
舵叶海损变形修复
2010-07-30 09:02方玉川万希海王永华
中国修船 2010年1期
方玉川,万希海,王永华
(舟山万邦永跃船舶修造有限公司,浙江舟山 316100)
1 工程简介
2009年 2月,我公司承接了一艘挪威籍轮海损舵叶的修理工作,舵叶属于半悬挂舵,高 19.2 m;宽约 4.7m,质量约 28 t。该轮航行时发现舵叶在转动时,舵系发出很响、不正常的声音,严重影响船舶的航行安全,于是决定进厂修理。2009年 2月 3日,该轮进坞后发现舵叶受到很大的海损破坏,从舵销向下向右弯曲变形非常明显,不能正常工作。
从舵叶的变形状况来看,该舵叶的修复具有相当大的难度和风险性,主要体现在以下几个方面。
1)公司之前没有修理过类似的海损舵叶工程,没有任何经验借鉴和参考,如果对修理中可能出现的不确定因素分析不到位,就有可能造成舵叶修复不成功,甚至报废。
2)该舵叶有上下两个铸钢件,修复时不但要保证舵叶本体的中心面在同一水平面内,同时必须保证上、下铸钢件圆心的同轴度,并和舵体中心面基本重合。
3)该船东要求舵叶在修理前必须编制一份经船东和船检认可的工艺文件,方能开工修理。
4)船舶本身载有货物,修期要求非常紧张。
2 现状分析
在船坞内把舵叶、舵杆拆下后分别对舵叶本体、舵叶轴系、挂舵臂轴系的变形情况进行了详细的测量和分析。
1)舵叶变形测量图,见图 1。
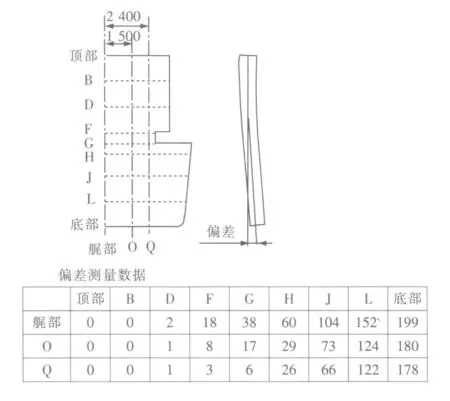
图1 舵叶变形测量图
2)舵叶轴系同轴度的测量图,见图 2。
3)挂舵臂轴系的同轴度测量图,见图 3。
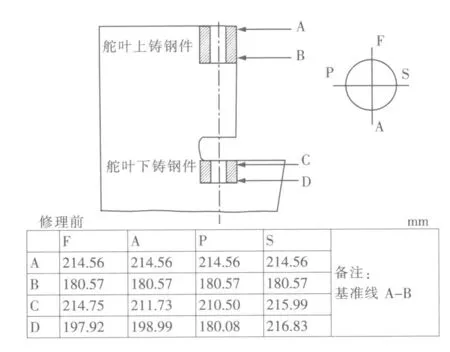
图2 舵叶轴系同轴度测量图
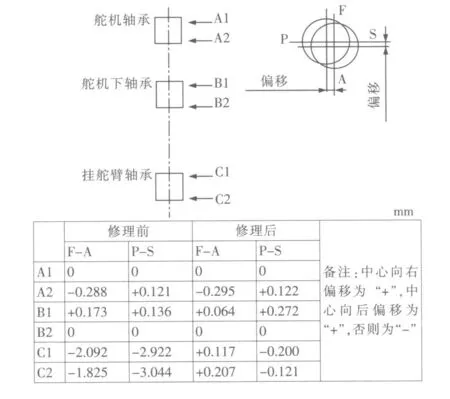
图3 挂舵臂轴系的同轴度测量图
4)舵杆直线度测量图,见图 4。
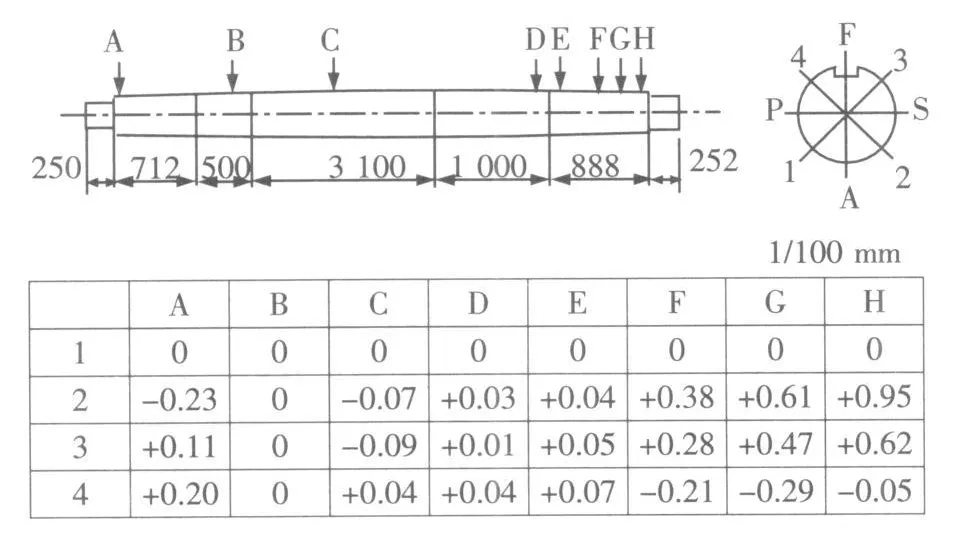
图4 舵杆直线度测量图
5)舵销的变形测量:无偏差。
最大变形数据见表 1。
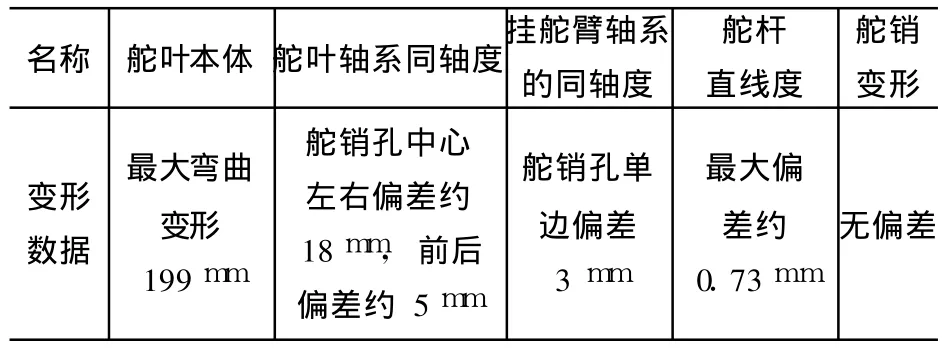
表1 最大变形数据表
