一种在线式小包入盒装填生产线设计
2024-01-23 04:01李刘平胡志强
科技创新与应用 2024年3期
李刘平,包 韬,胡志强,王 绪
(云南烟草机械有限责任公司,昆明 650106)
近年来随着对使用预制盒的特色花式烟草包装的研究不断深入,国内外众多厂家对于预制条盒卷烟生产设备的生产与研究都有了一定的规模[1-2];目前,行业内针对异型烟条机械化包装的研究,主要集中在专用设备研发或标准化设备适应性改造[3];但因以往市场需求总量不是很大,加之客户对花式包装式样及规格要求的多样性,只能通过单一针对性的专用设备设计制造来实现,而专用设备的设计开发及生产组织,周期较长,难度很大[4],这也决定了这类特型设备品种较少而价格高昂的状况。近几年,随着国内高端、特色卷烟产品的开发,行业对此类设备的需求量日渐增加,预制成型包装盒的广泛使用也使包装式样的多样化得到了一定程度的统一[5],而缺少满足相应功能设备的状况,也在一定程度上制约了行业对此类产品的创新与发展。而本文为适应云烟(中支小重九)的机械化生产需求,设计研发一款适用于云烟(中支小重九)的小包入预制条盒的包装生产线。
1 技术方案内容
1.1 系统设计需求
云烟(中支小重九)使用的条盒为侧开翻盖式的预制成型礼品盒,盒盖开度大于等于150°,条盒外观尺寸为240 mm×100.5 mm×46.5 mm,小盒在条盒内装填形式为2×5 平包装填,为方便烟包取出,在盒底一侧设置了拉舌,小包装填完成后还需附上硫酸纸,硫酸纸粘贴于条盒一侧(图1)。该产品小包为中支软包硬化小重九已经由上游包装机完成机械化生产,而后端条外透明纸包装也可实现机械化生产,因此本条预制条盒装填生产线需承担的工作位连接上游401 小盒透明纸包装机和下游408 条盒透明纸包装机的在线式小包入预制条盒生产工作;而根据生产线各工位动作的最短运行周期计算,生产线上运行动作最为缓慢的是硫酸纸掀开和小包冲填动作,工位动作配合输送带运行时间均在3 s 左右,由此生产线效率仅为20 条/min,无法达到要求的30 条/min 的额定速度,因此生产线采用双通道装填的形式以求达到额定生产速度要求。
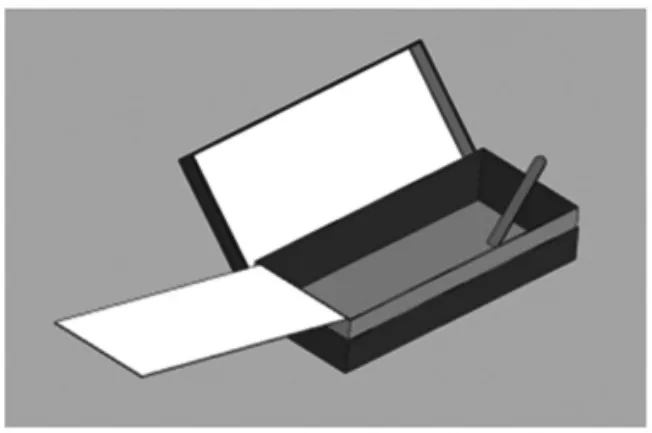
图1 预制条盒三维示意图
1.2 系统结构组成
针对预制条盒生产线的上下游连线需求,将生产线分为如下模块:①人工辅助条盒供料装置;②小包入盒装填主线;③小盒烟包引入通道;④小包分垛及冲填装置;⑤输出通道;⑥贴标机;⑦提升机构[2](图2)。

图2 双通道预制条盒装填生产线布局图
1.3 系统设计
双通道小包入预制条盒装填生产线通过③小盒烟包引入通道与上游401 小盒透明纸包装机相连,通过⑦提升机构实现与下游408 条外透明纸包装机的连接;装填线前端由①人工辅助条盒供料装置进行预制条盒的供给和物料暂存,预制条盒从人工辅助条盒供料装置中输送至②小包入装填主线内完成小包装填后,通过成像检测判断若为不合格产品则剔除,若为合格产品则输送至⑤输出通道内,在输出通道由⑥贴标机完成条盒封签的粘贴,再由⑦提升机构进行提升输送至下游408 条外透明纸包装机内完成透明纸包裹(图2)。
