对工程机械覆盖件焊接外观面焊印消除的研究
2024-03-18 06:06杨东山黄小婉
中国设备工程 2024年5期
杨东山,黄小婉
(广西威翔机械有限公司,广西 柳州 545000)
目前,工程机械行业,客户对覆盖件的外观要求越来越高,目前的结构,焊接变形产生的焊印无法有效的解决。工程机械覆盖件外观面上的焊印消除是本文研究的重点。工程机械覆盖件上,常见的材质是Q235 钢,Q235 钢是一种常见的普通碳素结构钢,因其具有较好的强度、韧塑性和焊接性,被广泛用于工程机械、石油、化工、电力、造船、轨道交通、汽车和军工等国民经济重要行业。其中工程机械行业中Q235 钢是常用材料之一,主要用于工程机械的覆盖件中,如装载机驾驶室、机罩等覆盖件就大量使用Q235 钢。各种不同板厚规格的Q235 钢在工程机械覆盖件中均有应用,其中常见的材料厚度为1.5~3mm。
焊接是生产制造工程机械结构件的最重要连接方式之一,目前使用的焊接方法主要为电弧焊,包括熔化极惰性气体保护焊(MAG)和CO2气体保护焊。但是对于Q235 钢薄板,由于对热输入比较敏感,传统弧焊容易产生焊接变形和焊接缺陷等问题,影响了焊接接头质量。而激光焊因具有高能量密度、热输入小、低变形、热影响区小、高焊接效率等优点,特别适合各类金属材料薄板的精密和自动化焊接。
为了减少焊接带来的焊接变形产生的焊印影响,工程机械覆盖件开始运用钣金粘接胶。以粘接胶代替CO2气体保护焊或者部分代替CO2气体保护焊,使钣金粘接胶在工程机械行业覆盖件产品上有了广泛运用,因此,本文针对工程机械覆盖件运用激光焊接和CO2气体保护焊,钣金粘接胶的综合运用,进行对比分析,有助于扩大激光焊,钣金焊接胶的应用范围,提高工程机械焊接质量,为激光焊,钣金粘接胶在工程机械覆盖件生产制造中的推广应用,有效的消除外观焊印问题。
1 激光焊接与CO2 气体保护焊的研究分析
试验所用材料为工程机械覆盖件实际生产用到钢材,Q235 钢材,相同的试片运用激光焊接和CO2气体保护焊2 种焊接形式。
图1 分为Q235 钢薄板激光焊和CO2气体保护焊接头焊缝表面成形情况。从图1(a)可以看出激光焊焊缝成形及熔合良好,过渡光滑平整,无明显的鱼鳞纹,正面焊缝宽度为3mm,背面宽度仅为2mm,未发明显的焊接缺陷,焊接变形小。从图1(b)可以看出CO2气体保护焊正面焊缝成形及熔合良好,有明显的鱼鳞纹,焊缝与母材过渡良好,未发现明显焊接缺陷,焊缝宽度为6mm;背面焊缝成形没有正面美观,焊缝整体连续但不均匀,焊缝宽度为3mm,未发现明显的焊缝缺陷,但焊缝的钣金位置焊接变形比较明显。
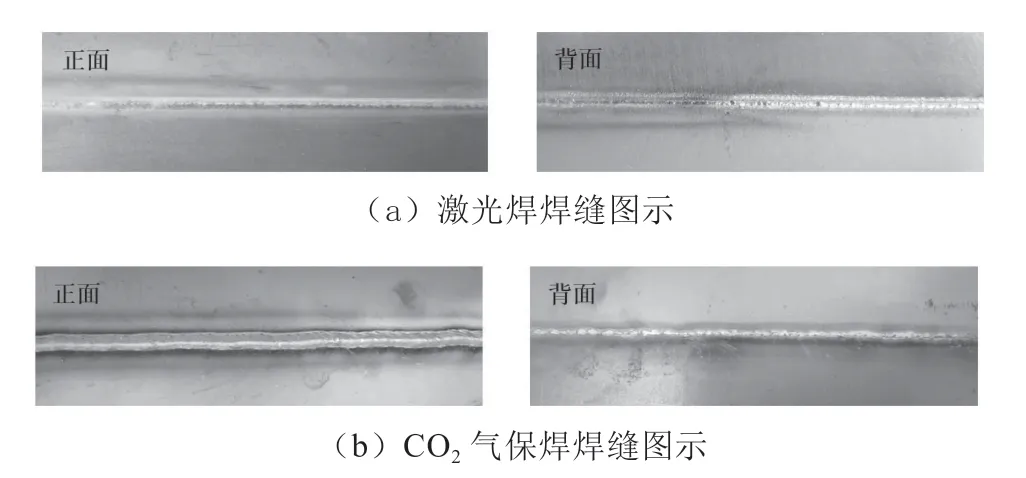
图1 Q235 钢薄板件2 种接头焊缝形貌
图2 为Q235 钢薄板激光焊和CO2气体保护焊接头在体视显微镜的整体宏观形貌。从图2(a)可以看出激光焊接头正反两面均已焊透,焊缝余高不明显。从图2(b)可以发现CO2气体保护焊接头正反两面均有明显的余高,余高与母材过渡良好。2 种接头焊缝均无裂纹、气孔和夹渣等焊接缺陷,焊接接头由焊缝区、热影响区(又分为3 个亚区,包括粗晶区、细晶区和部分相变区)和母材区组成。
