大型油轮花键连接货油泵安装工艺
2024-01-22 12:21熊纪国
广东造船 2023年6期
熊纪国
(舟山中远海运重工有限公司,舟山 316131)
1 前言
货油泵是油轮的重要设备,货油泵的安装精度直接影响到货油泵的正常运行。根据连接型式不同,货油泵主要分为花键连接和万向轴连接两种。本文重点研究花键连接货油泵的安装工艺,包括合理设置工艺流程,在保证质量的同时,提高生产效率,减少施工难度,降低施工强度,从而实现降本增效的作用。
2 安装流程及注意事项
花键连接的货油泵,由泵体、浮动轴、中间轴、透平/电机、波纹管及穿舱件组成。泵体,浮动轴、中间轴、透平/电机是花键连接,如图1 所示。
2.1 安装技术要求
按照CSQCS 及厂家要求:
1)基座与反面加强的错位,不能超过板厚的三分之一;
2)调整垫块与固定垫块之间着色的接触面,不少于60%;0.05 mm 塞尺允许塞进距离,不大于10 mm;
3)透平/电机输出法兰与中间轴输入法兰之间校中,曲折和偏移不大于0.2 mm;
4)中间轴与泵校中,曲折和偏移不大于0.4 mm;
5)泵的输入轴法兰与中间轴输出法兰的距离为E±2 mm,E 为设备厂家给定值;
6)波纹管安装的技术要求(见图2):
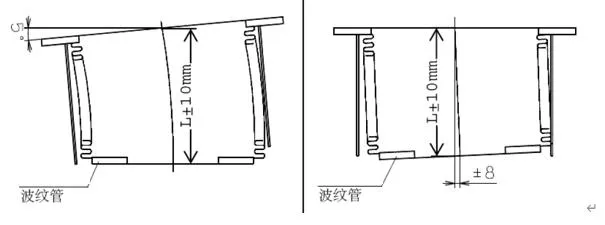
图2 波纹管的安装要求
长度方向的拉伸或压缩,不大于±10 mm;
角度偏差,不大于5º;
垂直轴向方向的偏,不大于±8 mm。
2.2 安装注意事项
1)与泵体连接的大直径管子,会影响中间轴与泵轴的校中参数;
2)船舶下水后船体结构的应力释放,会影响中间轴与泵轴的校中参数;
3)货油泵与基座安装完毕、货油泵进、出口管子连接完毕,才能进行校中工作;
4)中间轴与泵的校中在水下进行。
2.3 安装流程(图3)

图3 货油泵安装流程
1)货油泵基座定位
货油泵下面是隔离空舱,防止加强错位非常重要,如果出现加强错位则修改非常困难,安装时一定要重点注意。标准允许错位不超过最小板厚的四分之一;如果错位超过最小板厚的四分之一而小于三分之一,可以采用加焊的方法;如果错位超过最小板厚的二分之一,只有割开调整。
2)货油泵安装
吊装货油泵前,要将焊接垫块按图纸要求焊接在基座上,以平板为基准拂配固定垫块,着色接触面积不小于60%;安货油泵时,要保证输入法兰横向和纵向两个方向水平,保证活动垫块的最小尺寸不小于15 mm[1],泵的输入法兰上平面距透平甲板的距离达到给定值±10 mm,以保证波纹管、穿舱件的安装。
货油泵安装完毕、电机/透平吊装前,要以货油泵的轴心为基准,在透平甲板开一个大于中间轴直径、小于波纹管穿舱件外径50~100 mm 的孔,保证吊装电机/透平时中间轴能顺利插入货油泵舱。
3)泵进出口管子安装
泵进出口管子研配质量对泵的安装影响非常大,间隙过大会直接将货油泵拉偏,使货油泵与电机/透平之间的对中值超出技术要求;泵的进出口管子采用现场研配的方式,间隙不大于1 mm,越小越好,由于货油泵的管子直径较大,无论研配得多么好,连接管子都会对货油泵的位置造成影响,所以货油泵与中间轴校中前,泵的进出口管子要连接完毕并进行管路密性试验,保证不再拧紧管系的连接螺栓。
