激光振镜系统参数在锂电池极耳切割中的应用研究
2024-01-27 08:12吴刘斌
现代信息科技 2023年24期
关键词:精度
摘 要:随着科技的不断发展,新能源逐渐映入人们的眼帘,中国在多个领域都取得了巨大的成就。其中,锂电池作为电池产业的一项重要技术产物,以其功率高、使用寿命长、潜在成本低、固有安全性好、环境兼容性好等特点而广受业界人士关注。针对传统锂电极耳切割存在毛刺、掉粉、露白及其切割精度不高和效率低下等问题,引入激光振镜系统,实现无接触切割。研究表明,调整振镜系统的激光功率、扫描速度、扫描频率等参数能够使极耳切割达到更高的切割精度。
关键词:极耳切割;高速振镜;精度
中图分类号:TN249;TM912 文献标识码:A 文章编号:2096-4706(2023)24-0049-04
Research on the Application of Laser Galvanometer System Parameters in the Lithium Battery Tab Cutting
WU Liubin
(Jiangnan University, Wuxi 214122, China)
Abstract: With the continuous development of technology, new energy has gradually caught people's attention, and China has achieved tremendous achievements in multiple fields. Among them, lithium batteries, as an important technological product in the battery industry, have attracted widespread attention from industry professionals due to their high power, long service life, low potential costs, good inherent safety, and good environmental compatibility. In response to the problems of burrs, powder shedding, exposure, low cutting accuracy, and low efficiency in traditional lithium battery tab