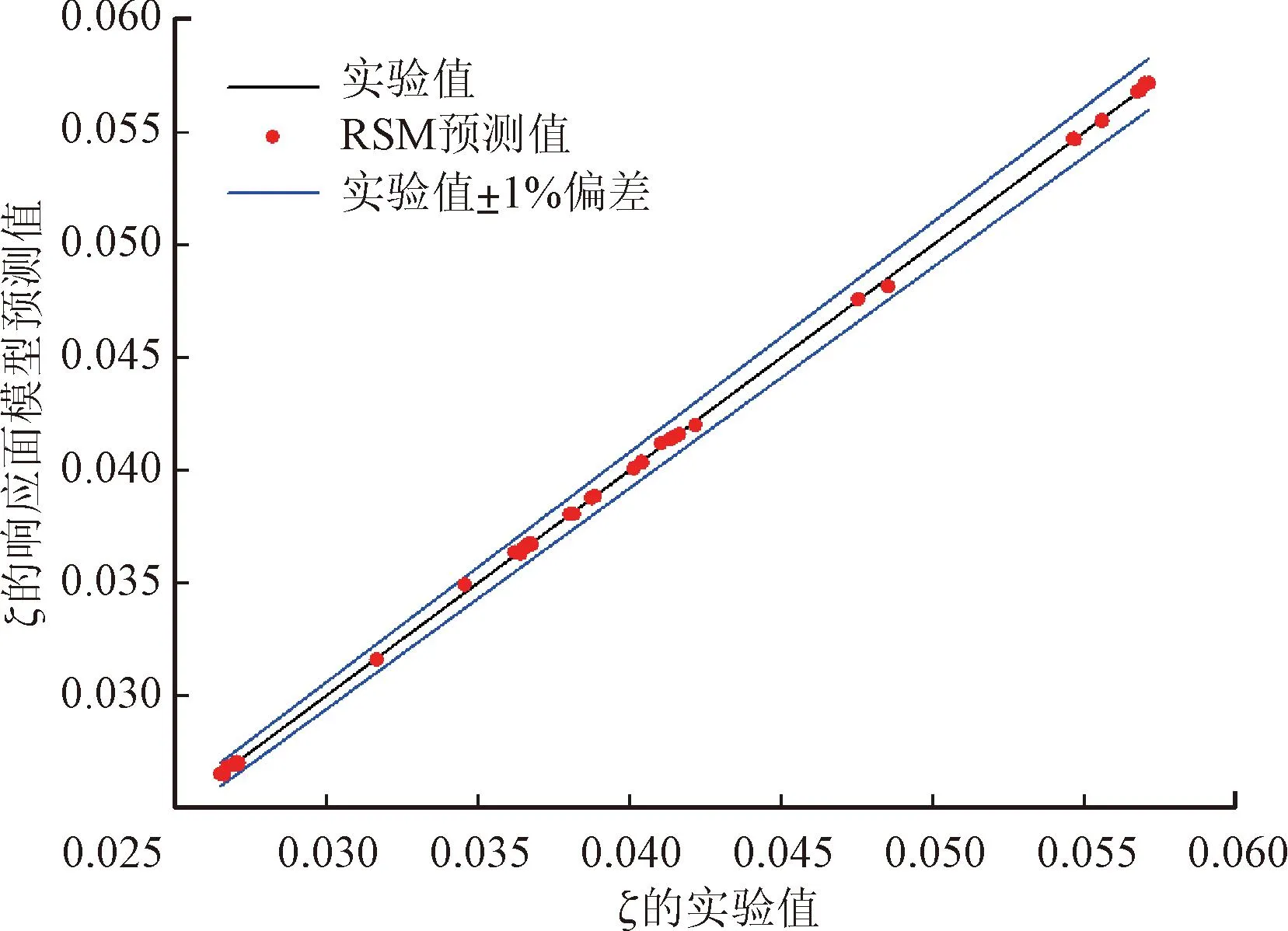
(b)温度非均匀度

(c)平均无量纲温度
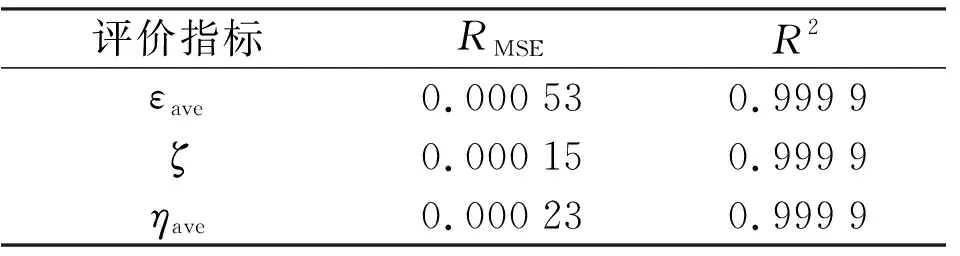
表6 响应面模型的拟合精度
2.2 工况参数对叶片表面压力分布的影响
图8给出了不同工况参数对叶片中截面无量纲压力分布的影响规律,图中qgi为主流的入口压力,S/Smax<0表示叶片的压力面,S/Smax>0表示叶片的吸力面。总体而言,不同工况下叶片中截面的压力分布基本相似,具体表现在无量纲压比在叶片压力面的前半部分即-0.780.48时,气流发生了转捩,即压力梯度反向,静压开始增加,主流速度开始降低,一直持续到尾缘出口。由图8还可知,叶片中截面的压力分布随着主流进出口压比的增大而降低,这是由于主流进出口压比的增大会增大气流的流速,从而降低叶片中截面的无量纲压比。其余工况参数对叶片的压力分布基本没有影响,这是由于冷却气流与主流不发生掺混,因而对主流流动基本没有影响。

图8 工况参数对叶片压力分布的影响Fig.8 Effect of working parameters on blade pressure distribution
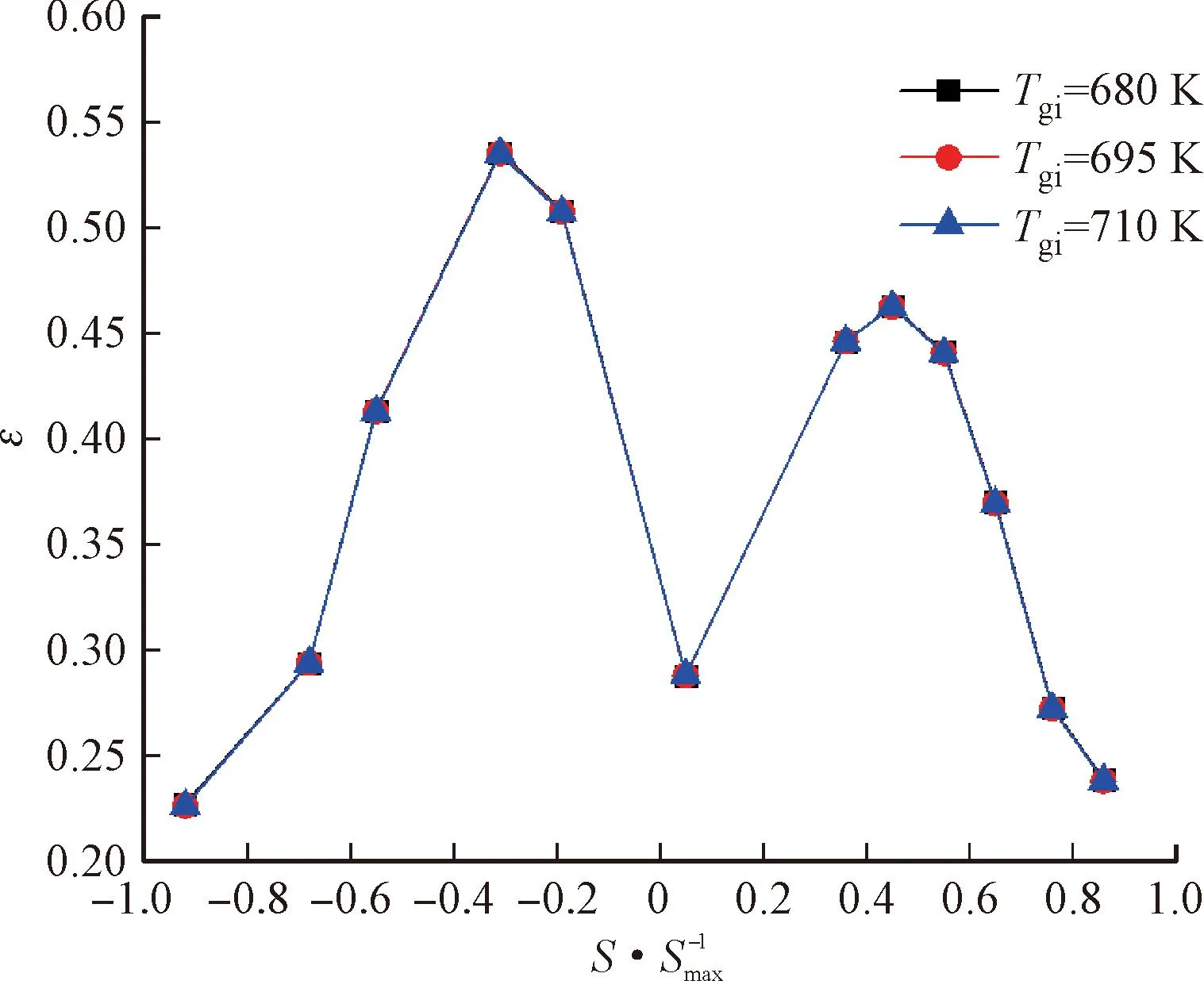
2.3 主流入口温度对叶片冷却性能的影响
图9给出了主流入口温度对某型叶片表面冷却效率分布和无量纲温度分布的影响,图9中横坐标为相对轴向弦长S/Smax,当S/Smax<0代表叶片压力面,而S/Smax>0代表叶片吸力面;研究单工况参数的影响时,其余工况参数均处于中值,如研究Tgi的影响时,pgo为140 kPa,Tr为0.65,pr为1.4,Mr为5.5,下同。