船舶柴油机主轴承同轴度的CMOS测量方法
2007-01-28 08:11
船海工程 2007年6期
(江苏海事职业技术学院 轮机工程系,南京 211170)
在机座上装配主轴承和曲轴是柴油机装配过程中的一个重要工序。因为曲轴是其它运动部件装配的基础,曲轴装配的精度,对活塞连杆运动部件的工作有直接的影响。同时,曲轴受力情况复杂,若装配精度达不到要求,会严重影响使用寿命。曲轴轴线挠度过大,运转时产生很大的附加弯曲应力,会导致出现裂纹甚至有折断的危险。曲轴的正确轴线位置是依靠各轴承的正确装配来达到的,因此船舶柴油机曲轴和轴承同轴度的测量是大中型船舶柴油机制造中的一个技术关键。在机座上装配主轴承时,要检查机座主轴承孔轴线的同轴度,根据《钢制船舶建造规范》,对长2~4 m的机座其轴孔同轴度应小于0.08 mm[1]。作为高精密测量,相应的同轴度的测量精度需要达到0.03 mm以上,对于跨度2~4 m的支承孔系,这是一个很高的要求。
传统的大型柴油机曲轴同轴度测量通常使用的“拉钢丝”和“上假轴”找中建立测量基线方法[2],耗工费时且精度较低,不能满足现代船舶制造的要求;基于几何光学成像原理的测微准直望远镜方法[3],随着测量距离的增加,成像质量下降;在操作过程中不同距离上的不同孔中心测量需要多次调焦,镜筒间隙引入的光轴偏差使得测量基线产生随机的方向变化,影响测量精度。激光束具有良好的方向性而且亮度高,用做大跨距的测量基线可以满足要求。近年来半导体激光器和带尾纤的半导体激光器不仅价格下降很多而且寿命和出射光方向飘移可以达到0.5弧秒以下[4],为在中型以上船舶柴油机曲轴主轴承同轴度测量中应用激光光束提供了很好的物质基础。激光准直用于大型机械零部件孔同轴度测量已提出的方法有三点法、对称光束法、光纤法[5]和CCD图像传感器法[6]。近年来CMOS图像传感器发展很快,它采用0.2 μm硅平面工艺将光敏元件、放大器、A/D转换器、存储器甚至数字信号处理器和计算机接口电路集成在一块硅片上,在多数应用领域性能已超过CCD图像传感器,而价格比CCD图像传感器便宜得多[7]。本文提出测量基线为带单模尾纤的准直半导体激光,同时用CMOS面阵图像传感器与旋转电感量头确定轴孔中心位置的新方法。
1 测量原理
船舶柴油机主轴承同轴度的测量系统由用做测量基线的光源即带单模尾纤的准直半导体激光、包括CMOS面阵图像传感器与旋转电感量头的轴孔中心位置传感器组成,见图1。
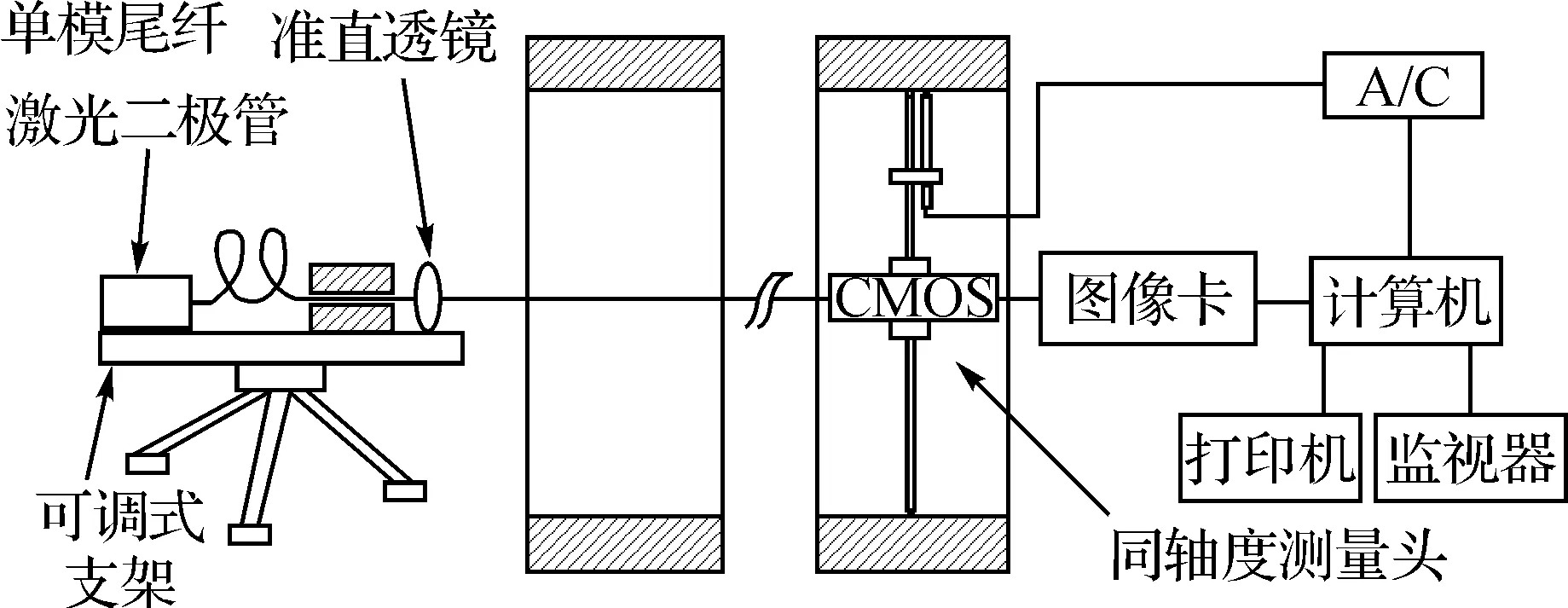
图1 船舶柴油机轴承孔同轴度的测量系
带单模尾纤的准直半导体激光及其准直系统置于三脚支架云台上,其输出光束可以在四个自由度方向上调整,以使其出射光方位角、俯仰角、出射点高度和前后位置满足测量要求,建立测量系统需要的大跨距的测量基线。
2 数学模型
根据上述原理,建立右手坐标系见图2。

图2 测量坐标系及同轴度评定最小二乘拟合基准线示意
(1)
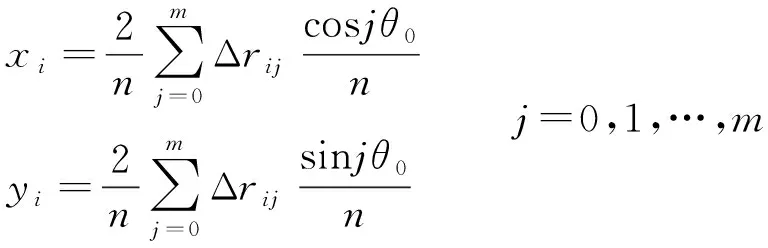
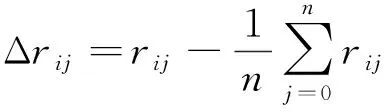
