
单片机控制步进电机
2009-01-20 02:30张秋妍
职业·下旬 2009年7期
张秋妍
电机的定位精度、速度/加速度是位置控制中最常见的参数。其中定位精度是一个非常重要的参数,它将直接影响到测量设备的测量精度、设备及人身的安全等。位置控制不好就可能给生产安全、产品质量和产量等带来一系列问题。因此设计一个低成本、使用方便的位置控制器是很有必要的。
位置控制是自动化控制中一个基本控制单元,设备精度的要求越来越高,器件及加工件越来越小,对位置的定位精度的要求也越来越高,原来的直流电机、交流电机也已不能满足设备的要求,应在许多位置控制方面采用更高精度的步进电机、伺服电机去替换原先的直流电机及交流电机。虽然现在大部分的PLC都具有位置控制(脉冲输出)功能,但使用起来很不方便,当要更改某些位置参数时,要么借助于个人PC或编程器去更改PLC内存中的位置参数信息,要么增加触摸屏去更改PLC内存中的位置参数信息,以更改电机的位置参数,这样会增加设备使用的复杂性,同时也会增加设备的成本。为了方便使用设备、降低成本,笔者采用单片机及LCD显示技术设计了一块单轴运动控制板,该控制器可手动设置位置参数及按照设计的运动轨迹自动运行、具有LCD显示、专用的电机限位接口、通用I/O、串行通讯接口,可满足大部分设备的要求。下面谈谈该步进电机运动控制板。
一、主要功能
可手动设定位置参数。
有LCD显示。
有专用及通用I/O。可扩展串行通讯,实现上位PC控制。
二、控制器系统结构框图

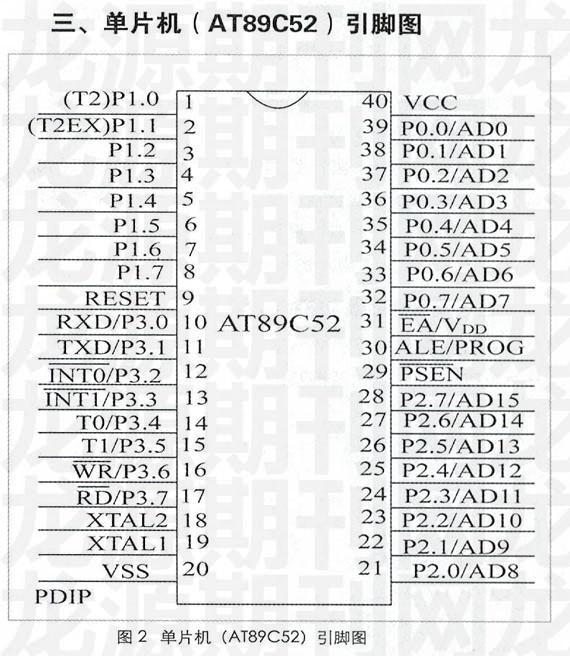
AT89C52是一个低电压,高性能CMOS 8位单片机,片内含8k bytes的可反复擦写的Flash只读程序存储器和256 bytes的随机存取数据存储器(RAM),器件采用ATMEL公司的高密度、非易失性存储技术生产,兼容标准MCS-51指令系统,片内置通用8位中央处理器和Flash存储单元,功能强大的AT89C52单片机可提供许多较复杂系统控制应用场合。
AT89C52有40个引脚,32个外部双向输入∕输出(I/O)端口,同时内含2个外中断口,3个16位可编程定时计数器,2个全双工串行通信口,2个读写口线,AT89C52可以按照常规方法编程,也可以在线编程。将通用的微处理器和Flash存储器结合在一起,特别是可反复擦写的Flash存储器可有效地降低开发成本。
主要功能特性包括:与MCS-51产品指令和引脚完全兼容;8k可反复擦写(>1000次)Flash ROM;3个16位可编程定时/计数器;时钟频率0-24MHz;256×8bit内部RAM;8个外部中断源;32个可编程I/O口,可直接驱动LED;低功耗空闲和掉电功能;可编程UARL通道;软件设置睡眠和唤醒功能。
四、LED显示模块(NT-1624A)图

此控制器采用的LCD显示模块为2×16的字符型显示模块,由单片机直接驱动。当选中该LCD模块工作时,写入要显示数据的地址,再在数据总线上写入需要显示的数据后,即可在LCD模块上显示需要显示的字符。在更新屏幕时需先清除屏幕,否则当更新的屏幕显示的字符少于上次显示的字符时,上次显示的部分字符会不能清除。
五、串行通讯功能(MAX232E)
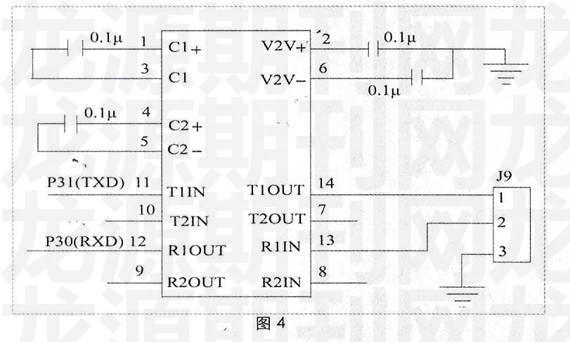
系统扩展一块两通道的串行通讯芯片MAX232E,用来与上位PC通讯,发送数据及返回状态。
引脚功能:
数据发送(T1IN)。 用于向上位PC发送数据。
数据接收(R1OUT)。用于接收上位PC发送过来的数据。
六、I/O定义及其工作原理
1.I/O定义
本单轴运动控制器采用ATMEL公司生产的AT89C52单片机控制,该单片机有32个可编程I/O接口,该单轴运动控制板应用在某公司生产的单轴点胶机上,这些I/O接口在单轴点胶机中作用定义如下。