由图9可知,在不同主流入口温度下,叶片表面的冷却效率分布和无量纲温度分布均不发生变化,这说明主流入口温度对叶片表面的冷却性能几乎没有影响。这可能是因为主流气流与冷气不混合,仅当主流入口温度发生变化时,叶片表面的传热性能不会受到影响。叶片表面的温度会与入口温度成等比例变化,根据式(1)和式(3)的计算结果可得知,叶片的无量纲参数冷却效率和无量纲温度在主流入口温度变化下都不会有太大的变化。其中,冷却效率分布呈现出“M”形状,这说明叶片中弦区的冷却效率较好,在叶片前缘和尾缘的冷却效率较差。相应地,叶片表面的无量纲温度呈现出“W”形状,这表示叶片在前缘和尾缘的无量纲温度较高,在中弦区的无量纲温度较低。由图9还可知,叶片压力面的冷却效率略高于叶片的吸力面,当S/Smax=-0.31时,叶片的冷却效率达到了最大的0.54;相应地,叶片压力面的无量纲温度略低于叶片的吸力面,当S/Smax=-0.31时,叶片的无量纲温度达到了最低的0.81。经过计算可知,当主流入口温度从680 K增大到710 K时,叶片的平均冷却效率降低了0.13%,平均无量纲温度增大了0.02%,温度非均匀度从0.041 5降低到了 0.041 4,降低了0.07%。这说明主流入口温度的变化对叶片的冷却性能几乎没有影响。
(a)冷却效率分布

(b)无量纲温度分布
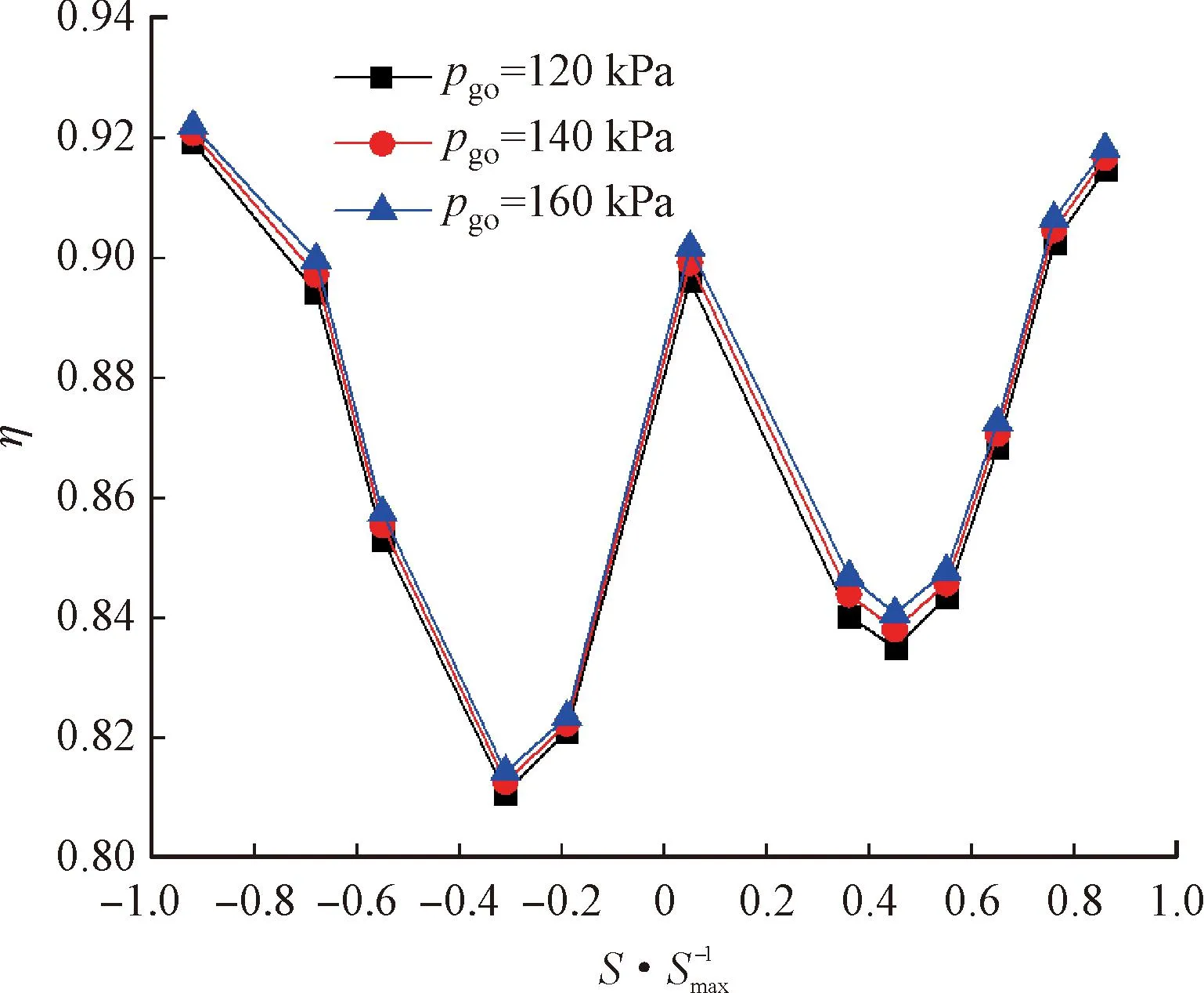
2.4 主流出口压力对叶片冷却性能的影响