2 关键部件设计和选型
2.1 人工辅助条盒供料装置设计
条盒供料模块采用人工辅助的半自动供料模式,此处一左一右,成对称式布置。由人工先将预制盒码垛至供料皮带上,条盒经由供料皮带输送至供料推头,再由供料推头推送至下落通道,条盒自由下落至主装填线的齿形凸耳带上,由齿形凸耳带将最下层的一个盒子推送走,上方空条盒再依次下落至齿形凸耳带上,如此往复;此种供料方式的设备相对简洁,占用空间最小。
为方便与装填主线的速度匹配,条盒供料装置的推头组件(1.2)通过伺服电机驱动直线丝杆运动从而带动条盒推头的动作,采用直线丝杆可方便快捷的对推头行程及速度进行快速便捷的调整,以适应不同条盒尺寸变化带来的规格切换的影响。
条盒下落通道则通过6 组光电检测的配合实现料库内条盒的自动补料及条盒信号与装填主线的对接,在料库背板(1.103)上安装了2 组接近开关(1.407)和(1.408),当下落通道需要补料时,需要2 组接近开关均检测到条盒信号,即表示条盒输送到位后推头才可进行补料动作,由此解决条盒位数送到位而导致的卡堵问题。而在条盒下落通道内也安装了4 组对射式光电开关,(1.402)位于皮带平面以上2 个条盒的位置,(1.403)位于皮带平面以上一个条盒的位置,(1.404)位于皮带平面以下一个条盒的位置,(1.405)位于装填皮带平面位置;当预制条盒料位降低至(1.402)以下时,条盒推头退回零点同时条盒供料皮带(1.302)进行补料;当落料通道内条盒平面低于(1.403)时即条盒平面与供料皮带平面处于同一平面,此时推头组件(1.2)进行补料,由此完成预制条盒的自动补料;而在运行过程中若条盒平面低于(1.404)平面时,将会向PLC 发出报警提示,后续条盒也无法补料,需人工进行处理;落料通道每有一个条盒落下,(1.405)处的对射式传感器都将产生一个信号,通过PLC 将一号工位标记为“有条盒”的状态,而该条盒信号将通过凸耳带运动进行移位寄存,为后续工位动作进行信号参考(图3)。
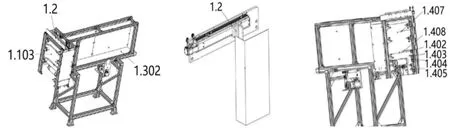
图3 条盒供料装置示意图
2.2 小包入盒装填主线设计
小包入盒装填主线主要完成预制条盒运输、开盒、硫酸纸整理、拉带整理、配合小包冲填装置进行烟包冲填、硫酸纸整理、条盒关盒及条盒输出的一系列工艺流程。
2.2.1 条盒推入装置
上游机输入的预制条盒首先会被输送至条盒整理位内,整理位内有接近开关,当接近开关检测到条盒信号时,PLC 控制装置内的气缸将条盒推入第一工位。
2.2.2 条盒开盖装置
当预制条盒输送到3 号工位后,PLC 控制条盒开盖装置进行开盖动作;此时开合机构位于开盒120°位置,伺服电机(26)旋转驱动连接轴(28)带动开盒板(25)旋转至0°位置,使吸头(22)与条盒盒盖接触,此时电磁阀打开使得吸头将盒盖吸住,伺服电机再次旋转至120°开盒位置,至此完成整个开盒动作。在此过程中旋转轴(28)与盒盖旋转中心处于同一个虚拟轴上,以此保证吸头与盒盖在旋转过程中保持相对静止从而避免两者互相拉扯导致的盒盖脱离从而导致开盖失败;而在开盒板(25)上也装有滑块(23),两侧由压簧(24)做支撑,吸头(22)便安装在滑块(23)上,此部分弹性装置是为了解决部分预制条盒由于尺寸差异而导致旋转轴与盒盖旋转中心不在同一条线上,从而通过压簧的作用来进行两向拉力的微调,从而保证开盒的成功率(图4)。