4)定位电机/透平基座和波纹管穿舱件安装
由于电机/透平基座安装裕度不大,必须精准定位。通常将电机/透平用顶升螺栓支撑在基座上,顶升高度为垫块厚度;调整好基座与电机的位置固定,整体与货油泵校中,切除余量定位;同时也对波纹管穿舱件进行定位,定位穿舱件时用螺栓将波纹管与穿舱件和中间轴连接,防止螺栓孔错位;调整穿舱件,检查波纹管的各项参数达到技术要求,定位波纹管的穿舱件,由于基座内侧无法焊接,要将电机/透平吊起来;焊接完毕之,要用平板对固定垫块进行拂配作业,接触面积不小于60%[1],里面焊接、打磨、涂装完毕后,电机/透平放在基座上,用项升螺栓支撑重新校中。注意电机/透平吊起时,在下方有工人作业,用支撑管做好保护,保证安全。
5)电机/透平安装
中间轴支撑工装图,如图4 所示:件1 是中间轴,件2 是支撑架,将中间轴立放在支撑架上面,将电机/透平吊起来与中间轴连接后,整体吊在基座上;组装时,电机/透平与中间轴的接触面要清理干净,去除毛刺,放置在基座上之后先检查电机/透平的输出法兰与中间轴的输入法兰的对中,通常曲折和偏移都不能大于0.2 mm(偏移采用百分表,曲折采用塞尺检查)。如果超差,松开透平与本体基座的连接螺栓,调整透平,使其满足技术要求。这一步通常在电机/透平上面的分段/总段吊装前完成。

图4 中间轴支撑工装图
基座处理完毕之后,放下电机/透平与货油泵校中。由于船体结构从船台到水里面会释放应力,产生变形,为了减少船体变形对安装质量的影响,这项工作通常在船舶下水之后完成。由于中间轴输出法兰与货油泵的输入法兰的距离比较大,所以要做一根假轴装在货油泵的输入法兰上,用两只磁力表座吸附在假轴上,一只百分表垂直于中间轴输出法兰的端面,测量曲折值(见图5);另一只百分表垂直于中间轴输出法兰的外圆,测量偏移值(见图5)。测量时通常提取前、后、左、右四个点的值,见图6 所示。
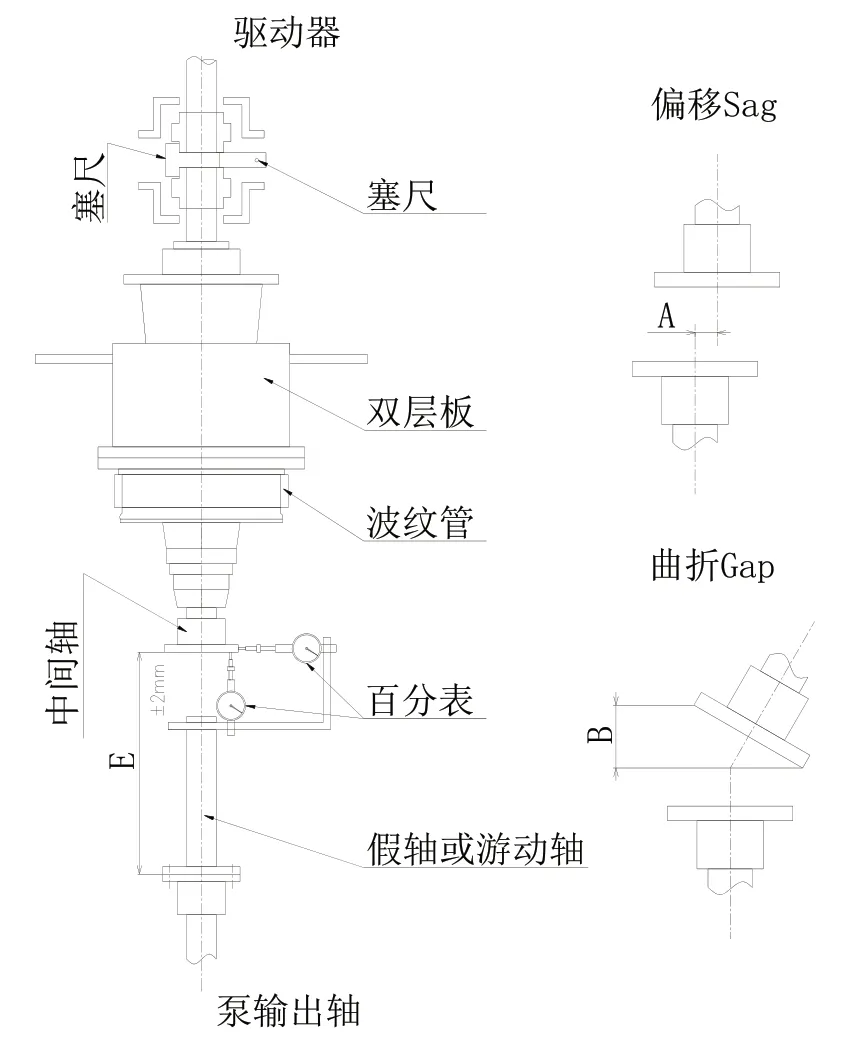
图5 货油泵轴系校中图
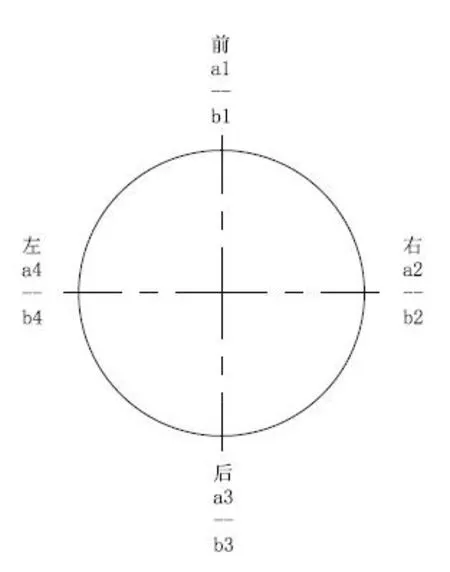
图6 轴系校中取值示意图
如图6 所示:a 是垂直于中间轴输出法兰外圆百分表的读数;b 是垂直于中间轴输出法兰端面分表的读数。
(1)偏移值计算[2]
前后偏移:
a*=(a1-a3)/2
为正值时,中间轴偏前;为负值时,中间轴偏后。
左右偏移:
a*=(a2-a4)/2
为正值时,中间轴偏左;为负值时,中间轴偏右。
(2)曲折值计算[2]
前后曲折:
b*=b1-b3
为正值时,后张口;为负值时,前张口。
左右曲折:
b*=b2-b4
为正值时,右张口;为负值时,左张口。
在电机/透平上安装顶升螺栓,用于校中时调整曲折;在基座四围焊接调整螺栓座,调整螺栓对准电机/透平本体底座,用于校中时调整偏移;电机/透平校中时,除了曲折和偏移在设备厂家技术要求内,通常曲折和偏移都不大于0.4 mm,还需特别注意中间轴的输出法兰与货油泵的输入法兰之间的距离在技术要求内,这是浮动轴正常安装的必要条件。