图10给出了不同主流出口压力下某型叶片表面的冷却效率分布和无量纲温度分布。由图10可知,当主流出口压力pgo增大时,叶片从前缘到尾缘的冷却效率均有所下降,无量纲温度均呈上升趋势。这说明在其他工况参数不变的情况下,主流出口压力的增大会降低叶片的冷却效率和增大叶片的无量纲温度。这可能是由于当主流出口压力增大时,叶片表面的无量纲压比保持不变,但叶片表面的当地压力分布整体会随主流出口压力的增大而增大。叶片表面当地压力的增加会导致温度升高,因为气体被压缩时温度也增加。另外,叶片表面的局部压力增加会使气体流动速度增加,从而将动能转化为热能,进一步提高温度。进而,叶片表面的冷却效率会随着当地温度的增加而减小,无量纲温度随着当地温度的增大而增大。经过计算可知,当主流出口压力pgo从120 kPa增大到160 kPa时,叶片的平均冷却效率降低了3.29%,叶片的平均无量纲温度增大了0.51%。此外,由图10还可知,主流出口压力的变化对叶片吸力面中弦区冷却效率和无量纲温度的影响相较于其他区域更大。此外,主流出口压力的增大会降低叶片的温度非均匀度,当主流出口压力pgo从120 kPa增大到160 kPa时,叶片的温度非均匀度从0.041 6降低到了0.041 3,降低了0.72%。

(a)冷却效率分布
(b)无量纲温度分布
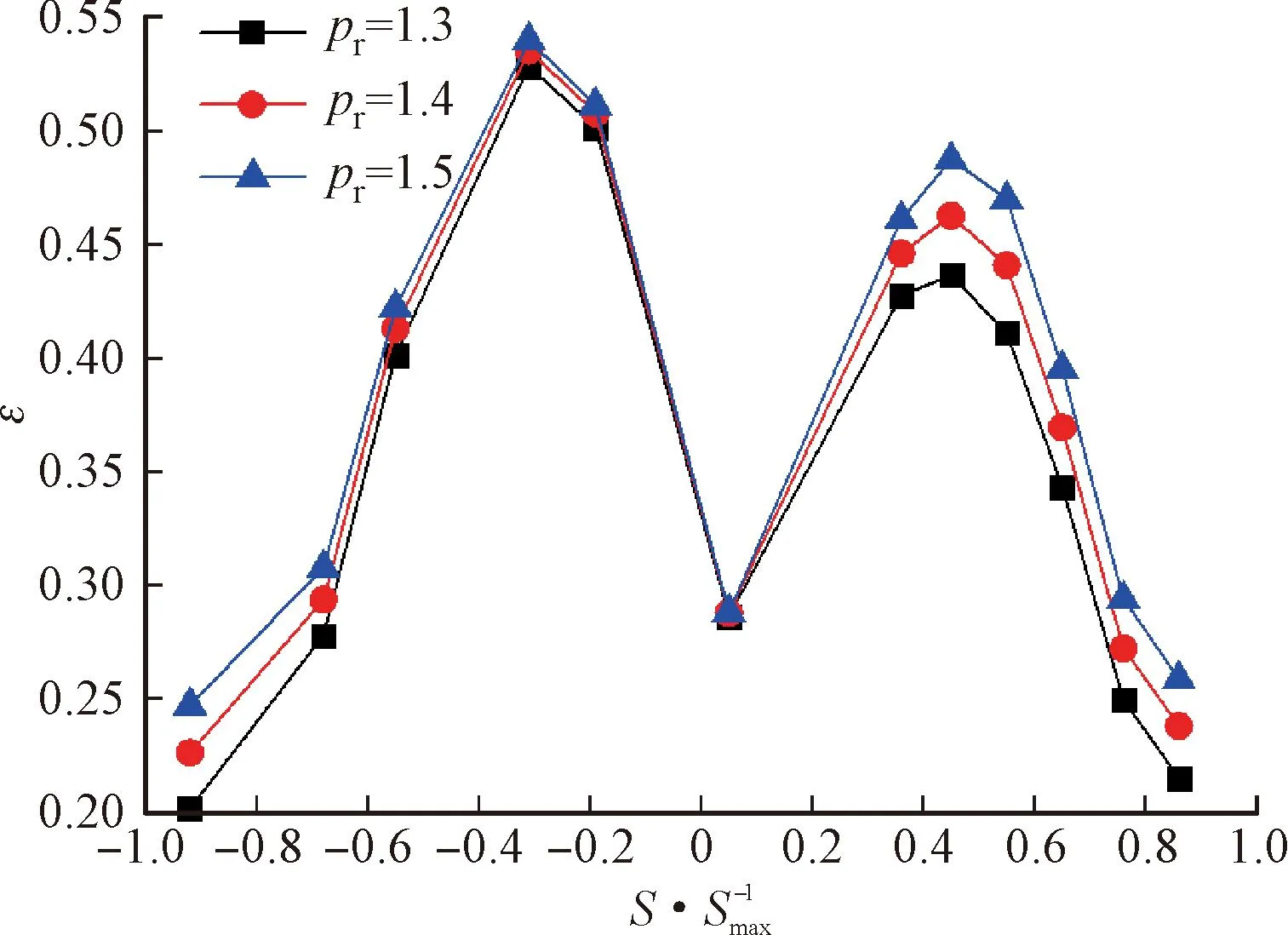
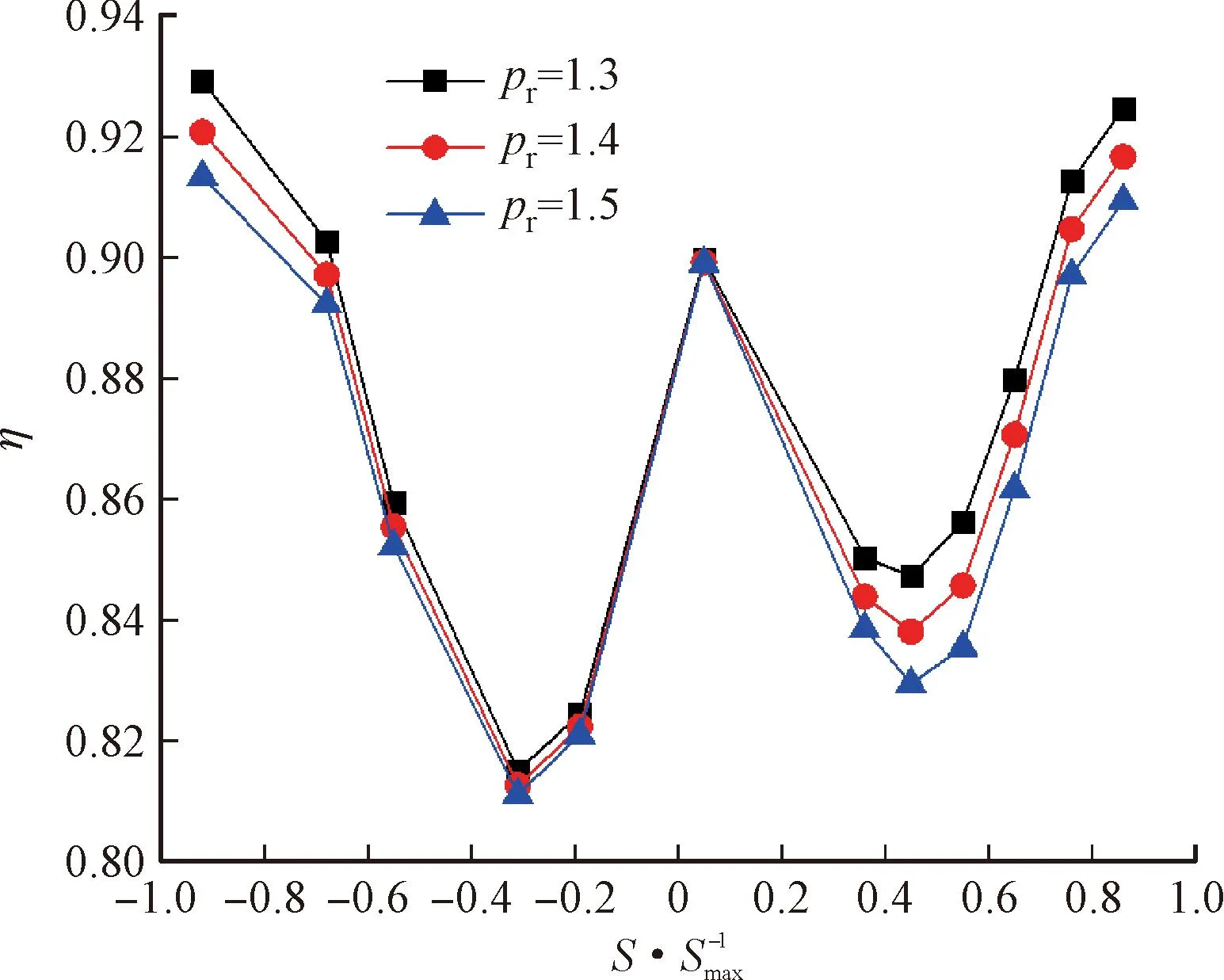
2.5 进出口压比对叶片冷却性能的影响
图11给出了不同主流进出口压比pr时某型叶片表面的冷却效率分布和无量纲温度分布。由图11可知,当pr增大时,叶片表面的冷却效率均有所上升,无量纲温度均有下降趋势。这说明在其他工况参数不变的情况下,pr的增大会增大叶片的冷却效率和降低叶片的无量纲温度。