2.2.3 硫酸纸和整理装置
条盒开盖完成后输送至4 号工位进行硫酸纸整理流程,此处采用机械手配合旋转气缸的形式进行硫酸纸拉起和定位;机械手选用VIPER850 型六轴机械手(31)通过六轴配合模拟人工来取硫酸纸(34)的动作完成硫酸纸吸取,此处采用六轴机械手模拟人工动作可减少硫酸纸吸取过程中对硫酸纸的磨损,降低质量风险,硫酸纸吸取完成后再配合旋转气缸(36)旋转拨杆(35)将硫酸纸固定在条盒之外,当条盒向后输送过程中硫酸纸托板(38)拖住硫酸纸下方,硫酸纸压杆(39)将硫酸纸根部压住,保证在条盒运行过程中硫酸纸处于可控状态下(图5)。
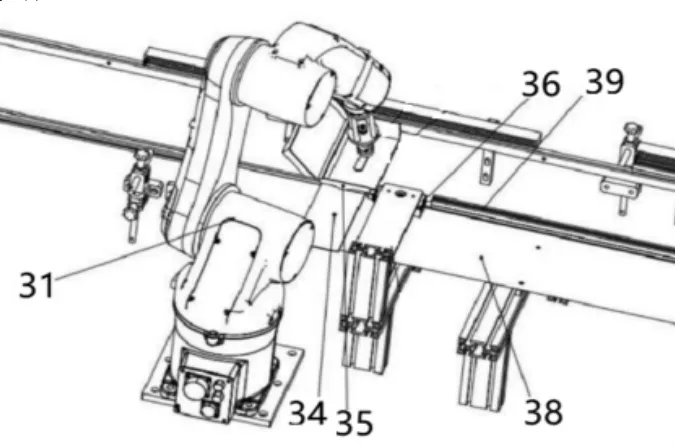
图5 硫酸纸整理装置
2.2.4 拉带整理装置
由于拉带质地较硬不易因折痕等问题而产生质量风险,因此此处采用双气缸配合的方式,由吸取气缸(47)将拉带(44)从条盒(43)内取出,吸取气缸上安装有3 个行程开关,当气缸伸出到行程开关(48)处时,电磁阀供气将拉带吸住,而后吸取气缸(47)往回运动至行程开关(49)位置时吸头(45)断气,旋转气缸(412)动作带动拨杆(413)将拉带拨出至盒外,由此此完成拉带的吸取与整理;当条盒向后输送时通道扶板(414)与拉带压杆(415)将拉带夹持在中间,使拉带处于被控制的状态(图6)。

图6 拉带整理装置
2.2.5 硫酸纸导回装置
硫酸纸导回装置利用硫酸纸底板的向上倾斜角度讲硫酸纸抬起,在条盒停止工位上,配合硫酸纸倒回气缸驱动硫酸纸导回推头将硫酸纸导回预制条盒内。
2.2.6 条盒关盖装置
条盒关盖装置利用2 个气缸的配合完成关盖动作,当条盒运输至11 号工位后,旋转气缸转动驱动拨杆旋转将盒盖盖下,为确保盒盖完全紧闭,在条盒上端安装了压盖气缸,当盒盖闭合后,压盖气缸伸出将盒盖压实,完成整个关盖动作。旋转气缸与压盖气缸上均安装由行程开关,以确保气缸伸出到位时完成关盖,缩回到位时输送带才可运动,以防止气缸为缩回到位而造成的卡堵。
2.2.7 条盒输出及剔除装置
条盒输送至12 号工位后,为防止双通道输出后出现烟条卡堵的问题,将合格条盒进行合并输出,不合格烟条在12 号工位进行剔除。
2.3 小盒引入通道
此通道参照FOCKE408 输入通道改进而来。烟垛运输通道接口处与401 包装机出口处对接,烟垛通过运输通道(3.1)运输顶到出口处后,2×5 烟垛为一单元,夹紧气缸(3.2)夹紧烟包,使后面的烟垛不再往前前进,同时分垛气缸(3.6)开始工作,把2×5 平包垛换向推往冲填装置,待电缸回到初始位置时,夹紧装置松开,使之堆烟至一单元后再夹紧,如此循环往复。烟包整理装置装置上方安装有5 组光纤(3.5),可检测小盒烟包到位和缺包,保证2×5 烟包垛不缺包,同时也避免烟包不到位进行推送带来的卡堵问题(图7)。