由于阳光的影响,校中工作应当在夜间或阴雨天进行。由于拂配和拧紧地脚螺栓都会影响电机/透平与货油泵的对中数据,所以尽可能做好拂配前的校中,通常曲折和偏移在0.1 mm 内。
测量垫块尺寸,每块垫块编上号码,加工时也在垫块上用记号笔写上对应的号码,留0.3 mm 的加工余量;垫块加工完毕之后,现场进行拂配,接触面积不小于60%,允许0.05 mm 塞尺插入不大于10 mm[1]。由于电机/透平的重量轻,在拂配前,要用夹马让其与基座固定;拂配用手轻轻推入,防止拂配让对中失效。
拂配报检完毕后,将垫块全部放置到位,用比螺栓孔小0.5 mm 的自制样冲在垫块上敲样冲眼,用钻床钻孔,去除毛刺,一一对应回装,用塞尺检查,每块垫块0.05 mm 塞尺塞入不大于10 mm 即可;装上地脚螺栓,螺栓露出螺帽1-3 牙,松开(不要拆除)所有的顶螺栓和调整螺栓,检查电机/透平与货油泵的对中数据,满足厂家的技术要求,通常曲折和偏移不大于0.4 mm。
地脚螺栓分两次对称拧紧,电机基座是圆形的,拧紧顺序见图7;透平基座是长方形的,拧紧顺序见图7[3]。第一次用扭矩的50%拧紧,第二次100%扭矩拧紧。此处的螺栓不大,用扭力扳手拧紧即可。如果有小液压扳手,也可以用液压扳手拧紧。在拧紧过程中,要监测电机/透平与货油泵的对中数据,如果超差要调整螺栓的拧紧顺序,甚至于松开地脚螺栓重新调,直到满足要求为止;地脚螺栓拧紧之后,钻孔、铰孔装上定位销,安装工作结束。
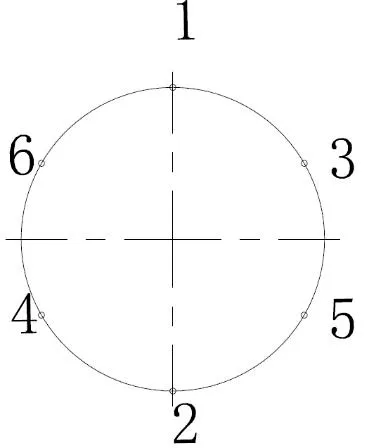
图7 圆形基座螺栓拧紧顺序图
与透平连接的大直径管子,是通过波纹管与透平连接,所以透平的连接管对对中参数的影响并不大。为了稳妥,电机的电缆连接、透平的所有管子连接完毕后,再次检查电机/透平与货油泵的对中参数,然后再装浮动轴。
6)浮动轴安装
安装浮动轴时,要注意花键的清洁,里面一定要注入规定牌号的油脂。连接螺栓以规定扭矩拧紧,拧紧顺序参见图8。

图8 长方形基座螺栓拧紧顺序图
3 总结
从整个花键连接的货油泵安装工艺和生产流程上看,制订安装要求时,要满足厂家和行业规范要求,厂家提出了要求的,按照厂家要求执行;厂家没有要求的,如果行业有要求,应以行业标准执行;同时,制订工艺流程时,要充分考虑环境因素、工厂的设备能力和工人的技能水平。没有最好的工艺流程,只有最合适的工艺流程,只有根据客观实际情况,制订合理的工艺流程,才能又好又快的完成生产工作。
猜你喜欢
汽车工艺师(2023年11期)2023-11-27
防爆电机(2021年2期)2021-06-09
鞍钢技术(2019年5期)2019-10-17
模具制造(2019年7期)2019-09-25
船舶标准化工程师(2019年4期)2019-07-24
承德石油高等专科学校学报(2018年5期)2018-11-06
汽车实用技术(2018年20期)2018-10-26
北京汽车(2017年4期)2017-10-13
中华骨与关节外科杂志(2016年5期)2016-05-17
振动、测试与诊断(2014年4期)2014-03-01