cutting, a laser galvanometer system is introduced to achieve contactless cutting. Research has shown that adjusting parameters such as laser power, scanning speed, and scanning frequency of the galvanometer system can achieve higher cutting accuracy in battery tab cutting.
Keywords: tab cutting; high-speed galvanometer; accuracy
0 引 言
随着科技的不断发展,各种新能源的应用也不断涌现。风力发电、核能发电、水力发电等技术也在不断升级。锂离子电池因其具有容量大、工作电压高、工作寿命长且没有记忆效应等优点而在世界能源舞台上处于主角地位。目前,我国的动力锂电池行业尚处于初级发展阶段,需要从国外大量进口动力锂电池的关键部件,其核心的研發技术也远远落后于发达国家。
但我国学者在极耳切割领域做出了不菲的贡献。其中,吕以全、张瑞波等利用PLC对两台交流伺服驱动器的控制来驱动交流伺服电动机实现对电池极耳的切割,一个直流伺服电机用来调节横向电池组电极的长度,一个直流伺服电机用来调节横向电池组电极的切口,实现批量极耳切割;江桦锐、张松岭针对锂电极耳切割质量和效率不佳难题,建立纳秒激光切割极片的模型,研究锂电池极耳纳秒脉冲激光切割新工艺,以及根据切削形态的特点采用热影响、平面毛刺和端面毛刺的平均值来判定切削锂电池极耳的品质;李俊杰、刘宇斐等针对电池极片模切机生产的极片有毛刺进而影响电池质量的问题,设计一种基于嵌入式控制器的锂离子电池切片机,能够连续动态切割锂离子动力电池的阳极,极耳一次成型。然而,常规的机械式切割方法在电极上加工时,极耳会产生大量的毛刺、灰尘,降低电极的工作效率和工作寿命。采用激光切削技术可以大幅提升锂离子电池的使用寿命,对其切削效率和切削品质有显著的影响。对激光切削技术进行深入的探讨,并对加工过程中的各种因素进行适当调整,实现了减少毛刺、提高加工精度的目的。与常规切割不同的是,使用激光切割不仅可以提高切割准确性,还可以提高切割效率。
1 激光切割极耳机理
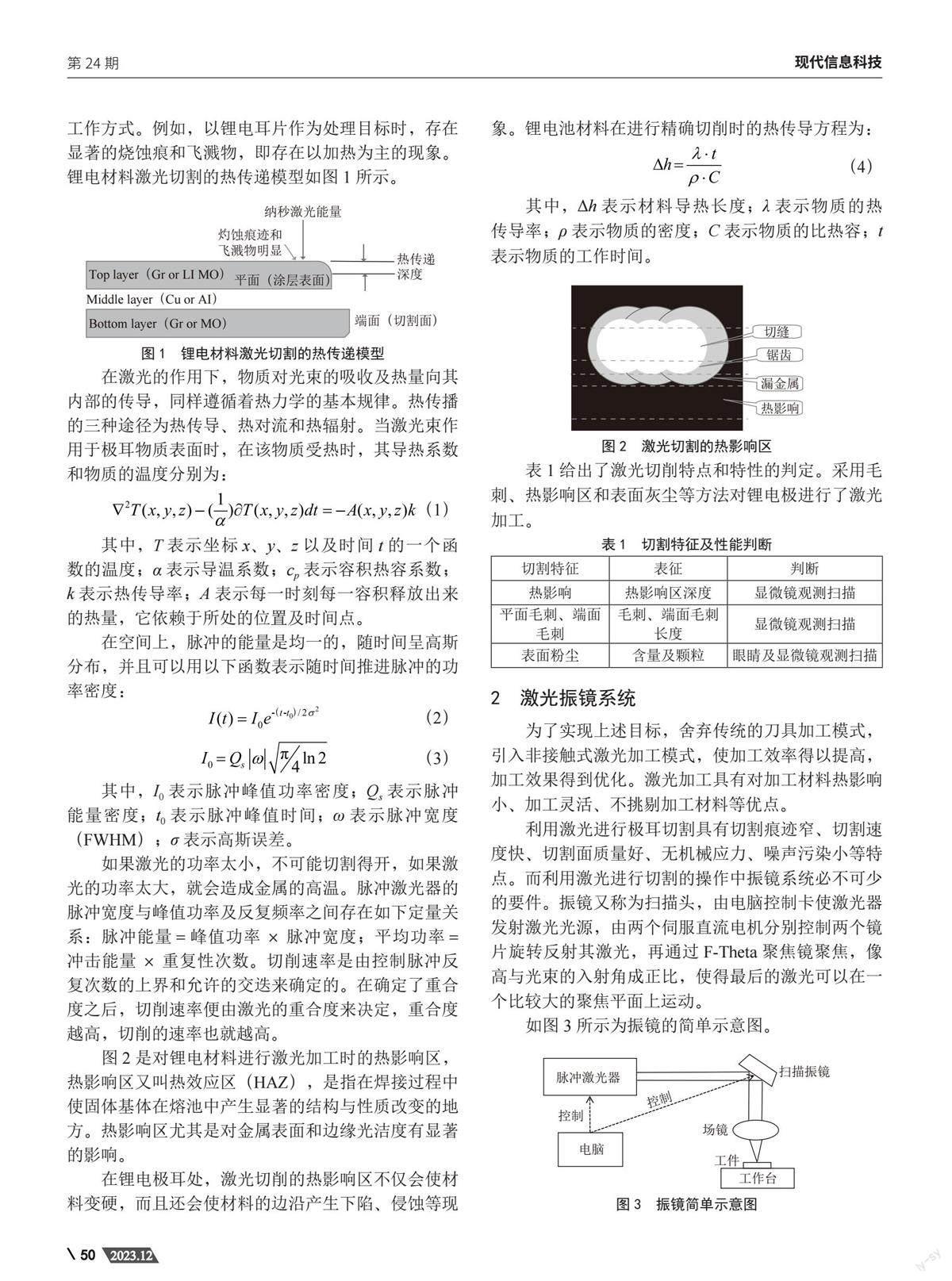
对于激光切割锂电材料,热量和光化学反应在激光切削过程中产生的影响取决于被处理的物质及激光工作方式。例如,以锂电耳片作为处理目标时,存在显著的烧蚀痕和飞溅物,即存在以加热为主的现象。锂电材料激光切割的热传递模型如图1所示。