这可能是由于主流进出口压比的增大会降低叶片表面的无量纲压比,较低的无量纲压比会降低气体流动速度,减少动能转化为热能的程度,从而减小叶片表面的温度升高。此外,无量纲压比较小也使局部压力均匀分布,避免了局部无量纲压比过大导致温度集中的问题,这会降低叶片的无量纲温度和温度非均匀度。经过计算可知,当主流进出口压比pr从1.3增大到1.5时,叶片的平均冷却效率增大了9.39%,平均无量纲温度降低了1.34%。此外,由图11还可知,pr的增大对叶片压力面冷却效率和无量纲温度的影响随着叶片的前缘到尾缘逐渐增大。当S/Smax=-0.19和S/Smax=-0.92时,叶片表面的冷却效率分别增大了1.95%和22.42%,无量纲温度分别降低了0.42%和1.71%。pr对叶片吸力面冷却效率和无量纲温度的影响相差不大,当pr增大时,叶片表面的冷却效率增大了15%左右,无量纲温度降低了2%左右。此外,主流进出口压比pr的增大使叶片的温度非均匀度降低,当主流进出口压比pr从1.3增大到1.5时,叶片的温度非均匀度从0.042 2下降到0.041 1,降低了2.69%。
(a)冷却效率分布
(b)无量纲温度分布
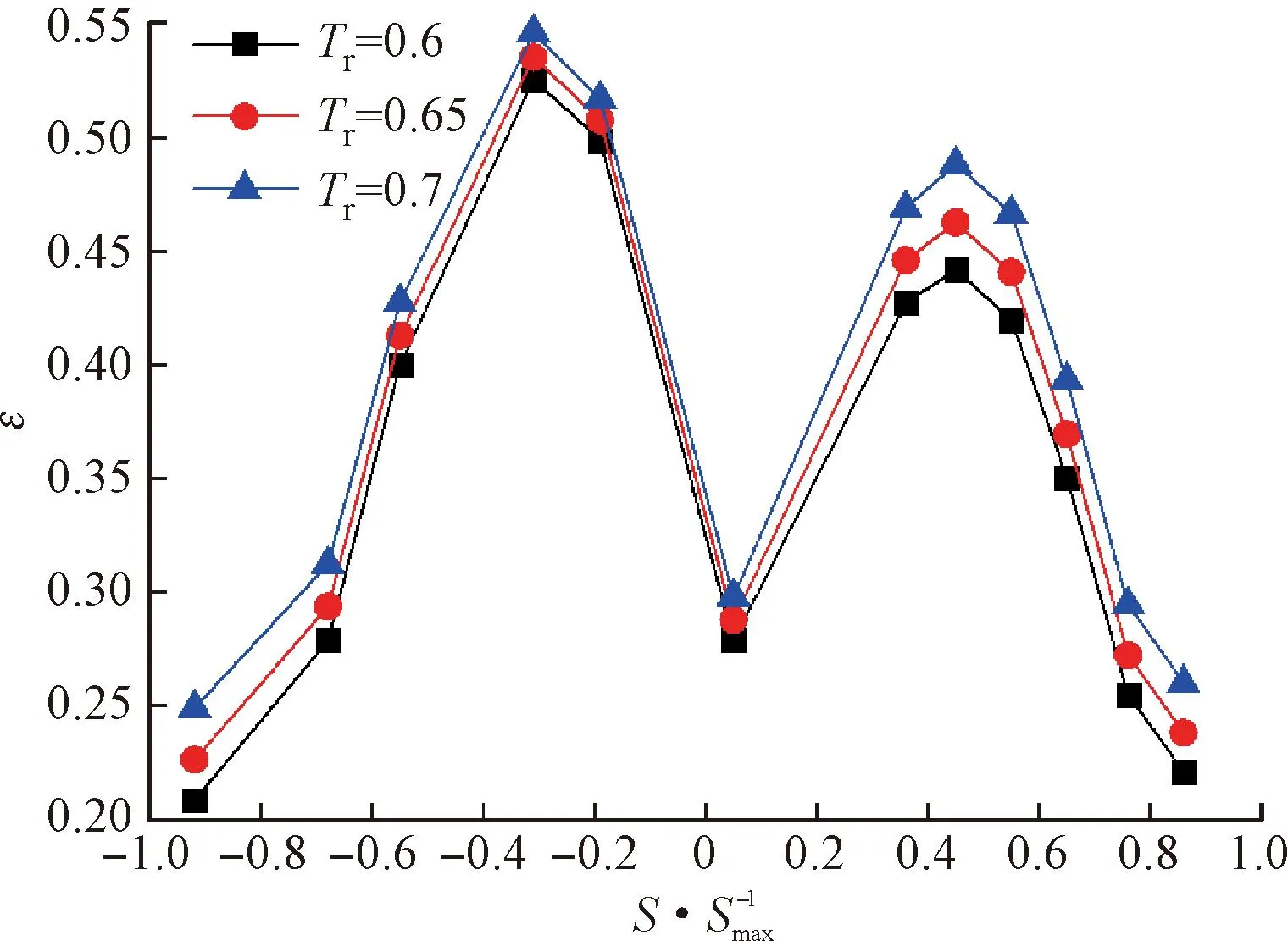
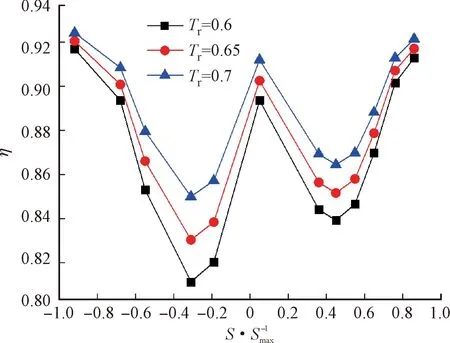
2.6 温度比对叶片冷却性能的影响
图12给出了不同冷气与主流温度比Tr时某型叶片表面的冷却效率分布和无量纲温度分布。由图12可知,当冷气与主流温度比Tr增大时,叶片表面的冷却效率有所上升,无量纲温度也有上升的趋势。这可能是由于当冷气与主流温度比增大时,冷却气体的温度相对较高。