模具激光蚀刻工艺与设备研究
2010-03-23 03:44肖永山吴忆峰周泳全赵盛宇
电子工业专用设备 2010年12期
肖永山,吴忆峰,周泳全,赵盛宇
(1.深圳信息职业技术学院 广东 深圳 518029;2.深圳市海目星激光科技有限公司,广东 深圳 518101)
生活当中常见的塑橡胶制品一般是使用射出或是押出制程,将塑料射入或挤入金属模具后塑造出我们要的形状,因此如果能够在模具金属表面产生凹凸纹路的话,就可以将这些纹路转写到塑橡胶成品上,使其也产生凹凸纹路。这样的作法就是模具蚀刻。
常见的蚀刻纹路主要区分为梨地花纹(Satin Pattern)、皮革纹与几何图样等几种形式(见图1)。梨地花纹指的是一般塑胶上常见如毛玻璃般的均匀粗糙面,由于其质感有如梨子皮般具有细小颗粒,因而得名。皮革纹则是模拟皮革表面的肌理,常搭配PU等软质塑料,应用于汽车方向盘与内装饰板。至于几何图案则是利用简单形状的重复排列,以产生视觉上的韵律。近来由于对塑胶表面装饰性的需求以及伴随而来蚀刻技术的进步,蚀刻厂商已经能够开发出模拟金属发丝或是碳纤维纹理的蚀刻,再搭配上喷漆或是其他表面处理制程,蚀刻所能呈现的效果与质感超乎过去的想象。

图1 PDA蚀刻效果
传统的模具蚀刻程序如下:先进行模具清洁,接着对于不需要蚀刻的区域做贴封保护,之后将花纹转印至模具表面,然后将模具浸入化学药剂进行蚀刻(有转印花纹的部份不会被蚀刻),最后再以喷砂的方式去除残留化学物质并进行光泽调整。
化学蚀刻目前存在两个问题:(1)化学药水如不能及时回收,将对环境造成极大的污染;(2)周期长。一般的模具厂因为污染问题,必须到第三方蚀刻厂进行加工,这个周期至少一个礼拜,同时由于蚀刻最关键的技术之一就是花纹如何转印至模具表面。这个过程很大程度决定了花纹的样子与细致程度。事实上由于单次蚀刻理论上只能产生一种深度的纹路,所以花纹转印与蚀刻这个程序在一般的皮革纹路蚀刻过程中,可能得重复七八次以上,才能得到细致而多层次的花纹。
因此,本文把目前最新的三轴动态激光加工工艺引入模具蚀刻中来,能有效提高模具厂家的效率,缩短交货周期,同时符合国家目前的环保要求。
1 模具蚀刻激光加工工艺
1.1 三轴激光动态技术
三轴技术适用于针对移动目标的动态应用,因为在三维应用中,相应的激光设备能够加工非平面部件或不光滑表面以及高功率产品。
如图2所示,在三轴扫描振镜工作时,激光束首先进入移动镜头。透过移动镜头之后,光束快速分散,直到进入一个或两个聚焦镜头。现在会聚的光束穿过镜头,并由一组x和y镜片(这些镜片由振镜式扫描器移动)引导。x和y镜片呈直角排列,向下引导光束,覆盖工作范围的长和宽。

图2 三轴激光加工原理图
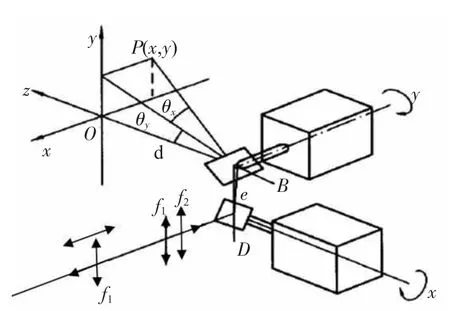
图3 三轴动态聚焦振镜扫描示意图
在没有焦点校正的扫描振镜中,向任一轴向移动工作范围中心聚焦的激光光斑时,都会划出一个弧形,在工作范围上方产生一个聚焦点的球面。在远离工作范围中心的位置,激光光束没有聚焦。这是因为当扫描器将光束向远离工作范围中心的方向引导时,从镜头到工件的距离增加了。
在三轴扫描振镜中,通过微调移动镜头和聚集镜头之间的距离来实现聚焦补偿,由于扫描器通过第三个移动轴—“z”轴在整个工作范围内引导光束,故而得名“三轴扫描振镜”。z轴即直线模块,它是用来将激光光斑沿光轴向下移动的光学机械组件。因此,激光束子系统能够装入不同的扫描振镜。激光束子系统的聚焦属性由直线模块决定。
激光动态调焦及在目标面的扫描情况如图3所示,激光束从动态聚焦镜过来,经过x轴振镜,反射到y轴振镜,经过y轴振镜反射后到工作平面上的某一点p(x,y)。设θx为x轴振镜的偏转角,θy为y轴振镜的偏转角,当θx,θy均为0时,光斑会打在工作平面的原点位置O(0,0),也是动态聚焦镜处在行程中心平衡点时的聚焦位置。
光程(以聚焦镜为计算光程的起始点,以扫描平面上的光斑点为计算光程的终点):
L=d+e(e-x轴振镜到y轴振镜的垂直距离;d-x轴振镜到扫描平面的垂直距离)
光斑打到工作平面上的任意一点p(x,y)时对应的x,y轴转角分别如图3所示。