在激光的作用下,物质对光束的吸收及热量向其内部的传导,同样遵循着热力学的基本规律。热传播的三种途径为热传导、热对流和热辐射。当激光束作用于极耳物质表面时,在该物质受热时,其导热系数和物质的温度分别为:
其中,T表示坐标x、y、z以及时间t的一个函数的温度;α表示导温系数;cp表示容积热容系数;k表示热传导率;A表示每一时刻每一容积释放出来的热量,它依赖于所处的位置及时间点。
在空间上,脉冲的能量是均一的,随时间呈高斯分布,并且可以用以下函數表示随时间推进脉冲的功率密度:
其中,I0表示脉冲峰值功率密度;Qs表示脉冲能量密度;t0表示脉冲峰值时间;ω表示脉冲宽度(FWHM);σ表示高斯误差。
如果激光的功率太小,不可能切割得开,如果激光的功率太大,就会造成金属的高温。脉冲激光器的脉冲宽度与峰值功率及反复频率之间存在如下定量关系:脉冲能量=峰值功率×脉冲宽度;平均功率=冲击能量×重复性次数。切削速率是由控制脉冲反复次数的上界和允许的交迭来确定的。在确定了重合度之后,切削速率便由激光的重合度来决定,重合度越高,切削的速率也就越高。
图2是对锂电材料进行激光加工时的热影响区,热影响区又叫热效应区(HAZ),是指在焊接过程中使固体基体在熔池中产生显著的结构与性质改变的地方。热影响区尤其是对金属表面和边缘光洁度有显著的影响。
在锂电极耳处,激光切削的热影响区不仅会使材料变硬,而且还会使材料的边沿产生下陷、侵蚀等现象。锂电池材料在进行精确切削时的热传导方程为:
其中,Δh表示材料导热长度;λ表示物质的热传导率;ρ表示物质的密度;C表示物质的比热容;t表示物质的工作时间。
表1给出了激光切削特点和特性的判定。采用毛刺、热影响区和表面灰尘等方法对锂电极进行了激光加工。
2 激光振镜系统
为了实现上述目标,舍弃传统的刀具加工模式,引入非接触式激光加工模式,使加工效率得以提高,加工效果得到优化。激光加工具有对加工材料热影响小、加工灵活、不挑剔加工材料等优点。
利用激光进行极耳切割具有切割痕迹窄、切割速度快、切割面质量好、无机械应力、噪声污染小等特点。而利用激光进行切割的操作中振镜系统必不可少的要件。振镜又称为扫描头,由电脑控制卡使激光器发射激光光源,由两个伺服直流电机分别控制两个镜片旋转反射其激光,再通过F-Theta聚焦镜聚焦,像高与光束的入射角成正比,使得最后的激光可以在一个比较大的聚焦平面上运动。
如图3所示为振镜的简单示意图。
3 实验方案及实验材料