较高的冷气温度可以降低叶片的热负荷,从而减少叶片温度的升高,并提高传热强度,进而增加叶片表面的冷却效率。同时,叶片表面的温度也会随着冷气温度的升高而增大,导致叶片的无量纲温度升高。经过计算可知,当冷气与主流温度比Tr从0.6增大到0.7时,叶片的平均冷却效率增大了9.67%,叶片的平均无量纲温度提高了2.98%。此外,由图12还可知,Tr的增大对叶片尾缘和吸力面中弦区冷却效率的影响较叶片的前缘和压力面中弦区更大,当S/Smax=-0.92和S/Smax=0.86时,叶片的冷却效率分别增大了19.35%和17.66%;Tr的增大对叶片压力面中弦区无量纲温度的影响较其他区域更大,当S/Smax=-0.31和S/Smax=0.55时,叶片的无量纲温度分别降低了5.87%和5.55%。此外,冷气与主流温度比Tr的增大使叶片的温度非均匀度降低,当冷气与主流温度比Tr从0.6增大到0.7时,叶片的温度非均匀度从0.048 5下降到0.034 5,降低了28.79%。
(a)冷却效率分布
(b)无量纲温度分布
2.7 流量比对叶片冷却性能的影响
图13给出了不同Mr时某型叶片表面的冷却效率分布和无量纲温度分布。由图13可知,当Mr增大时,叶片表面的冷却效率均有所上升,无量纲温度均有下降趋势。这说明在其他工况参数不变的情况下,Mr的增大会增大叶片的冷却效率和降低叶片的无量纲温度。这可能是由于当冷气与主流流量比增大时,冷气流量会相应地增大。冷气流量的增大可以带走更多热量,因而会提高叶片的冷却效率,降低无量纲温度。但这同时会导致叶片的温度分布更加不均匀,在叶片不同位置出现温度差异,从而增大了叶片的温度非均匀度。