
压铸模具浇排系统的研究
2010-05-26 03:26莆田市荣兴机械有限公司吴玉荣
世界制造技术与装备市场 2010年4期
莆田市荣兴机械有限公司 吴玉荣
压铸模具浇排系统的研究
莆田市荣兴机械有限公司 吴玉荣
压铸是有色金属成型的一个重要手段之一。在压铸过程中,由于型腔内的金属液流动状态不同,可能产生冷隔、花纹、气孔、偏析等不良现象。为了防止这些不良现象,控制型腔内的金属液流动状态是相当必要的。而控制型腔内的金属液流动状态,关键就在于压铸模具浇排系统的研究与设计。
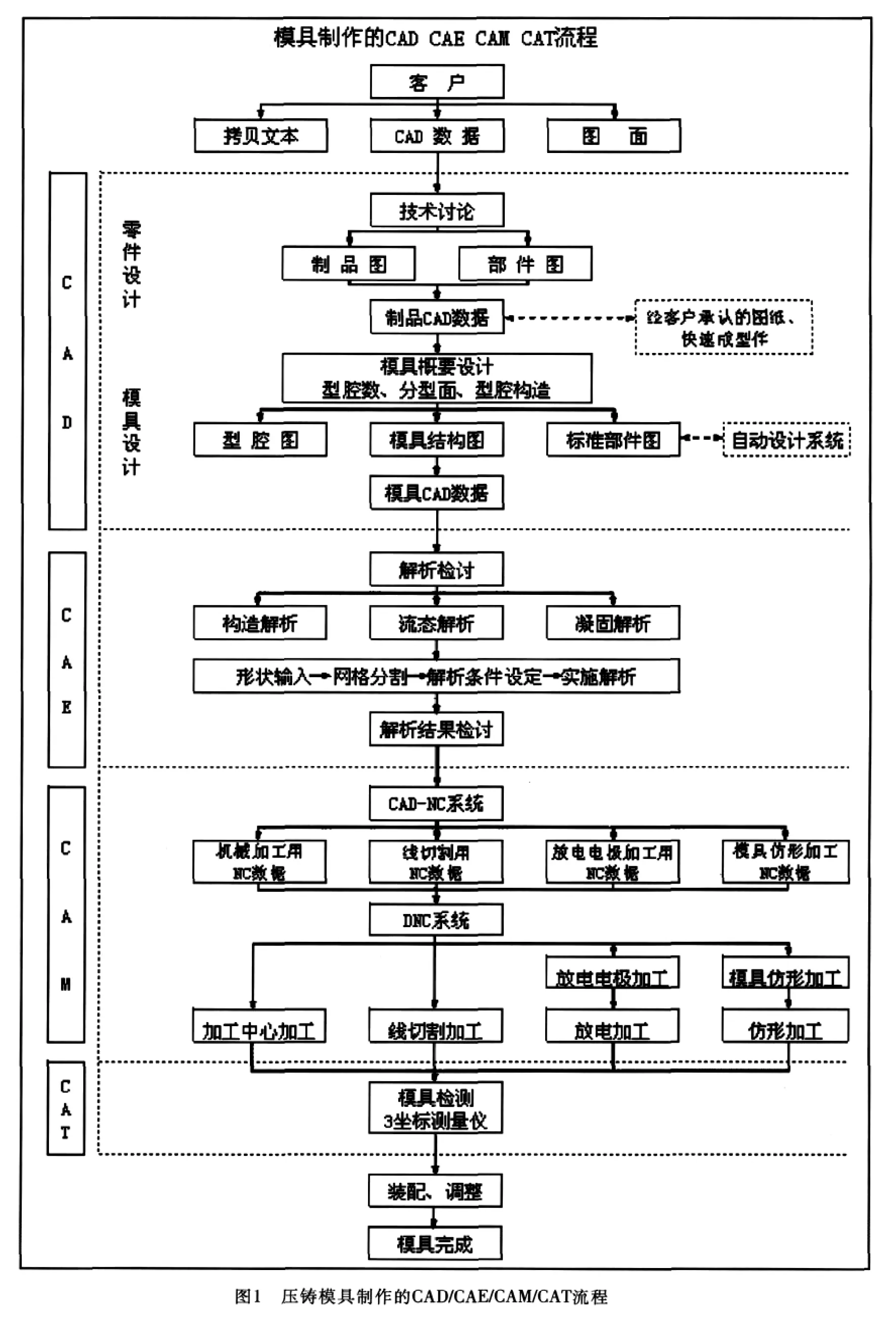
1 压铸模具的制作流程
压铸模具制作的CAD/CAE/CAM/CAT流程如图1。
2 压铸模具浇排系统的设计
在压铸模具浇排系统的研究中,其浇口位置、形状是控制溶液的流动状态和填充方向的重要因素。首先着眼于浇口位置、浇道形状,进行设计浇口及浇道和集渣包、溢流槽、排气道;然后使用CAE软件进行型腔内部的溶液流动状态进行解析。
内浇道及内浇口的位置与尺寸,对于填充方式有决定性的影响。
2.1 内浇口的设计
成品设置浇口时,通常按下列程序进行:
①浇口断面积计算公式:
U:制品体积 (cm3)
A:浇口断面积 (cm2)
v:浇口铝溶液速度 (cm/s)
t:填充时间 (s)
②计算出内浇口截面积。
③根据内浇口截面积,设定浇口形状,然后设置浇口位置,初部设计液流槽及集渣包位置。
④制作不同的浇口方案 (通常先使内浇道截面积小一些,试验后需要时可再扩大),制成3D数据。
⑤根据制成的3D数据进行CAE分析 (即流态解析)。
⑥针对解析结果进行评价。
⑦评价后若存在不良现象,应进行方案改善,然后再进行CAE分析,直到取得较满意的方案。
2.2 浇道、排气系统设计
内浇口应设置在使金属液在形腔里流动状态最好、排气充、型腔内各个角落都能充满金属液的位置上。尽可能采用一个内浇口。如果需要多个内浇口,应注意使金属液的流动相互不受干扰或在型腔内不分散地相遇 (即引导金属流顺一个方向流动),避免型腔内各股金属液汇合时出现涡流。当压铸件尺寸较大时,有时不可能仅从一个内浇道获的所需的内浇道截面积,因此必须采用多个内浇道。但是应注意到内浇道的设置应保证引导金属液只沿着一个方向流动,以避免型腔内各股金属液汇合时出现涡流。
金属液流束应尽可能少地在型腔内转弯,以便使金属液能达到压铸件的厚壁部位。
金属液流程应尽可能短而均匀。
内浇道截面积向着内浇道方向逐渐缩小,以减少气体卷入,有利于提高压铸件的致密性。
内浇道在流动过程中应园滑过渡,尽可能避免急转与流动冲击。
多腔时对浇道截面积应按各腔容积比进行分段减少。
型腔中的空气和润滑剂挥发的气体,应由流入的金属液推到排气槽处,然后从排气槽处逸出型腔。特别是金属液的流动不应将气体留在盲孔内和过早地堵塞排气槽。
金属流束不应在散热不良处形成热冲击。
对带有筋的压铸件,应尽可能地让金属流顺筋的方向流动。
应避免金属液直接冲刷容易损坏的模具部分和型芯。不可避免时,应在内浇道上设定出隔离带,避免热冲击。