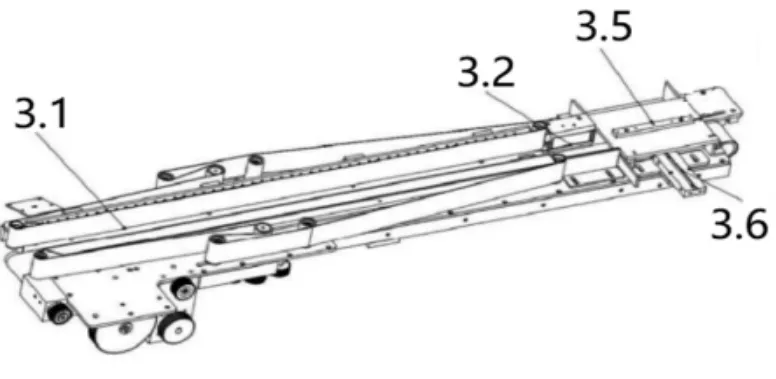
图7 小盒引入通道示意图
2.4 小包分垛及冲填装置
小包分垛及冲填装置由(51)分包器(52)冲填装置(53)支架组成(图8);当2×5 排列的小盒烟包输送进入输送通道(511)后,由后端烟包垛推动前段烟包垛到达底板(514)处,底板上安装有10 根激光传感器(515)进行检测烟包到位情况以及是否有缺包;检测完成后直线丝杆(518)由伺服电机(519)驱动带动分包器推头(516)将小盒烟包垛推送入其中一侧的冲填装置(52)内,推送到位后下一组烟包垛继续被推送至底板(514)处,完成检测后分包器推头(516)将烟包垛推送至另一侧的冲填装置内,如此循环往复完成小盒烟包的分垛(图9);小包冲填装置由两个伺服电机(524)驱动丝杆(522)运动,2 个伺服电机通过电子凸轮配合,将分包器推送过来的2×5 小盒烟包垛利用冲填套口(5210)与压板(528)的配合将烟包冲填入预制条盒内(图10)。

图8 小包分包及冲填装置示意图
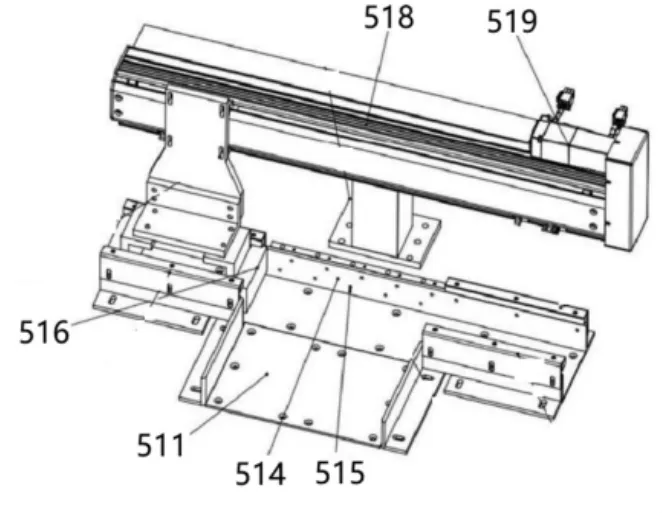
图9 分包器示意图
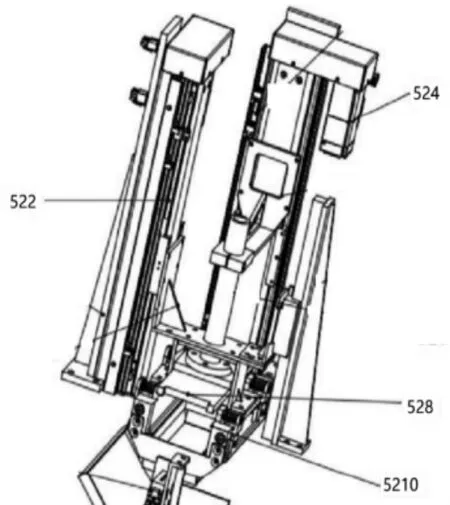
图10 冲填装置示意图
2.5 合格产品输出及封签粘贴
从12 号工位输出的合格烟条在输出皮带上进行封签粘贴,当对射式光电开关检测到烟条信号后,伺服电机驱动贴标头进行封签粘贴,后通过输送通道两侧滚轮将封签压实,输送至提升装置内将烟条提升至408 输入通道内,由FK408 完成条外透明纸的包裹及条外观检测。
3 生产线运行情况讨论
设计研发的双通道小包入预制条盒装填生产线,在生产现场完成联动调试后已正式投入生产,整线运行稳定,各功能模块生产运行匹配良好。设备投入正式生产已经一年之久,设备按照额定30 条/min 稳定运行,设备运行时间除去每个班次保养及开机准备的1.5 h,每天实际带料生产时间15.5 h,日均产能95 标箱(250 条/箱)以上,设备运行效率大于等于85%,次品率小于0.3%,产品质量符合品牌工艺质量要求。
4 结束语
设计研发的双通道小包入预制条盒装填生产线完成云烟(中支小重九)的机械化联机生产需求,相较于人工包装,效率得到了极大提升,同时,产品工艺质量也得到了保证。所设计的条盒供料装置、小包装填主线、小盒冲填装置等,也对后续其他品牌规格的设备开发有较大的参考意义。
猜你喜欢
农业技术与装备(2021年7期)2021-09-25
孩子(2021年1期)2021-01-27
印刷工业(2020年5期)2020-03-29
设备管理与维修(2019年17期)2019-10-26
设备管理与维修(2019年9期)2019-09-12
科技视界(2019年11期)2019-06-20
新少年(2017年3期)2017-03-23
儿童漫画(上)(2016年7期)2016-05-13
知识窗(2010年7期)2010-05-14
职场(2009年11期)2009-11-11