虚拟轴的精度补偿及应用开发
2010-05-04 00:35张云
设备管理与维修 2010年12期
张 云
一、引言
虚拟轴颠覆了传统主轴的概念,使用三轴来控制A、B轴的运动,对传统的螺距插补已经不能满足补偿要求,欧美等国已经相继开发出了并联三轴主轴方案及精度补偿,国内也已经初有雏形,做好并联三轴主轴头精度的补偿及开发,能更好的提升机床利用效率。该结构具有速度高,刚度大,精度高等优越性及极大的发展潜力,称为制造业研究人员关注热点。
二、国内外现状
21世纪出现的并联结构五轴数控加工装备,需要不断改善,因此在很长一段时间内,各机床公司都致力于这种并联结构装备的研制。Z3采用3-PRS机构,提供给机床两个转动(A,B轴)和一个方向的移动,该主轴摆头概念已经申请了德国、欧美、美国和加拿大发明专利。在国内,类似的主轴头方案(图1)由西安理工大学和天津大学分别申请了发明专利。利用并联三轴实现A,B轴的控制,可以在空间±45°范围内任意角度进行加工,加工中A,B轴转换的时间减少,工作效率提高。

德国DST公司生产的ECOSPEED系列机床在并联三轴主轴头控制上已经比较成熟,Ecospeed系列数控装备能满足高精密零件高速加工需要,加工效率比其他类型设备提高1~3倍,在欧洲许多大型数控加工厂获得了应用。美国Cincinnati机床公司也从德国引进了Sprint Z3主轴头制造技术。国内由清华大学牵头,沈阳中捷机床厂等生产的并联机床也相继问世。随着这种先进生产设备的大量使用,精度补偿及开发应用日显重要。
三、并联三轴主轴头简介
并联三轴主轴头在国内被称为“虚拟轴”,彻底推翻了固定坐标轴的概念,将Z向用三个轴控制A、B两个转动轴和一个移动轴在空间±45°内任意转换。以德国 DST公司生产的ECOSPEED为例(图2),这种并联三轴方案,主要采用三转动副结构球铰来满足机构的姿态要求,实现任何方向45°偏转,偏转定位速度80°/s,角加速度685°/s2。
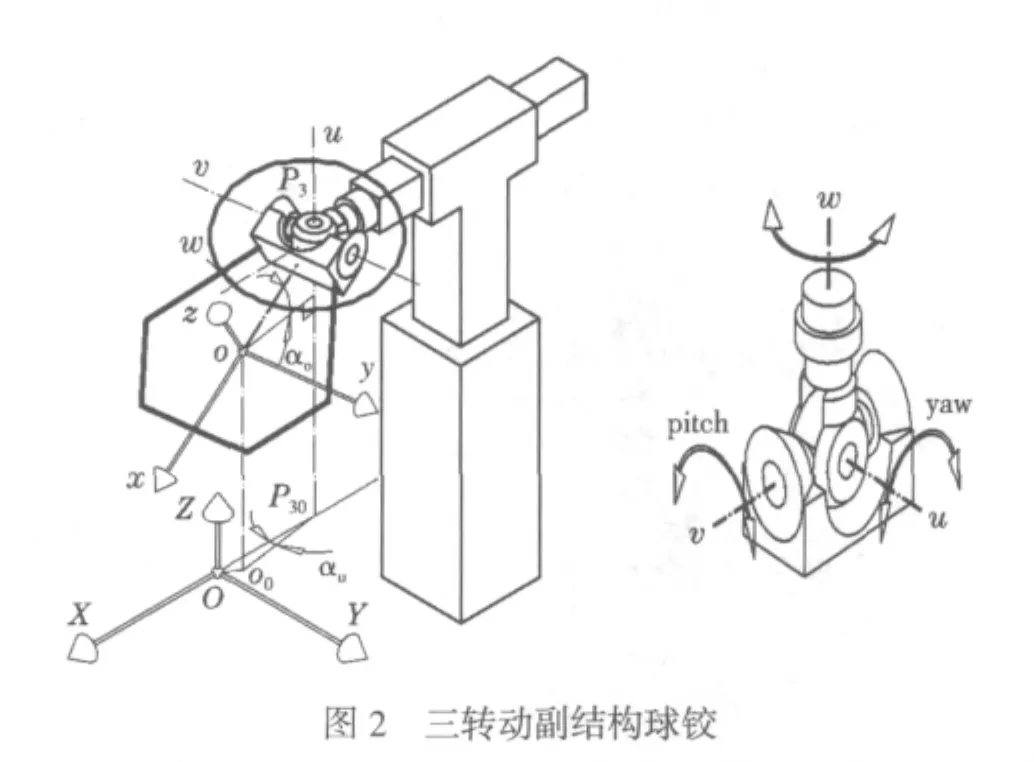