三轴动态聚焦振镜扫描系统的数学模型:

1.2 模具激光蚀刻加工工艺
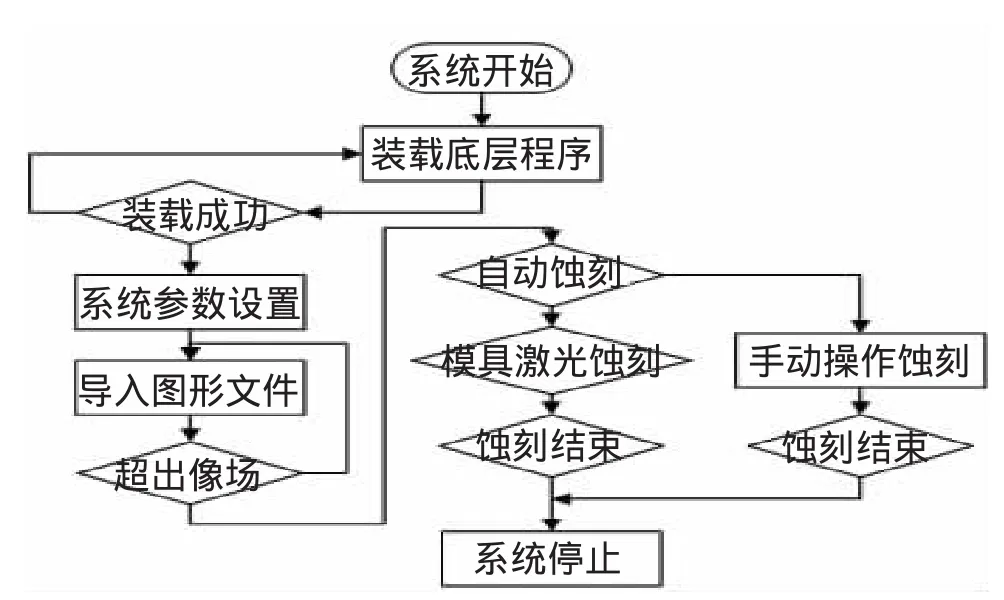
图4 模具激光蚀刻工艺流程图
模具激光蚀刻工艺流程图如图4所示。工作过程原理描述如下:系统启动以后,首先装载激光蚀刻卡底层运行文件,之后用户方可在系统的硬件参数设置模块内对激光束、振镜延时等参数进行详细设置,并且导入图形文件进行显示和调整。
由于扫描头的有效像场范围有限,因此蚀刻目标必须限制在该有效像场内,否则会引起扫描头的严重受损。在选用自动蚀刻功能时,系统将依靠外触发电路来实施蚀刻操作,并且系统将随时对激光的运转状态进行检测,只要激光器发生故障,系统将自动停止一切激光蚀刻操作。
2 模具激光蚀刻设备研发
2.1 光学设计
模具激光蚀刻机的设计主要是为了满足金属模具表面纹路的加工需求,本文选用光纤激光器作为光源。为了提高整机的稳定性,外光路系统做成一个整体,放置在竖直工作台上,通过竖直工作台的升降,可以很方便地调整激光的焦点,为了提高加工的效率同时又能满足模具加工曲面的特殊要求,采用z轴可调的三轴扫描振镜。考虑到整机结构的紧凑与美观,整机的光路部分做成全封闭主梁结构。
2.2 机械设计
为了提高整机的可靠性、稳定性、可维护性,本文采用平面可调工作台、整体光路升降系统等模块化设计,外部钣金设计尽量美观、结构尽量紧凑,符合人机工程学,标识清晰明了,整机的机械结构示意见图5。
2.3 电气系统设计
电气系统采用工控机+控制板的控制方式,主要包括以下几个部分:
(1)计算机与集成专用板卡和专用软件。蚀刻操作通过计算机以及集成专用板卡和专用软件来实现,计算机采用研华或研祥的高可靠工控机。软件自主开发,支持多任务位的操作。专用板卡用来接收控制输入以及软件命令到数字振镜。