一般地说,由被测截面上相应内孔壁的极坐标(rij,θij),计算该截面上内孔壁圆心对于回转中心的偏离量(xi,yi)用最小二乘圆进行拟合。为了简化拟合计算,采用在圆周上等分采样n次,以x轴为极坐标中θ角的起始点,有nθ0=360°,式中θ0为沿圆周的采样步距。从而最小二乘拟合出的圆心坐标为:
(2)
(3)
式中:l,h——CMOS传感器上像素的长度和高度;
M、N——CMOS传感器上在长度和高度方向上的像素总数。
由(1)、(2)、(3)式计算出所有imin=4k~5k个截面上内孔中心位置(Xi,Yi,Zi)后,用最小二乘法拟合同轴度测量基准中心线。假设拟合出的测量基准中心线通过(X0,Y0,0)和(XL,YL,ZL)两点,该中心线可以表示为:
(4)
编号为i的一个截面上上测量出的内孔中心位置(Xi,Yi,Zi)与相应该截面与拟合出的同轴度测量基准中心线之间距离为:

(5)
所有imin=4k~5k个截面上测量出的内孔中心位置与同轴度测量基准中心线之间距离的平方和为:
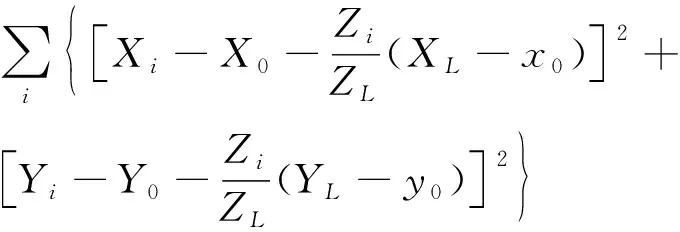
(6)
以上式为目标函数,用最小二乘法可得到使得D2达到最小值的参数X0、Y0、XL、YL、ZL。尽管di并不是由测量出的内孔中心位置与同轴度测量基准中心线之间的距离,但是由于拟合出的中心线与z轴夹角接近于零,其近似误差完全可以忽略不计。
之后,即可根据式(5)计算出每个测量面上的内孔中心位置对测量基准线的偏离量di的实际值,根据定义[10]其最大值的二倍就是该孔系的同轴度误差
Ec=2max{di}
(7)
严格讲,同轴度应该用最小包容原则来评定,但是作为一种非线性的Minimax(极大极小)问题,求解的过程十分繁杂[11]。尽管最小二乘法在理论上是其近似,由于拟合出的中心线与z轴夹角接近于零,这是一个精度很高的近似,而且计算简便,适用于现场测量与装配的需要,因此这里采用最小二乘法来进行计算。
3 实验结果与讨论
按照图1建立好测量系统后,首先对激光光束的方向稳定性进行的实验检查。激光开启1.5 h后,在距离激光输出光瞳6 m远处设置接收光屏,并使光斑垂直照射到位于屏幕中心的CMOS接收器上,按照式(3)计算光斑中心的位置。在1.0 h期间多次测量取得的平均光斑位置的标准差σx、σy均小于3.3 μm,对应3σ值为10 μm。因此,激光准直基准线的方向稳定性为2.33×10-6rad。
实验中取k=2,即对两个孔进行同轴度测量,两孔间距取3 m,每孔直径为300 mm,每个孔均测量5个截面。进行了18次测量,并按照上节的方法计算出每次测量所得到的同轴度,所测的结果见表1。
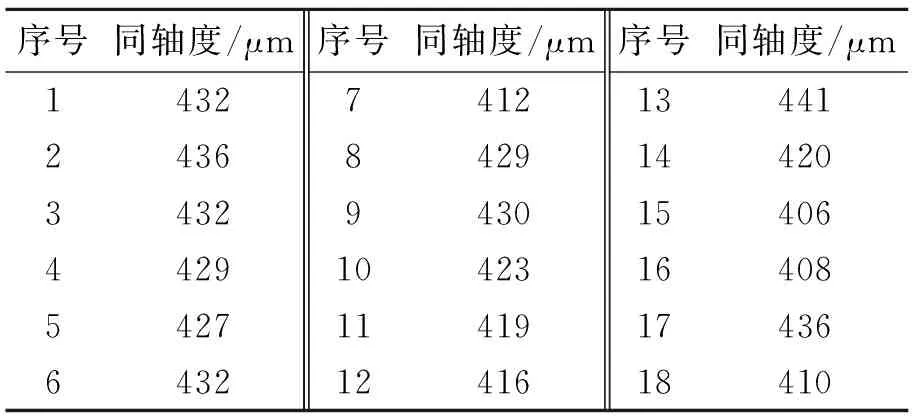
表1 两孔同轴度测量结果
表1中同轴度的平均值为424 μm,标准差为σ=10.9 μm,取极限误差为2σ=22 μm,则被测同轴度为(424±22)μm。完全可以满足一般大中型船泊主机主轴和推进器支承孔同轴度的测量精度要求。
测量要求满足CMOS面阵图像传感器的中心与旋转电感量头的回转中心相重合的条件。由于这个重合误差是个系统误差,只要每个截面测量时CMOS面阵图像传感器的坐标与旋转电感量头的回转坐标的方向,即图2中的Y轴始终保持垂直于水平面,对用最小二乘法拟合出的同轴度测量基准中心线就基本没有影响,因而对于同轴度的测量精度基本没有影响。