并联三轴主轴头由三个支撑板以120°度定位,并与重肋形圆柱体装配式钢制箱相连。在每个座板上均装有线性导轨,且带有一个与滚动块相连的鞍架,可前后移动。铰链连接臂与鞍架的前端相连,另一端合并成一个万向节,支撑带有内置电主轴的平台。滚珠丝杠和伺服电机驱动滑板,通过在Z向上单独移动三个滑板,在±40°范围内的任何主轴空间角度均可实现。通过三个滑板在Z向上的联动,电主轴在Z向上水平移动,每根纵向轴均有其自己的线性测量系统,用一种特殊运算法则将TCP编程的参数转换为机床的定位参数。
四、并联三轴主轴头精度补偿
虚拟轴的构造在国际上首屈一指,由于万向铰链的机械配合以及传动的误差无法彻底消除,通过数控系统对其进行精度补偿,才能达到减少误差的目的。
SIEMENS 840D系统的螺距补偿功能是一种绝对型补偿方法,螺距补偿是按轴进行的。设补偿起始点位置a,补偿终点值b,补偿间隔值c,需要插补的中间点个数为n,其中n=1+(b-a)/c,再进入NC ACTIVE_CEC_DATA复制到备份目录*.MDN中,完成螺距补偿。
1.Z向激光精度补偿
虚拟轴的激光补偿同于其他轴的激光补偿,必须在设置A轴和B轴没有摆角的情况下,首先将激光仪架于Z轴上,检测Z轴总长度,然后分点位进行补偿。假如设定选择15个点,每个点距50mm,延时时间为5s。首先设定413000参数为1,取消补偿。然后更改参数32700为0,运行激光检测程序,测得偏差值,将偏差值写入补偿程序中,然后再NCKRESET,恢复413000和32700参数。和其他直线坐标机床最大的不同是三杆虚拟轴是由三个Z轴组合成,所以进行激光补偿的时候需要补偿三个Z的值,最终达到平衡。
理论上说补偿的点越多机床的精度越精确,但是机床在运行中有间隙及反向间隙存在,所以适当的点位插补比点位密集的插补更精确。
2.40 °斜边精度补偿
斜边补偿是对机床在8个最大位置对机床的平面定位,需要特定的检测仪器,即40°斜面(与工作台平面夹角为40°的可转动体),机床运行到8个最大位置时,主轴面对于斜面的垂直定位精度即为斜边精度补偿。如图3所示,其中1,3,5,7点为A或B任意一轴为0时测量点,精度补偿值按照测量差值补偿。0,2,6,8为A[±30.682],B[±27.034]的点,精度补偿值特定算法为:补偿值=ROUND(SUM(测量值-理论值)×2-(测量值-理论值)×0.1)。

