
基于SinuTrain 电控装置盒底盖零件的数控编程及仿真
2024-01-17 07:41郭宇航
现代制造技术与装备 2023年11期
郭宇航 史 燕
(太原工业学院,太原 030008)
选择高效准确的编程方法是提高加工效率、缩短加工周期的重要手段。根据加工零件的形状和特点选择合适的编程方法,能够得到事半功倍的效果。数控编程常用的方法有手工编程和计算机自动编程。手工编程是由人工完成编程的全部阶段,适用于形状简单、程序段较短的零件编程;自动编程则多用于形状复杂或者编程工作量较大的零件。对于一些中等复杂程度的盘盖类零件,这两种编程方法都不是最佳选择。基于此,文章利用西门子840D sl 系统的ShopMill 的编程方法,根据指定轮廓自动计算粗加工轨迹,完成对于盘盖类零件加工的快速编程[1]。
1 工艺分析
通过分析零件图(见图1)可知,该零件线性尺寸采用《一般公差 未注公差的线性和角度尺寸的公差》(GB/T 1804—2000)中度等级(m 级),对照标准公差表属于IT10 级精度,表面粗糙度为3.2 μm。对于此零件尺寸公差要求,主要通过加工过程中的精准对刀、掌握刀具磨损量以及选用正确的加工工艺来解决;对于表面粗糙度要求,主要通过选择正确的刀具切削参数在精加工过程中解决[2-4]。

图1 零件图
现将零件按照以下顺序进行加工。第一,铣毛坯底面及四周轮廓,作为基准面。第二,以铣出的轮廓面为基准,铣上表面,接着依次铣110 mm×90 mm 凸台轮廓、Φ8 mm 圆柱凸台及定位岛屿凹槽、三棱弧面定位孔以及2 个20 mm×15 mm 矩形腔凹槽。第三,铣三棱弧面。第四,以底面为基准,钻10 个Φ4 mm 穿线孔以及Φ8.6 mm 安装孔。第五,铣2 个20 mm×15 mm 矩形腔和4 个Φ15 mm 沉头孔。第六,精铣。
2 SinuTrain 数控编程及仿真
2.1 SinuTrain 介绍
SinuTrain 是西门子公司基于西门子数控系统内核开发的一款工业级仿真培训及离线调试软件,内置西门子旗下大部分的数控系统,包括车床、车铣复合、三轴铣床、四轴铣床、五轴铣床[5]。该软件的界面与数控机床上的操作界面一致,本次使用的软件版本为“SinuTrain for SINUMERIK operate 4.7”内置840D sl 4.7 SP4 HF6 数控系统,具备ShopMill 辅助编程功能,本次数控编程即基于该功能进行。
2.2 编程过程
进入机床界面后,点击“PROGRAM MANAGER”按钮进入程序管理页面,选中“零件程序”文件夹,点击新建,创建一个ShopMill 加工程序。
第一,毛坯设置。创建加工程序后进入编程界面,首先需要确定零件毛坯尺寸,根据前文所得数据,毛坯类型选择中心六面体,宽度设置为104 mm,长度设置为124 mm。由于该程序负责铣削零件主要轮廓,高度设置为26 mm。
第二,加工刀具设置。点击右侧机床操作面板上的“OFF SET”按钮,进入机床设置界面,在刀具清单页面可以添加使用的刀具。在该页面上,用户可以从软件自带的刀具库中自行选择刀具类型,可供选择的刀具类型包括铣刀、钻头以及一部分常用的机用探头。用户在选好刀具类型后需要定义刀具的尺寸参数,如刀具直径、刀具长度、刀具切削刃的数量、刀具切削刃的旋向等。
第三,刀路编辑。设置好刀具后即可开始进入刀路编辑过程,西门子840D 系统中的ShopMill 简化了编程方法。文章以底盖零件加工为例,介绍切削步骤的编程过程。
首先,顶层平面铣削。使用63 mm 面铣刀,工作台进给为300 mm·min-1,主轴转速为200 r·min-1。
其次,铣削90 mm×110 mm 凸台。该凸台有两种铣削方案。
方案1 是采用凸台铣削功能,虽然可以减轻编程人员的工作强度,但是刀路中有大量无效切削,浪费时间。“凸台铣削”的自动刀路与切削时间如图2 和图3所示。需注意,凸台铣削需要定义铣削的最外圈限制边框,否则会自动铣去轮廓内材料。

图2 “凸台铣削”自动刀路

图3 自动刀路切削时间
方案2 是采用路径铣削,通过手动优化路径缩短切削时间。该方案需要编程人员仔细考虑刀具路径,选取合适的轮廓进行加工。手动刀路路径与时间如图4 和图5 所示。

图4 手动刀路

图5 手动刀路切削时间
经过比较,方案1 运行时间109 s,方案2 运行时间62 s,方案2 时间明显较短,因此该特征选用方案2 加工。
最后,Φ8 mm 圆柱凸台凹槽铣削加工。该特征可使用型腔铣削一次成型,但这个型腔内的凸台与外轮廓不等高,因此采用先使用型腔铣削加工不带凸台的轮廓,铣削2 mm 深度后再加上凸台轮廓铣出该特征,工步安排如图6 所示。在ShopMill 程序中定义轮廓、型腔铣的参数,其最终加工刀路如图7 所示。

图6 铣削过程示意
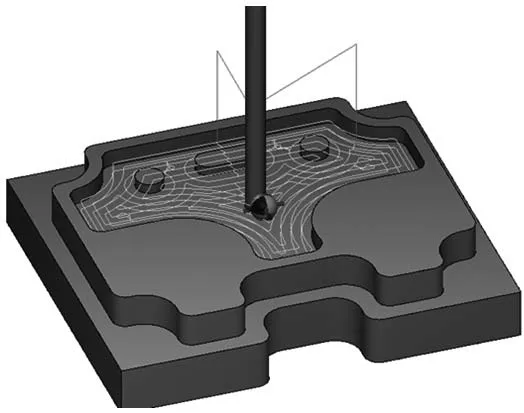
图7 刀路及加工效果展示
2.3 部分加工程序
编程过程中,节选的一段加工过程代码为
G17 G90 DIAMOF;*GP*//定义加工面到XY 平面以及定义公制单位
3 结语
主要研究了使用SinuTrain 软件对电控装置盒底盖零件进行数控编程及仿真的方法。此方法既避免了手工编程的繁复计算,又不需要第三方软件生成数控程序,仅用数控系统自带的ShopMill 功能,通过定义零件轮廓,即可直接以对话框形式实现复杂形状零件的数控编程,加工效率显著提高。同时,操作者可以在SinuTrain 软件中进行模拟编程,大大降低试错成本,对发挥数控系统优势、提高编程效率有一定指导意义。
猜你喜欢
湖北农机化(2020年15期)2020-10-13
模具制造(2019年9期)2019-10-26
科技创新导报(2019年34期)2019-04-10
综合智慧能源(2017年10期)2017-01-18
中国塑料(2016年5期)2016-04-16
综合智慧能源(2016年1期)2016-02-03
锻压装备与制造技术(2015年4期)2015-07-01
机电信息(2015年3期)2015-02-27
机械制造与自动化(2014年1期)2014-03-01
河南科技(2014年23期)2014-02-27