4 结论
本文提出的测量方法中用准直激光束作为测量基准线,而激光束是经过单模光纤输出的,光束发射方向由于半导体激光器的温飘引起的随机改变不复存在。实验证明,用带尾纤的半导体激光使得激光束的方向稳定性可以达到1.0 h内最大变化小于2.33×10-6rad,实际由于测量方法的自动化,测量用的时间大大小于1.0 h,因而实际稳定性还要优于0.5 rad。这为大间距的大孔同心度的高精度测量提供的基础。
实验结果的极限误差仅为2σ=22 μm,已完全可以满足一般大中型船舶曲轴轴承孔同轴度的测量精度要求,因此上述方法是可行的。
鉴于目前该系统中采用的几种高技术元器件的市场价格都已经下降到相当便宜的程度,该方法也是十分经济合理的。应该看到,该技术对于船舶动力装置轴系同轴度的测量和安装同样适用,并对其它重型机电设备生产企业中大型机械和电力设备大型轴孔的同轴度检测和大型轴系的安装也有着有良好的应用前景。
[1] 吴中强.船机制造技术[M].北京:人民交通出版社,2007.
[2] 许宝森.船舶动力装置安装工艺[M].北京:人民交通出版社,2007.
[3] 测微准直望远镜校准规范JJF1077-2002[M].北京:中国计量出版社,2002.
[4] 江剑平.半导体激光器[M].北京:电子工业出版社,2000.
[5] Qun Hao, Rong Liang, Mang Cao.Application of laser diode alignment in measuring large-scale perpendicularity and parallelism [J].Proc.SPIE, 1996,2889:1-5.
[6] Lu Nai-guang, Den Wen-yi, Yan Bi-xi.Laser alignment system used for coaxiality measurement of large scale holes[J].Proc.SPIE, 2000,4222:383-386.
[7] 王庆友.图像传感器应用技术[M].北京:电子工业出版社,2003.
[8] 赫克特.光纤光学[M].贾东方,译.北京:人民币邮电出版社,2004.
[9] 廖延彪.光纤光学[M].北京:清华大学出版社,2000.
[10] 李 柱.互换性与技术测量技术基础[M].北京:中国计量出版社,1984.
[11] 熊有伦.精密测量的数学方法[M].北京:中国计量出版社,1989.
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
水电站机电技术(2022年4期)2022-04-18
机械工程师(2022年1期)2022-01-22
家庭影院技术(2021年3期)2021-05-21
消费导刊(2020年21期)2020-06-30
家庭影院技术(2020年1期)2020-06-24
装备制造技术(2019年12期)2019-12-25
动漫界·幼教365(小班)(2019年10期)2019-10-28
中国水运(2015年1期)2015-02-02
客车技术与研究(2014年1期)2014-03-20