角接触球轴承不锈钢保持架加工工艺改进
2010-07-26 09:15贾峰一胡俊卿吴晓明郭晓玉
轴承 2010年6期
贾峰一,胡俊卿,吴晓明,郭晓玉
(洛阳LYC轴承有限公司,河南 洛阳 471039)
1 不锈钢实体保持架
1Cr18Ni9Ti为优质不锈钢材料,具有耐磨性好、韧性高、耐酸碱、耐腐蚀等特点,在恶劣工况下性能良好,使用寿命较长,不易损坏。角接触球轴承不锈钢材料实体保持架为两半直孔结构,如图1所示。保持架引导表面以及兜孔内表面粗糙度要求较高,保持架其他各表面的几何精度要求也较高,尤其是在高精度轴承中,保持架兜孔表面粗糙度Ra一般要求为0.8~1.25 μm。而1Cr18Ni9Ti材质黏性较大,用常规方法进行加工,产品精度难以保证,兜孔表面粗糙度也不易达到要求,加工难度较大。因此,对其加工工艺进行了改进。

图1 角接触球轴承不锈钢实体保持架结构示意图
2 工艺改进
2.1 工艺流程改进
同种结构类型的其他材料保持架加工工艺流程一般为:粗车端面、内径、外径→精车两端面→精车内径→钻铆钉孔→终车外径→终车内径→钻孔→扩孔。采用此加工工艺对1Cr18Ni9Ti材料进行加工,产品质量很难达到要求。因此,对工艺流程进行了改进。改进后的工艺流程为:粗车端面、内径、外径→软磨两端面→精车内径→钻铆钉孔→终车外径→终车内径→钻孔→镗孔。改进后的工艺流程中使用坐标镗床镗孔,保证了兜孔的精度和表面粗糙度,从而使产品各个表面都能够达到产品要求。
2.2 软磨两端面工艺改进
采用改进后的加工工艺,试验后仍发现存在一个较为严重的问题,即在软磨两端面时,由于不锈钢材料自身特性的原因,在M7475磨床上进行磨削时由于磁力盘磁力不够,保持架不能被牢固吸在磁力平台上,加工过程中出现松动现象,使保持架加工精度难以控制,需要操作人员拥有很高的机床操作水平。针对存在的问题,将软磨两端面加工设备改为高精度卧轴平面磨床,用夹具定位、顶紧后进行磨削加工,改进后软磨端面加工如图2所示。改进后的加工方法克服了原加工方法紧固不稳的问题,较好地改变了两端面磨削的问题,使平面质量达到了产品要求,也为其他表面的加工获得了良好的加工基准。