经过计算可知,当Mr从3增大到8时,叶片的平均冷却效率增大了30.49%,平均无量纲温度降低了3.78%。此外,由图13还可知,Mr的增大对叶片尾缘冷却效率和无量纲温度的影响相较于叶片的前缘和中弦区相对较小,当S/Smax=0.05时,叶片的冷却效率增幅最大,达到了44.52%;当S/Smax=-0.19时,叶片的无量纲温度的降低幅度最大,达到了6.41%。

(a)冷却效率分布

(b)无量纲温度分布
此外,Mr的增大使叶片的温度非均匀度增大,当Mr从3增大到8时,叶片的温度非均匀度从0.031 6提高到 0.047 5,提高了50.27%。
3 工况参数耦合作用对叶片冷却性能的综合影响
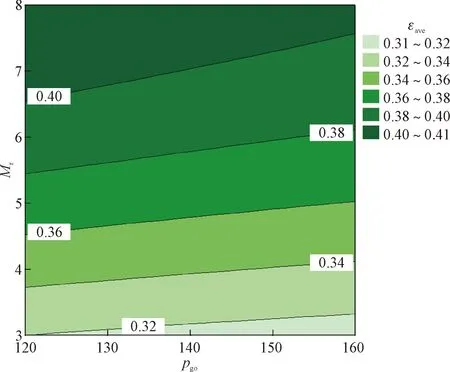
3.1 工况参数耦合作用对叶片平均冷却效率的影响
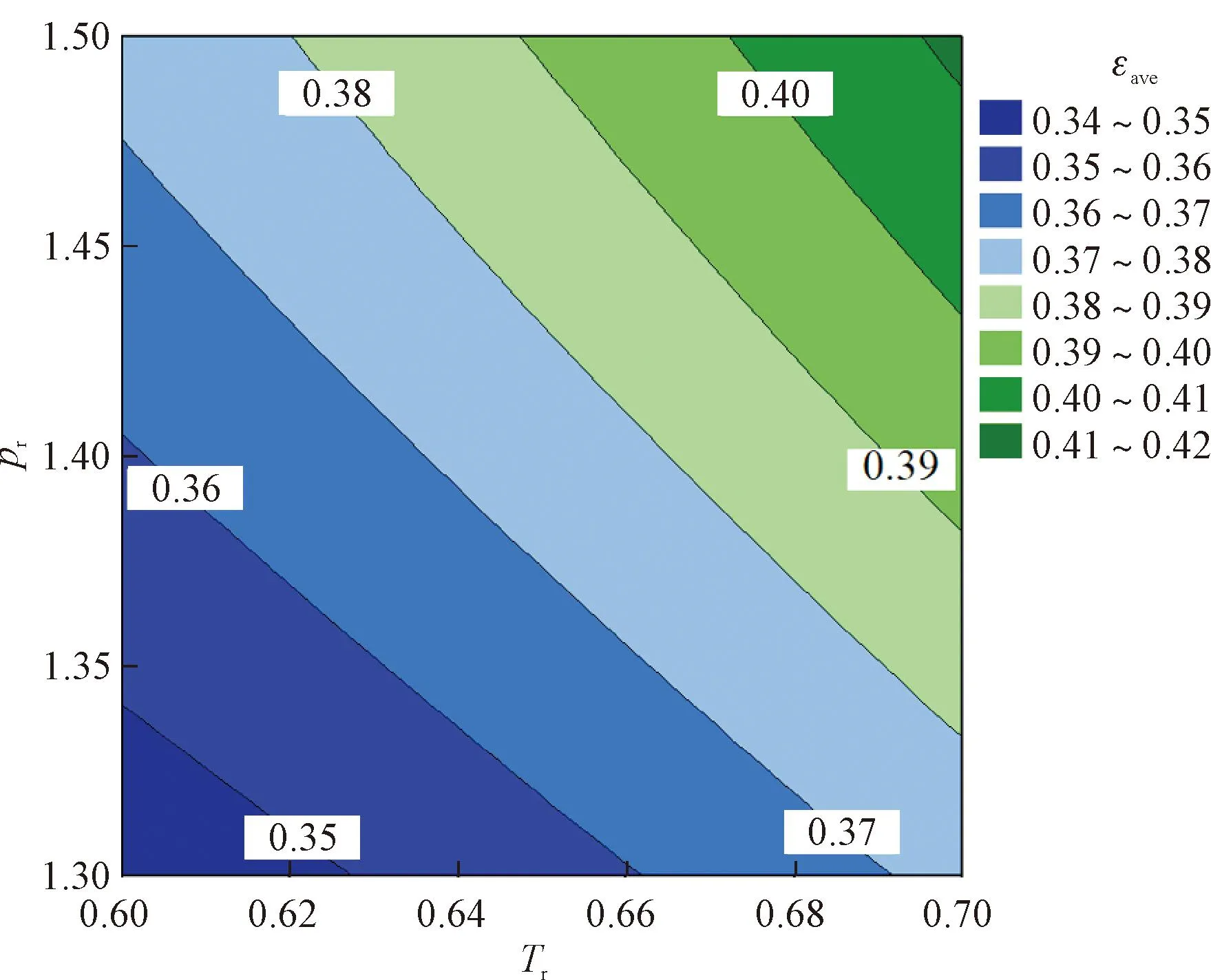
图14给出了某型叶片平均冷却效率的等值线图,揭示了工况参数的共同作用对叶片平均冷却效率的影响,由2.3节可知,主流入口温度对叶片的冷却性能几乎没有影响。因此,图14(a)~14(f)依次给出了pgo-Tr、pgo-pr、pgo-Mr、Tr-pr、Tr-Mr和pr-Mr的共同作用对叶片平均冷却效率εave的影响。由图14(a)和图14(b)可知,当pgo一定时,增大冷气与主流温度比Tr和主流进出口压比pr均会使叶片的εave增大,而当Tr和pr一定时,增大主流出口压力pgo,叶片的平均冷却效率εave均会减小;从图14(c)可以看出,当Mr一定时,增大pgo叶片的平均冷却效率εave会略微的降低,而当pgo一定时,叶片的平均冷却效率εave会随着Mr的增大而增大。