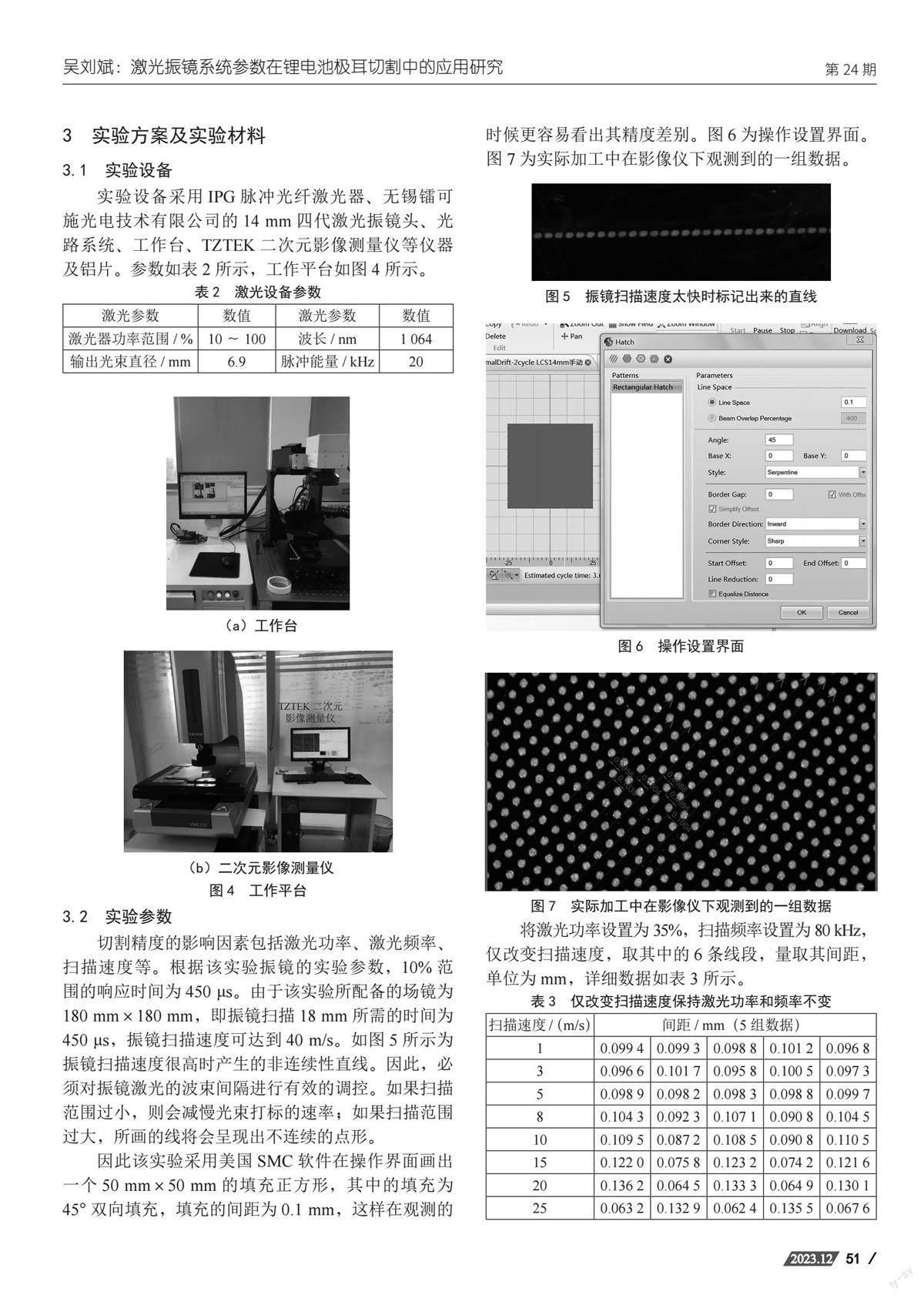
3.1 实验设备
实验设备采用IPG脉冲光纤激光器、无锡镭可施光电技术有限公司的14 mm四代激光振镜头、光路系统、工作台、TZTEK二次元影像测量仪等仪器及铝片。参数如表2所示,工作平台如图4所示。
3.2 实验参数
切割精度的影响因素包括激光功率、激光频率、扫描速度等。根据该实验振镜的实验参数,10%范围的响应时间为450 μs。由于该实验所配备的场镜为180 mm×180 mm,即振镜扫描18 mm所需的时间为450 μs,振镜扫描速度可达到40 m/s。如图5所示为振镜扫描速度很高时产生的非连续性直线。因此,必须对振镜激光的波束间隔进行有效的调控。如果扫描范围过小,则会减慢光束打标的速率;如果扫描范围过大,所画的线将会呈现出不连续的点形。
因此该实验采用美国SMC软件在操作界面画出一个50 mm×50 mm的填充正方形,其中的填充为45°双向填充,填充的间距为0.1 mm,这样在观测的时候更容易看出其精度差别。图6为操作设置界面。图7为实际加工中在影像仪下观测到的一组数据。
将激光功率设置为35%,扫描频率设置为80 kHz,仅改变扫描速度,取其中的6条线段,量取其间距,单位为mm,详细数据如表3所示。
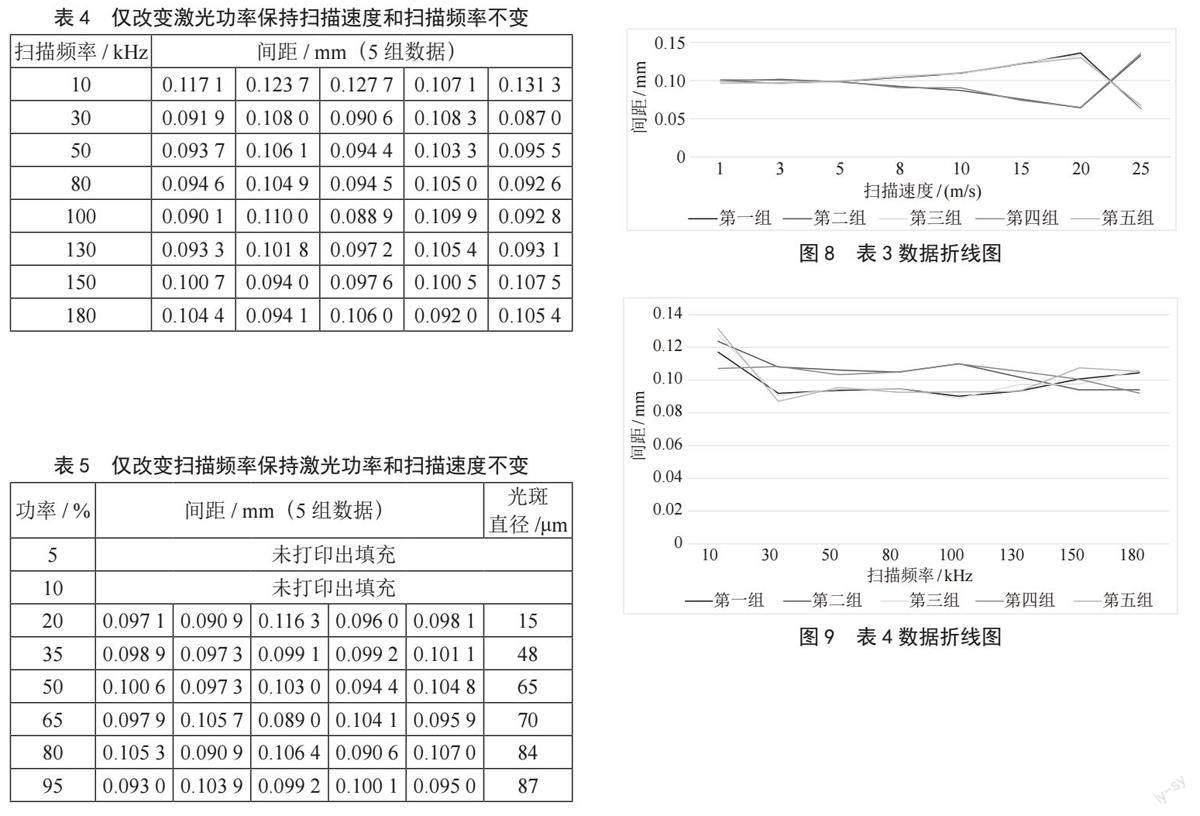
将激光功率设置为35%,扫描速度设置为5 m/s,仅改变扫描频率,取其中的6条线段,量取其间距,单位为mm,详细数据如表4所示。
将扫描速度设置为5 m/s,扫描频率设置为80 kHz,仅改变激光功率,取其中的6条线段,量取其间距,单位为mm,详细数据如表5所示。
将表3和表4的数据制作成折线图,便于分析数据,分别如图8、图9所示。
4 结 论
该实验控制两项因素,改变其中一项因素分别得到5组实验数据。保持激光功率和频率不变,仅改变其扫描速度时,速度越慢,扫描的精度越高,当到达一个临界点即8 m/s时,精度逐渐下降。保持扫描速度和扫描频率不变,仅改变其激光功率时,由一开始比较差的精度逐步上升,当到达一个临界点即80 kHz时,精度逐渐下降,呈现出一个波峰状。保持激光功率和扫描速度不变,仅改变其扫描频率时,由于一开始的功率不够无法扫描出填充,直至增加到20%后,才能慢慢扫描出填充,激光功率对扫描精度的影响不大,主要影响的是光斑的大小,激光功率越大,光斑越大。因此,采用激光振镜系统进行极耳切割,改变激光扫描频率和扫描速度,同时控制激光功率将光斑的大小控制在一个合适的大小,能够在提高极耳切割精度的同时,使传统机械模切导致的毛刺粉尘问题也得以解决。