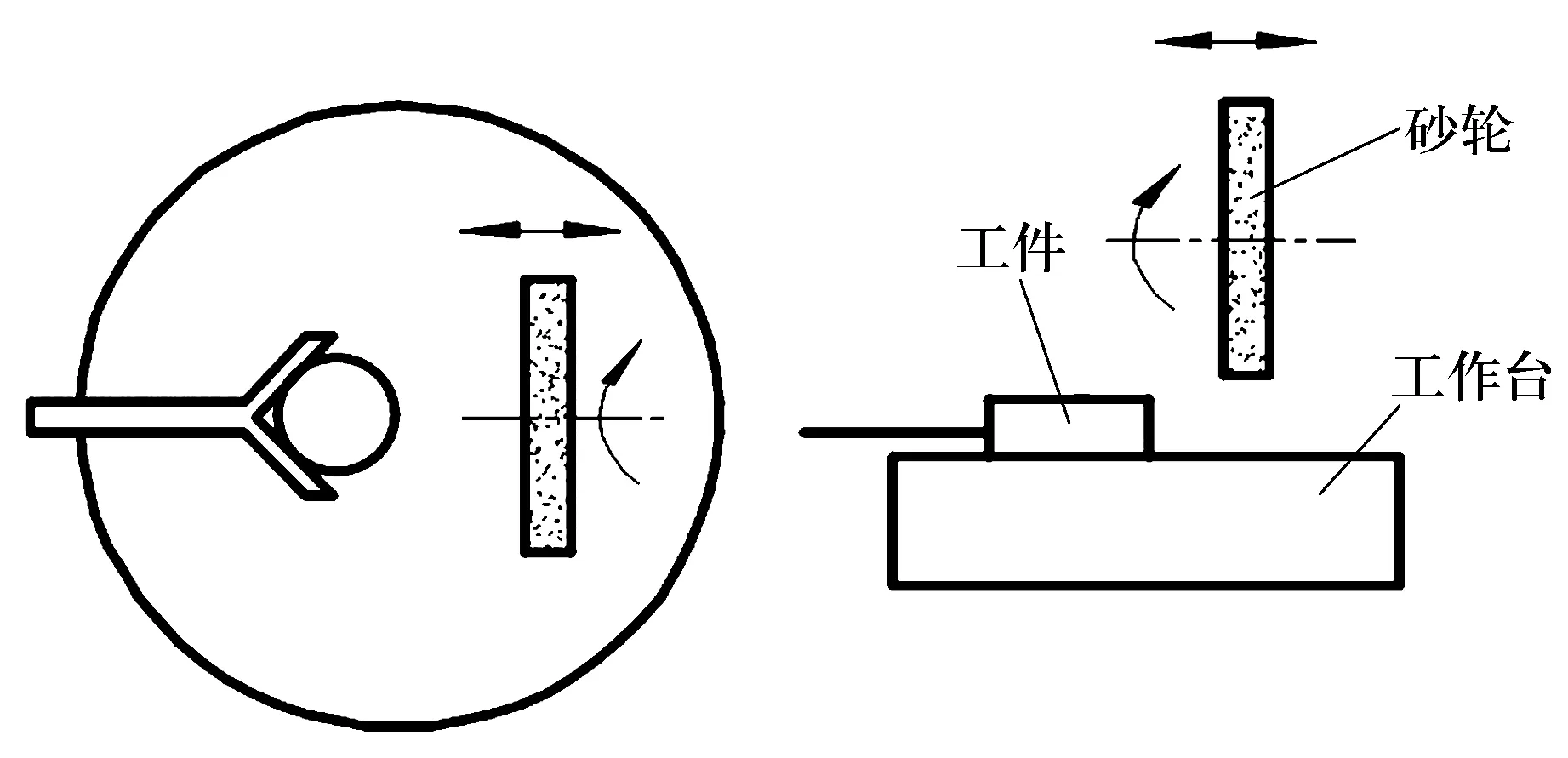
图2 改进后软磨端面示意图
2.3 刀具的选用
1Cr18Ni9Ti材料导热性差,在终车加工过程中,刀具切削部分不仅要承受很大的切削力和冲击力,而且要承受切削变形和摩擦产生的高温。因此,要求刀具常温下硬度要在60 HRC以上,耐磨性能要好;刀具材料有足够的强度和韧性;有良好的耐热性和导热性。采用普通刀具或合金刀具不能满足使用要求,因此在终车内、外径时选用了特殊的CVD涂层硬质合金刀具,此种刀具是采用化学气相沉积法或物理气相沉积法在硬质合金基体上涂覆一层极薄硬质和耐磨性极高的难熔金属化合物而得到的,既具有基体材料的强度和韧性,又具有很高的耐磨性,可进行连续切削和间断切削,效果良好,保证了不锈钢产品的加工要求。
3 加工效果对比
对工艺改进前、后的两端面平行差VBcs、兜孔相互差(兜孔底部到端面的高度差)VSs和兜孔梁宽变动量Vbcs进行效果对比,结果见表1。由表可知,改进后的工艺比传统的加工方法各项加工精度提高较多。

表1 加工效果对比表
4 结束语
根据不锈钢材料的实际特点最终确定出合适的工艺流程,选用更加合理的刀具,使加工的产品精度和表面粗糙度完全符合甚至超过了产品要求。
猜你喜欢
建筑与预算(2022年12期)2023-01-09
设备管理与维修(2022年21期)2022-12-28
建筑与预算(2022年10期)2022-11-08
河北理科教学研究(2022年2期)2022-09-17
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
哈尔滨轴承(2020年4期)2020-03-17
橡塑技术与装备(2018年18期)2018-09-22
制造技术与机床(2015年10期)2015-04-09
轴承(2014年12期)2014-07-21