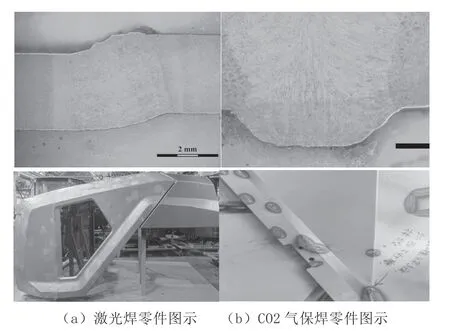
图2 Q235 钢薄板件2 种接头体视宏观形貌图示
从图2 的实物图片可以看到出,激光焊接焊缝均匀,零件表面收缩小,焊印不明显,用手触摸没有明显的凹凸感,外观质量好,客户能够接受;CO2气体保护焊焊缝不均匀,背面零件表面凸出,焊印明显,用手触摸,凹凸感明显。焊接后零件的外表面无法满足客户对外观质量的要求。
本文以主要研究工程机械覆盖件Q235 钢薄板激光焊和CO2气体保护焊2 种形式在覆盖件外观面上的焊印(外观质量)研究,其他力学性能研究已在其他相关论文中详细介绍。以上对比分析可以看到激光焊的热输入较小,宏观形貌小,所以激光焊接的变形小于CO2气体保护焊。激光焊接在解决焊接变形、焊印上可以推广运用。
2 钣金结构粘接胶与CO2 气体保护焊的研究分析
胶粘剂是一种具有粘接功能的材料,广泛应用于工业生产和日常生活中。而金属胶则是一种特殊的胶粘剂,它具有粘接金属材料的特殊性能。金属胶的粘接原理主要包括物理吸附、化学反应和金属表面活性等方面。
物理吸附是金属胶粘原理的一种重要方式。物理吸附是指胶粘剂分子与金属表面之间的吸引力,它是一种相对较弱的力量。在金属胶粘过程中,胶粘剂分子与金属表面产生相互作用,通过分子间的吸引力将两者粘接在一起。这种吸引力是由于胶粘剂分子与金属表面之间的静电、范德华力等力量引起的。物理吸附的特点是粘接强度较低,但粘接面积大,粘接的过程要注意物料表面的油污等清洁度问题。
化学反应是金属胶粘原理的另一种重要方式。化学反应是指胶粘剂分子与金属表面之间的化学键结合,形成牢固的粘接。在金属胶粘过程中,胶粘剂分子与金属表面发生化学反应,形成新的化学键。这种化学键的形成使得金属胶具有较高的粘接强度和耐久性。化学反应的特点是粘接强度高,但粘接面积相对较小。
金属表面活性是金属胶粘原理的另一个重要方面。金属表面活性指的是金属表面分子的能量状态和反应性能。金属表面活性的大小直接影响着金属胶粘剂与金属表面的相互作用。金属表面活性越高,胶粘剂分子与金属表面的相互作用越强,粘接强度越高。
工程机械覆盖件冲压件钣金之间采用钣金粘接胶,目的是为了消除焊接带来的焊接变形影响。图3 是工程机械覆盖件机罩产品上运用钣金结构粘接胶的案例。图3(a)为工程机械装载机覆盖件产品,在装载机整车上外露,对顾客的视觉冲击力大,所以客户对外观质量提出了较高的要求。在生产制造过程,当前工艺为比较原始的CO2气体保护焊,但是CO2气体保护焊的焊接变形比较大,在外面上产生了明显的凹凸焊印。为了减少外观面的焊印带来的视觉冲击效果,图3(b)运用钣金结构粘接胶连接覆盖件(机罩)外壳与内部钣金加强筋,内部的加强筋专门设计了打胶槽,打胶槽是为了方便打胶设计的,工艺槽可以控制打胶的连续性和打胶量,确保需要结合的钣金之间有适量的胶量。钣金之间打胶之后,零件得到了固定,并采用激光焊接代替CO2气体保护焊,按照设计的工艺在内部加强筋边沿采用激光焊接,激光焊接保证了钣金之间的连接强度(工程机械工况比较恶劣,激光焊接是为了增加强度),钣金粘接胶的使用保证了工程机械覆盖件的外观质量。