通常内浇道愈宽愈厚,非均匀流动的危险也愈大。同时应尽量不要采用过厚的内浇口;避免切除内浇道时产生变形。
2.3 型腔的排气
溢流槽是为了排除铸造时最初喷入的金属液,并且使模具的温度一致。液流槽设在铸型容易存气的位置,作为排出气体用,改善金属液的流动状态,把金属液导向型腔的各个角落,以得到良好的铸造表面。排气槽有连接在溢流槽与集渣包前面的,也有与型腔直接连接的。

排气槽的总截面积应大致相当于内浇道截面积。
分型面上的排气槽的位置是根据型腔内金属液流动状态而确定的。排气槽最好是 “不直通的”而是 “弯曲的”,防止金属液外喷伤人。分型面上的排气槽的深度通常为0.05mm~0.15mm;位于型腔内的排气槽深度通常为0.3mm~0.5mm;位于模具边缘的排气槽深度通常为0.1mm~0.15mm;排气槽的宽度一般为5mm~20mm。
顶针与推杆的排气间隙对于型腔的排气非常重要,通常控制在0.01mm~0.02mm,或放大到不产生毛刺为止。
固定式型芯的排气也是一有效的排气方法。通常在型芯周边单边控制有0.05mm~0.08mm的间隙,让型芯定位颈部开出排气槽宽、厚各1mm~2mm,将型腔内的气体顺颈部开出排气槽由型腔底部排出。
排气槽的粗糙度也不应忽视,应保持较高的光洁度,避免在使用过程中被涂料粘连脏物而堵塞,影响排气。
3 流动解析评价与对策
模具设计过程中,应尽可能让金属流顺一个方向流动,流动解析后,发现型腔中出现涡流时,应当改变内浇口导入角或改变尺寸,以期排除涡流状态。
金属液交汇时,在停止流动前还要让金属液继续流动一段距离;从而在交汇处的型腔外应增设溢流槽和集渣包,将过冷的金属液及空气化合物流入溢流槽和集渣包;让后续金属液清洁、常温。
针对不同部位填充速度不一时,应调整内浇口的厚度或宽度 (必要时逐渐加大),达到填充速度基本一致的目的,但应尽可能通过加宽内浇道来实现。
流动解析后发现填充滞后的部位,也可增设内浇道。
对于薄壁压铸件,必须选用较短的填充时间进行压铸;从而应通过加大内浇道的截面积来减少填充时间,以大到较好的表面质量。
对于致密性要求高的厚壁压铸件,必须保证有效地进行排气。应选用中等的填充时间进行压铸。故应对内浇道的截面进行调整,以取得相应的填充时间,获得较好的表面质量和内部质量。
总之,在压铸模具设计过程中,要注意避免许多不良现象产生。即便在当今具备CAE分析手段的时代,在内浇道设计初期,将总结出的经验先行考虑进浇排系统,进行有机的结合,分析、改善、提升,势必起到事半功倍的作用。
猜你喜欢
模具制造(2021年9期)2021-11-02
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
模具制造(2019年7期)2019-09-25
风能(2019年10期)2019-02-18
数码世界(2018年7期)2018-12-24
科技创新与应用(2018年29期)2018-12-13
制造技术与机床(2017年11期)2017-12-18
山东工业技术(2017年19期)2017-09-27