将得出的值写入SEC-ORI-VALUE中,更改SEC-APPLY参数为7,待自动变为3后完成精度补偿,多次补偿得到精度最佳值。
3.球头精度补偿
球头补偿是虚拟轴精度补偿中最重要的环节,采用球头的刀具检测各个坐标点在X,Y,Z方向偏差值,然后通过特殊方法计算,写入SIMENS 840D系统变量中,从而达到对三个Z值的补偿。
通常设定球头补偿点为25个,组成5×5的方阵。各极限位置的点为最大极限坐标,以A,B的坐标表示为±40°为例,分别取A[-40],B[-40];A[-20],B[-40];A[0],B[-40]...等按比例分配到各个点上(图4)。选择图中3点、6点、10点及其他任一A或B轴为0的点,补偿值为原值写入 USER DATA→SGUD→CHANNEL USER DATA→SEC-VALUE中,其他点的补偿,根据正方形内切圆的计算方法,计算出中心到点的距离作为补偿值写入参数中。
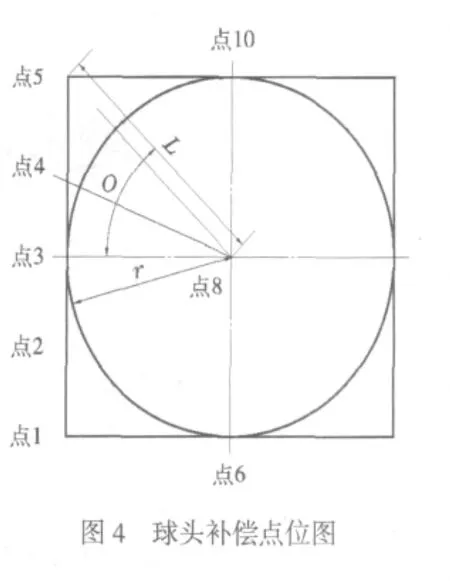
例如:图中5点的位置,设半径为r,点5与零位的夹角为θ,补偿点5到点8的位置为L,cosθ=r/L,得出结果L=r/cosθ,则补偿值为(L-r)。在点1或点5测得X,Y,Z三向偏差值,通过计算公式得出补偿值=ROUND((测量值-理论值)×SQRT(2),0),若选择点2或点4时,所得补偿值=ROUND(((测量值-理论值)×1.118),0)。写完后更改SEC-APPLY参数为7,待自动变为3后,球头补偿完成。球头补偿数据的读取,最好一次性读取三个坐标值,需要制作特殊工具,避免补偿坐标时影响其他轴精度,反复调整球头补偿参数,达到最佳效果。
五、并联三轴主轴头精度开发及应用
上面精度补偿的值写入到自定义的参数中,再经过综合计算,补偿到三个Z的值中。在学习和研究的同时发现,补偿文件中球头精度补偿部分将平面分为25个点分别补偿。可以更改SEC-INTERVALS[0,0]=n,SEC-INTERVALS[0,1]=m,即标示在A轴上有(n+1)个补偿点,B轴上有(m+1)个补偿点,虚拟平面内为(n+1)×(m+1)个点。更改n和m的值能更改补偿点的个数,更多的补偿点位能获得良好的精度。而补偿点位的A,B角度值,必须通过对应算法进行计算。
精度补偿变量通过计算后写入到补偿文件CEC_DATA中,证明虚拟面的补偿是将其转换为A轴B轴进行直线插补运算。然后确定机床到达的A和B的极限值,确定整个虚拟平面。理论上该机床可以达到A,B最大限位置为±40°,但实际却达不到A±40°,B±40°位置,最大位置只能在(A±30.682;B±27.034),但是补偿的值设置为最大±40°的补偿(即将圆弧插补转化为直线插补),所以在虚拟轴到达的坐标只能做特殊处理后补偿。
为保证轨迹生成精度,仿三轴控制中采用参数化直接插补算法,要点是:为被插补曲线建立便于计算的参数化数学模型。

式中 u——参变量,u∈[0,1]
要求用其进行实时轨迹计算时不涉及函数计算,只需次数很少的加减乘除运算即可完成。例如圆弧插补,式(1)具体形式变为:

式中 M——常数矩阵,当插补点位于一~四象限时,其取值分别为:

r——圆弧半径
这样,轨迹计算可以绝对方式进行,即每一轨迹点坐标计算都以模型坐标原点为基准进行,可消除积累误差,有效保证插补计算速度和精度。
六、结束语
虚拟轴是国际新兴的先进制造技术,已被誉为21世纪新型加工中心,并联三轴主轴头精度补偿的方式及方法一直以来国外作为技术秘密不予透露。经过学习使用及总结,深入研究国际先进技术,现在只成熟应用了并联三轴主轴头的精度补偿及扩展开发,下一步将对补偿后的值转化为三个Z值的算法进行分析。
猜你喜欢
中学生数理化·中考版(2021年10期)2021-11-22
计量学报(2020年7期)2020-08-07
汽车实用技术(2019年7期)2019-04-18
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
中国环境监察(2016年7期)2016-10-23
电气化铁道(2016年2期)2016-05-17
通信电源技术(2016年1期)2016-04-16
通信电源技术(2016年5期)2016-03-22
电子工业专用设备(2015年4期)2015-05-26