(1)LCD显示模块接口。
P00~P07:用作LCD显示模块数据总线接口。
P20~P22:用作LCD显示模块操作接口。
(2)通用输入接口。
P10~P13:用作按钮输入接口。
P10:GO_UP键;P11:GO_DOWN键;P12:SHIFT键;P13:ENTER键。
P14~P17:用作外部通用输入接口。
P14:点胶头下位;P15:点胶头上位。P16、P17:备用。
(3)通用输出接口。
P24~P27:用作外部通用输出接口。
P27:点胶头上、下;P15:点胶阀打开、关闭。P16、P17:备用。
(4)专用输入输出接口。
P32、P33:用作步进电机的限位输入。
P33、P34:用作步进电机的脉冲及方向输出。
2.工作原理
该单轴运动控制板应用在某公司生产的单轴点胶机上,具体工作原理是:当控制板上电后,系统初始化,LCD显示欢迎界面:“COLIBRIWELCOME”延时1秒后,系统显示:“POSITIONSET”系统进入点胶位置设置界面,用户可按LCD显示的提示位置参数的设定。在位置设置期间按SHIFT键可进行大小步切换;按GO_UP键电机正走一步(大步时步进电机走50步,小步时步进电机走5步);按GO_DOWN键电机反走一步(大步时步进电机走50步,小步时步进电机走5步);长按ENTER键保存位置参数并进入下一位置参数设定。当完成所有的位置参数后系统显示:“POSITIONSETFINISH”延时1秒后,系统显示:“SYSTEMGOHOME”系统复位,步进电机复位,所有通用输出关闭,复位完成后,系统显示待机界面: “READY PRESSSTART” 此时,长按ENTER键进入位置参数设置操作,可按上面的方法完成位置参数设置。当完成位置参数设置后,系统又回到待机界面。若短按ENTER键则运行客户程序执行点胶动作。当进入点胶程序后,系统显示:“MOVE TO POS-1”步进电机移动到第一个点胶位置,电机到位后系统显示:“OPEN OUT-1”点胶头下(打开通用输出1),等待点胶头到下位(等待通用输入1为ON),延时0.5S,系统显示:“OPEN OUT-2”打开点胶阀(打开通用输出2),开始点胶,延时0.5S,系统显示:“CLOSE OUT-2”关闭点胶阀(关闭通用输出2),延时0.5S,系统显示:“CLOSE OUT-1”点胶头回上位(关闭输出1),等待点胶头到上位(等待通用输入2为ON),完成一个位置的点胶。以后位置的点胶同第一个位置的点胶,即移动到下一个位置,点胶头下,等待点胶头到下位,延时0.5S,打开点胶阀,延时0.5S,关闭点胶阀,延时0.5S,点胶头上,等待点胶头回上位。当所有位置都点完后,步进电机回复位,完成一次点胶循环,系统回到待机界面。
该单轴运动控制板的设计,解决了某公司在一些设备对位置要求比较精确的场所,采用PLC控制操作不方便且成本高的问题,现已应用在该公司一些生产设备上,如简易的单轴点胶机,模具控制器,IC测量机等设备上,降低了成本,提高了某公司产品的竞争力。但同时也存在着不足的一面,例如,只能控制单个步进电机;通用I/O较少,限制了控制器的功能等。不过,笔者相信通过自己的努力,这几方面的问题一定能够得到解决,同时也使自己在自动控制方面有进一步的提高。
猜你喜欢
日用电器(2023年7期)2023-09-07
橡塑技术与装备(2021年5期)2021-03-16
矿产勘查(2020年2期)2020-12-28
自动化仪表(2020年10期)2020-11-13
工程与建设(2019年1期)2019-09-03
电子制作(2019年23期)2019-02-23
电子测试(2017年12期)2017-12-18
西安建筑科技大学学报(自然科学版)(2016年5期)2016-11-10
火控雷达技术(2016年2期)2016-02-06
船舶力学(2015年6期)2015-12-12
