基于VERICUT的刀具切削参数的仿真优化
2010-07-10 06:48冯松涛吴玉厚侯宝佳赵德宏
制造业自动化 2010年6期
冯松涛,吴玉厚,侯宝佳,赵德宏,张 珂
(1.沈阳建筑大学 交通与机械工程学院,沈阳 110168;2.中国建筑科学院 建筑机械化分院,廊坊 065000)
0 引言
异型石材多功能复合加工中心SYH4608具有八轴双五联动数控加工功能,主要用于高档异型石材制品的加工。然而对于具有复杂曲面的石材制品,经过自动编程生成的刀具路径和NC程序十分复杂,加工过程中刀具轴矢量变化频繁。优化加工工艺与切削参数是实现高效数控加工的必需环节,正确合理地选择切削参数对确保产品质量、提高生产率、降低生产成本起着十分重要的作用。
近年来,随着数控(NC)技术的普遍应用,以及各种先进制造技术的迅速发展,生产辅助时间大大降低,相应地,切削时间所占的比重就大大提高。因此缩短切削加工时间,对提高生产率起着重要的作用。
加工仿真技术是在实际加工前,通过模拟真实的加工条件,对加工过程进行仿真和预测的一种现代计算机技术。通过VERICUT加工仿真,改进加工程序,优化能够保证刀轨具有最佳的进给率或主轴转速,能够消除多种不必要的因素,如过于保守的进给率、在空程时仍然使用切削进给率等,在最短的时间内生产出高质量的零件,达到切削参数的优化,有有效的实用价值[1]。
本文以异型石材典型的制品——罗马柱为例,通过使用VERICUT软件建立的机床虚拟模型对UGNX自动生成的NC加工程序进行加工过程仿真,并进行优化。
1 加工中心仿真建模
1.1 加工中心建模
机床为异型石材多功能复合加工中心SYH4608[2]。Y轴部件为双立柱进给;X轴为滑鞍,沿横梁上横向移动,与Y轴垂直;雕铣头沿Z1垂直进给,绕B摆动;锯片车铣头沿Z2垂直进给,绕C摆动;旋转工作台在C轴上;卧式旋转工作台在A轴上。
加工中心模型主要由几何模型和运动学模型组成,要求不仅具有与实际机床类似的外观,而且其结构与运动方式也要与实际机床相同,然后再建立其它制造资源如刀具、工件和夹具等的几何模型,指定刀位轨迹或NC程序,并配置相应的参数,最后实现对加工工程的仿直和优化。

图1 加工中心3D建模
在VERICUT中,使用组件树(Component tree)描述机床的运动学模型。先建立机床的组件树,然后再建立其几何模型(Model),从而得到机床的仿真模型,有利于对整个模型概念的清晰把握,高效率的建模而且不易丢失个别部件,降低日后纠错的难度。加工中心3D模型如图1所示:
1.2 模型辅助设置
整个模型完成后,要为其配置控制系统,VERICUT自带一些通用的控制系统文件,方便选择,如果控制系统不存在,还可以自己把已有的控制系统加入到控制系统库文件中。笔者自建沈阳蓝天数控NC110系统。根据实际情况选择刀具,建立刀具库,添加夹具和毛坯实体,调入加工需要的NC程序,设定相应的参数。
进行加工过程的仿真。仿真时,一方面可以通过对模型进行缩放、旋转、截切剖面等操作并结合系统提供的LOG日志文件,观察工件的加工和干涉情况,并进行尺寸测量和废料计算;另一方面,还可以利用系统提供的AUTO-DIFF模块,进行加工后模型和设计模型的比较,以确定两者间的差异以及过切和欠切情况。
2 仿真加工及优化
2.1 设备及刀具
异型石材多功能复合加工中心SYH4608是在国外先进的石材机械发展的前提下,根据国内市场的需求和国际石材机械的发展趋势,自主研发的加工中心,旨在具有单机多功能化、高速高效化、人性化、环保等多种国际先进水平。本次加工仿真使用,X、Y、Z以及雕铣头和卧式旋转工作台的五轴联动。以下再做主要参数如下:
1)加工中心:SYH4608车铣复合加工中心,机床额定功率P=13kW,主轴转速n=8000~12000rpm,进给速度vfmax=0~2250mm/min。
2)工件材料:花岗岩,尺寸为:R250mm×H1300mm。
3)刀具:刀具参数T1为:外径254mm,齿宽3.2mm,板厚4mm,齿数50T,金刚石锯片;刀具参数T2为: R=2mm,H=50mm,刀齿数Z=2,金刚石球头铣刀。
4) 加工要求:加工异型石材典型制品罗马柱外形柱身,分锯片开粗和铣刀精加工两步完成。
2.2 加工仿真
使用VERICUT进行加工仿真,不但能用彩色的三维图像显示出刀具切削毛坯形成零件的全过程,还能逼真地显示刀具、夹具、机床的运行过程和虚拟的工厂环境,在准备工作完成后,通过VERICUT有下角的Reset复位,进行仿真结果如图2所示。
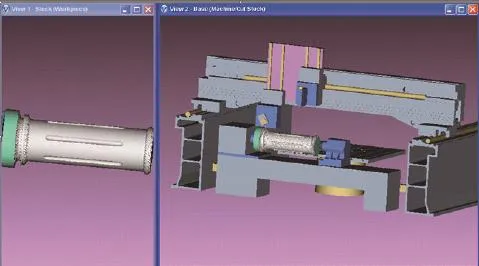
图2 加工仿真结果
2.3 刀具轨迹与切削参数优化
通过读入NC刀具轨迹文件将走刀划分成许多细小的运动,再根据程序各段的材料去除量,为各段切削设定了最佳进给速度或主轴转速,输出了一个等效于原始文件但又改善了进给速度或主轴转速设置的新的刀具轨迹文件,但并没有改变刀具轨迹,所以不会出现错误的加工结果。
2.3.1 数学优化函数
当工件、刀具、机床参数都确定后,影响生产效率的主要因素为切削速度 νc、进给速度νf、切削深度(轴向切深)ap和切削宽度(径向切深)ae。
切削速度主要由主轴转速决定,公式如下:

进给量由没齿进给 决定,公式如下:

其中,z为齿数,n 为转速
由公式(1)(2)看出,主轴转速同时决定切削速度和进给速度。在变量设计上,重点考虑主轴转速的作用,基于VERICUT的优化设计主要针对生产实践中常用的最高生产率为目标函数,即最短加工工时,是时间函数 ,公式如下:

其中:

由此推断出时间函数tw是以主轴转速n,进给速度vf,切削深度ap,切削宽度ae等4个变量构成的时间函数:

为了正确地进行切削加工参数的优化,应全面考虑切削加工过程中的约束,尤其是主要约束条件不能遗漏,本次研究重点考虑机床功率的约束、切削力的约束 、切削速度约束、表面粗糙度约束等。
切削功率应小于加工中心提供的的有效功率:

其中,Fc为圆周铣削力,Vc为铣削速度,e为机床利用率;
实际切削进给力不能超过最大允许进给力:

其中,Fx为轴向进给力,Fy为径向经给力,Fmax为最大允许切削力;
切削速度应该满足加工中心主轴转速约束:
其中,nmin、nmax分别为加工中心最低和最高主轴转速;
零件加工要达到其表面粗糙度要求[3]:

其中,Rmax为最大表面粗糙度;rε为刀具刀尖半径。
2.3.2 优化方法
本研究采用VERICUT的优化模块进行求解,它的优化设置是用户可选择的。根据优化过程所调整加工工艺参数的不同,VERICUT优化模块提供了五种优化方法:进给速度与深度法、切除率定常法、表面切削速度定常法、空行程切削法以及切削厚度定常法。本研究利用了进给速度与深度法来优化该模型。这种方法是通过VERICUT的Optipath优化模块,主要优化刀具轨迹管理器来生成一个刀轨优化库文件。优化刀具轨迹库实际上是一个可以包含多把刀具及在不同切削参数下的加工工艺的数据库,利用“Project”树中的刀具项激活刀具库文件,选中指定要添加优化的刀具后,“Add” > “Optipath” > “New”激活如图3所示的刀具轨迹优化窗口,优化参数如图4所示:
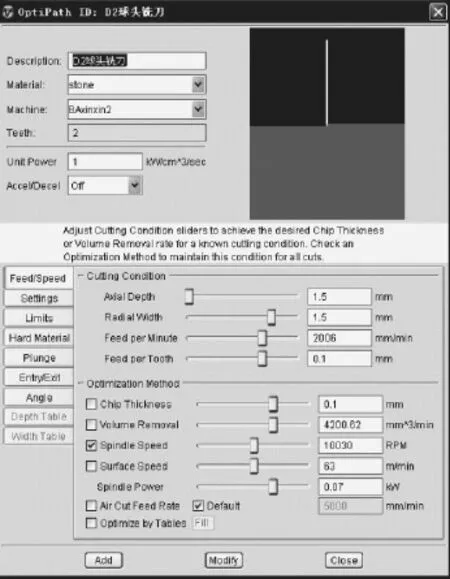
图3 刀具轨迹优化参数
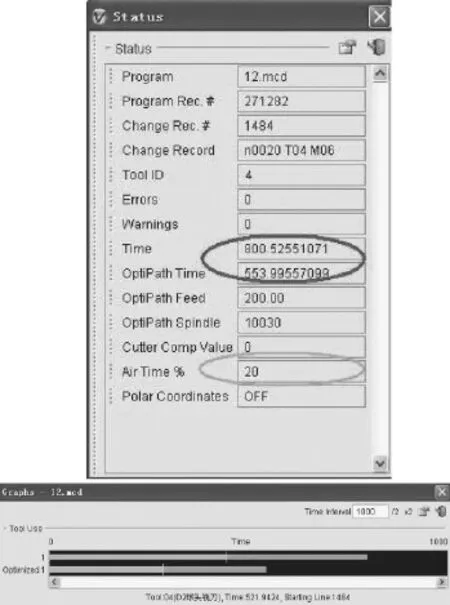
图4 优化数据
启动优化文件,运行加工仿真,输出优化结果。优化是在刀具移动模拟过程中被同时执行,而且优化后得到轨迹数据被写入专门的优化刀具轨迹文件中,当模拟过程结束时,优化自动停止。
2.3.3 优化结果分析
仿真优化过程中, 可以随时变化角度观察仿真情况,机床的运动状态完全与实际加工中机床运动状态相同。优化数据可以通过Status和Graph窗口观察到,如图4所示:
复合加工过程中,优化刀具轨迹可平衡各个工步在各个加工阶段的切削量,从而平衡刀具载荷,使载荷保持在刀具使用的合理范围之内,以提高刀具寿命和加工效率。由上图4观察得知,仿真优化后,异型石材典型制品——罗马柱的加工时间由800min缩短为553.99min,提高了加工效率38%。经过优化加工参数后大大减少了切削时间,提高了机床的利用率,取得了较明显的优化效果。
分析优化后的G-code后,发现仿真主要减少了程序中空走刀,空切时间优化百分比如图4为20%,并且优化提供了刀具切削运动的速度补偿等。通过Graph图的观察锯片加工和球头铣刀两部分都得到了优化,相对来说球头铣刀部分优化较多,主要原因是改精加工部分G-code空走刀比较多,切削量小, 采用环形走刀,走刀时间长。
3 结论
本文基于VERICUT软件在尺寸标准一致的基础上,构建了异型石材多功能复合加工中心SYH4608的数字模型,并以典型异型石材罗马柱为例,进行了加工仿真。通过优化切削参数,获得合理的进给量和主轴转速,使工件的加工时间缩短了38%。该方法对缩短切削加工时间,提高生产率起着重要的作用,为降低加工成本提供了有效的途径。
[1] 李云龙,曹岩.数控机床加工仿真系统VERICUT[M].西安交通大学出版社,2005(9).
[2] 吴玉厚,吴岗,张珂,陆峰,韩麟,蒋昭霞.异型石材多功能数控加工中心关键部件的模态分析[J].沈阳建筑大学学报:自然科学版,2009,25(1).
[3] 艾兴,肖诗纲.切削用量简明手册[M].机械工业出版社,1994.
[4] Chen,Shang-Liang,Wang.Wen-Tsai.Computer aided manufacturing technologies for centrifugal compressor impellers[J].Journal of Materials Processing Technology,2001(9).
[5] 牟小云.基于VERICUT的数控机床建模技术[J].自动化与控制,2008(1).
[6] 周立波,李厚佳,沈永红,吴昊.基于UG的数控机床加工仿真与编程系统的研究[J].机床与液压,2009,37(6).
猜你喜欢
中国设备工程(2022年12期)2022-07-11
石材(2020年12期)2021-01-15
石材(2020年7期)2020-08-24
石材(2020年6期)2020-08-24
石材(2020年5期)2020-07-27
当代陕西(2019年24期)2020-01-18
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年9期)2017-11-27