图5 整机结构示意图
(2)整机控制板。控制板用来接收人机操作界面的操作输入,进行模式转换和蚀刻操作,并控制运动的时序和蚀刻的时序和调焦的操作。
(3)人机操作界面。用来实现客户的命令输入,包括开关机,时序输入,调焦等。
(4)运动部件。运动部件主要包括调焦升降台与三轴扫描振镜的直线运动部分。调焦升降台用伺服电机通过手轮来控制其运动。
(5)电源模块。电源部分包括断路器、空气开关和各个开关电源模块,用来给光学部分以及整机供电。
(6)光学部分。光学部分包括主控箱、激光器等,是一个成熟的整体,可以直接接收专用板卡输出的控制信息,输出光脉冲。
激光器和振镜系统是由工控机控制,这部分通过软件来完成。电气的核心部分采用自制控制板完成,主要是控制升降台调整焦点的动作及其它输入输出点的处理。该方式的好处是成本比较低和不容易被抄袭,并且在设备过了保质期以后可以作为模块配件出售。
2.4 激光蚀刻软件设计
模具激光蚀刻软件中的两大核心技术是:图形文件的读取与分解、激光蚀刻过程控制。见图6。

图6 系统软件功能模块图
2.4.1 软件功能需求
作为专门针对模具激光蚀刻机设计的软件,结合本系统各部分的特点,控制软件具有以下功能:
(1)图形编辑与保存功能。图形编辑功能是实现人机交互的窗口,通过图形编辑功能,操作工人可以按自己的生产要求,自行设计所需要的图形。软件对图形的操作借用了专业的矢量图形编辑软件CorelDraw的部分内容,CorelDraw的PLT文件格式保存的图形数据,比较符合直线插补算法,因此软件中对图形的操作主要指把PLT文件打开,把得到的图形分解。
(2)直线插补与振镜控制功能。在得到图形数据后,把图形分解成直线段,使之符合直线插补算法对数据的要求。通过直线插补得到图形坐标数据,并转化为振镜驱动器所需的控制指令信号,使图形与振镜电机的角位置相对应,使振镜电机的运动轨迹和图形相对应。
(3)激光器控制与参数设置功能。激光器控制包括激光开关控制和能量控制。激光开关控制通过电平信号来实现,激光能量控制通过频率和占空比可调的PWM信号进行调节。根据激光蚀刻对象的不同PMW信号的参数可由程序设置。
(4)机器报警功能。对机器出现的异常情况,通过蜂鸣器进行提示。由于报警蜂鸣器是24 V的直流供电,软件通过控制卡给出了TTL信号的电平变化,其电平的变化通过驱动放大后,控制报警蜂鸣器产生相应的效果。
2.4.2 软件模块划分
根据激光蚀刻软件的上述功能需求及通用软件设计理念,按照软件工程理论中结构化程序设计思想和自顶向下、逐步细分的设计原则,将软件功能划分为若干模块,各模块再细分为子模块。
图5中字符数据库用于编辑和存储字符显示码;激光蚀刻卡指令系统用于编辑和管理激光蚀刻指令,实现底层硬件和应用软件之间的无缝连接;图形文件读取与分解包括图形分解与显示、坐标平移、图形大小调整等。
3 结论
本文基于目前模具纹路加工出现的问题,采用当今最新的三轴激光扫描技术,探讨模具激光蚀刻机的工艺流程,并对模具激光蚀刻机的光学、机械、电路与软件部分进行研究,为激光加工技术在模具行业的广泛应用奠定了基础。
[1]许宝忠,刘铁根,王萌,等.空间自由曲面激光标刻技术研究[J].中国激光,?2010,37(8):2165-2168.
[2]赵曰峰,陈兴海,郑义,等.振镜式在线激光打标扫描方案的设计[J].应用激光,2004,24(1):41-42,60.
[3]王瑞敏,卢秉恒.用于激光扫描的几种动态聚焦系统分析[J].应用激光,1998,18(1):10-12.
[4]谢军,段正澄,史玉生.用于SLS快速成形制造中振镜式激光扫描系统的关键技术[J].制造自动化,2004,26(4):9-12,46.
[5]张国顺.现代激光制造技术[M].北京:化学工业出版社,2006.77-100.
猜你喜欢
学苑创造·A版(2022年3期)2022-03-29
农业装备与车辆工程(2021年12期)2021-12-28
软件导刊(2021年3期)2021-03-25
星星·诗歌原创(2020年4期)2020-07-06
模具制造(2019年10期)2020-01-06
模具制造(2019年4期)2019-06-24
娃娃画报(2018年7期)2018-08-15
科技创新与应用(2017年13期)2017-05-24
童话世界(2017年8期)2017-05-04
现代工业经济和信息化(2016年7期)2016-05-17