由图14(d)和图14(e)可知,当Tr一定时,增大pr和Mr叶片的平均冷却效率εave均会增大;而当pr和Mr保持不变时,增大Tr使叶片的平均冷却效率εave明显增大。由图14(f)可知,不同pr时Mr的增大和不同Mr时pr的增大均能提高叶片的εave。
3.2 工况参数耦合作用对叶片平均无量纲温度的影响
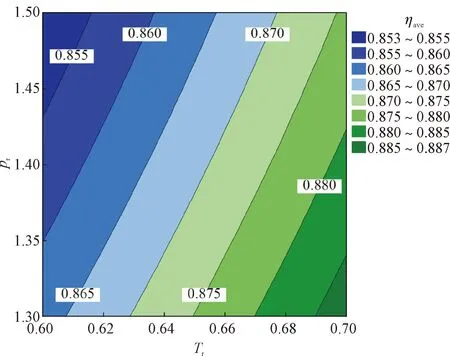
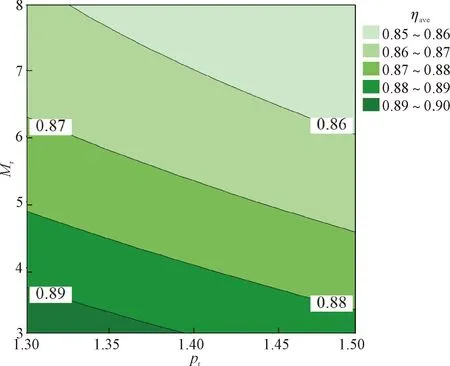
图15给出了某型叶片平均无量纲温度的等值线图。图15(a)~图15(f)依次给出了pgo、Tr、pr、Mr等4个参数的相互共同作用对叶片平均无量纲温度ηave的影响。由图15(a)可知,当pgo一定时,增大Tr使叶片的平均无量纲温度ηave增大,而当Tr一定时,增大pgo,叶片的平均无量纲温度ηave有小幅度的增大;由图15(b)和图15(c)可知,当pgo一定时,增大pr和Mr均会减小叶片的平均无量纲温度ηave;当pr和Mr一定时,增大pgo使得叶片的平均无量纲温度ηave呈现出增大的趋势。由图15(d)和图15(e)可知,当Tr一定时,增大pr和Mr会降低叶片的平均无量纲温度ηave;而当pr和Mr保持不变时,增大Tr使叶片的平均无量纲温度ηave有一定的增大。由图15(f)可知,当pr一定时,增大Mr会使叶片的ηave减小;而当Mr一定时,增大pr使叶片的ηave呈现降低的趋势。

(a)pgo-Tr

(b)pgo-pr
(c)pgo-Mr
(d)Tr-pr

(f)pr-Mr

(a)pgo-Tr

(b)pgo-pr

(c)pgo-Mr