参考文献:
[1] 邓永丽,李庆,黄学杰.锂离子动力电池极片的激光切割分析 [J].中国光学,2018,11(6):974-982.
[2] 晏一菓.纳秒激光切割锂离子电池负极极片的切缝特征研究 [D].长沙:湖南大学,2020.
[3] 晏一菓,阳如坤,李建相,等.激光切割锂电池负极极片复合材料的数值模拟 [J].激光技术,2019,43(6):773-778.
[4] 李建相.锂离子电池负极材料超快激光切割工艺研究 [D].长沙:湖南大学,2020.
[5] 万辉,晏强,余联庆,等.脉冲激光直线高速态标刻性能研究 [J].激光与红外,2018,48(2):177-181.
[6] 周叶飞.高速高精度激光标记控制系统研究 [D].武汉:华中科技大学,2014.
[7] GU B. Latest Development in Chip Scale Package Laser Marking and Micro Laser Marking [C]//.IEEE/CPMT/SEMI 29th International Electronics Manufacturing Technology Symposium. San Jose:IEEE,2004:144–146.
[8] GOEKHAN D A,BARBARA P. Remote cutting of Li-ion battery electrodes with infrared and green ns-pulsed fibre lasers [J]. The International Journal of Advanced Manufacturing Technology,2014,75(9-12):1557-1568.
作者简介:吴刘斌(1995.10—),男,汉族,江苏无锡人,硕士研究生在读,研究方向:电力电子与电气传动。
猜你喜欢
一重技术(2021年5期)2022-01-18
中学生数理化·八年级物理人教版(2019年9期)2019-11-25
中学生数理化·八年级物理人教版(2019年12期)2019-05-21
电子制作(2018年11期)2018-08-04
水利规划与设计(2018年1期)2018-01-31
湖南城市学院学报(自然科学版)(2016年2期)2016-12-01
测绘科学与工程(2016年5期)2016-04-17
制造技术与机床(2015年10期)2015-04-09
深圳大学学报(理工版)(2015年5期)2015-02-28
电子设计工程(2015年3期)2015-02-27