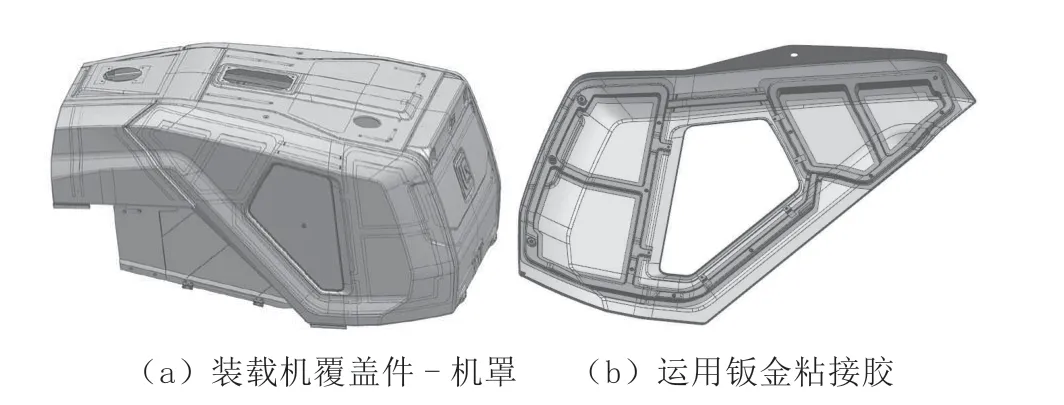
图3 钣金结构粘接胶在工程机械覆盖件中的运用
当前工程机械覆盖件薄板件的连接方式,通过不断工艺创新,进行多种工艺验证。最后采用钣金结构粘接胶和激光焊接混合的工艺方式。该连接形式的产品顺利通过了震动试验,满足工程机械覆盖件结构强度的质量要求。同时有效地解决客户对工程机械覆盖件外观质量的要求,可以推广应用。
3 结语
本文以工程机械覆盖件零件为载体,Q235 钢薄板件产品利用激光焊和CO2气体保护焊接,冲压件钣金结构胶粘接为研究对象,对几种连接方式在装载机覆盖件产品中的外观质量的影响进行了对比分析,得到以下结论:
(1)焊接过程中的局部热输入不均匀是产生焊接残余应力的关键性因素,冷却后焊接接头中残余的塑性压缩应变的大小决定了残余应力值的大小。激光焊接和CO2气保焊焊接接头的焊接残余应力分布趋势相同,热输入越大,接头各区温度分布越不均匀,温差越大,残余拉应力峰值越大。CO2气体保护焊时热输入量比激光焊大,焊缝及近缝区高温停留时间长,焊缝金属及热影响区母材塑性压缩效应高,冷却后就产生了较大的残余拉应力;而激光焊能量比较集中,加热时间短,热输入较低,受热区域窄,母材的塑性压缩效应低,所以冷却后残余拉应力峰值就比CO2气保焊接头要低,所以零件表面产生的变形量小,也就是焊印小,能够有效解决装载机覆盖件产品对外观质量的要求,激光焊机可以运用在对外观质量要求较高的产品上,如机罩、驾驶室等工程机械覆盖件产品。
(2)工程机械覆盖件产品的覆盖件冲压件与内部加强筋之间的连接方式,由于CO2气保焊产生的热量大,焊接凹凸,焊印明显。改变传统的CO2气保焊方式,采用钣金结构粘接胶,通过粘接胶连接,可以完全避免因为焊接带来的零件表面质量缺陷。适用于工程机械覆盖件的薄板件冲压件之间的连接。
(3)工程机械工作环境比较恶劣,由传统的全部CO2气保焊改变为采用激光焊接与钣金结构粘接胶相结合使用的形式,可以有效解决工程机械覆盖件零件连接强度和表面焊印问题。
猜你喜欢
中国应急管理科学(2022年1期)2022-04-18
数学物理学报(2021年3期)2021-07-19
重型机械(2020年2期)2020-07-24
天津造纸(2016年1期)2017-01-15
国际木业(2016年9期)2017-01-15
国际木业(2016年6期)2016-02-28
焊接(2016年5期)2016-02-27
出版与印刷(2015年3期)2015-12-19
焊接(2015年10期)2015-07-18
创业家(2015年2期)2015-02-27