(d)Tr-pr

(e)Tr-Mr
(f)pr-Mr
4 结 论
采用实验设计与响应面模型相结合的方式对某型高温涡轮叶片进行了实验研究,探究了工况参数及其耦合作用对叶片冷却性能的影响规律,并得到了有关叶片冷却性能的系统性的基础数据表,得出的主要结论如下。
(1)采用CCF得到的二阶响应面模型有较高的精度,当响应分别为εave、ζ和ηave时,响应面模型的RMSE为0.000 53、0.000 15和0.000 23,R2均大于0.99。
(2)主流入口温度和主流出口压力对叶片冷却性能的影响均不大,当主流出口压力从120 kPa增大到160 kPa时,叶片的平均冷却效率降低了3.29%,叶片的平均无量纲温度增大了0.51%。
(3)当主流进出口压比、冷气与主流温度比及流量比分别从1.3~1.5、0.6~0.7、3~8变化时,叶片的平均冷却效率分别增大了9.67%、9.39%、30.49%;叶片的平均无量纲温度分别提高了2.98%,降低了1.34%、3.78%;叶片的温度非均匀度分别降低了2.69%、28.79%,提高了50.27%。
猜你喜欢
作物研究(2023年2期)2023-05-28
现代装饰(2022年6期)2022-12-17
橡塑技术与装备(2021年6期)2021-03-19
艺术品(2020年8期)2020-10-29
河南畜牧兽医(2020年21期)2020-01-10
传记文学(2017年9期)2017-09-21
西藏研究(2017年3期)2017-09-05
纺织科技进展(2015年1期)2015-11-28
中成药(2014年10期)2014-02-28
新疆农垦科技(2014年6期)2014-02-28