根据上面整个舵叶系统的变形测量数据进行分析:①舵叶本体的变形量相当大,最大变形量为199 mm,舵销孔同轴度也发生了很大的偏差,同时舵叶还存在扭曲的情况,必须对其进行全面的矫正修复;②挂舵臂舵销孔同轴度偏差 3mm,需对挂舵臂本体镗孔并加厚舵销套来解决;③舵杆直线度的偏差很小,在允许的范围内,可以不予考虑。
3 选择最佳方案
方案 1。按舵叶的上部和下部线型制作两个 1 m高度左右的胎架,放在 500 t油压机的两侧,把舵叶放在胎架上,用加压的方法对舵叶进行矫正。
1)这种方法适合对舵叶粗矫形,不能发现内部构件的损坏情况和舵轴孔同轴度的偏差情况。
2)对舵叶本体和舵轴孔的精确测量达不到。
3)舵叶质量将近 30 t,车间起重能力和油压机作业的空间不够。
方案 2。把舵叶放置在预制好的水平胎架上,舵叶的主要变形区域两侧的舵板割除,把舵叶中间变形区域的构架上下两部分割开后进行舵叶的矫正。最后在舵板割除部分装焊上新板,这种方法存在较大风险。
1)换板时上下翻身容易产生变形,不利于保证舵销轴孔的同轴度。
2)两侧舵板和内部构件割开,舵叶变成上下两部分,舵叶本身的基准会发生改变,增加修复难度。
方案 3。把舵叶放置在预制好的水平胎架上,割除上表面 (右舷)变形区域的舵板,割开变形区域的内部连接结构,矫正舵叶变形的区域,同时检测舵销轴孔的同轴度,最后加以固定后装焊割除部分的新板。
1)由于上下两部分没有完全分开,在胎架上可以一次性矫正到位。但必须制定切实可行的、详细的施工工艺。
2)胎架在制作安装时已参照了舵叶的线形并测定水平度,可根据舵叶和胎架的结合情况进行矫形。
3)对舵叶和舵销孔的测量和监控比较方便。
通过比较认为 “方案 3”可行,易操作,容易达到预定目标,因此把 “方案 3”作为修复、矫正舵叶的最佳方案。
4 具体施工工艺
根据修理方案编制的工艺如下。
1)把舵叶放置在按舵叶线型制作的水平胎架上,把下部未变形部分贴紧胎架,并加以固定。
2)舵叶上表面 (右侧)变形区域的舵板 (高度约 1.3 m)割除,割开内部连接构架。
3)在折弯上翘部分,上面压铁加压、两端用花兰螺丝下拉、中部用千斤顶顶升的方法使舵叶外形整体恢复水平状态,并使舵叶形成适量的反变形。
4)使用火工和顶拉的方法,对舵叶的前后变形偏差进行矫正。
5)在对舵叶矫正的同时,用拉钢丝的方法随时测量舵轴系的中心度情况。随时掌握舵叶在矫正过程中的偏差变化。
6)矫正到位后把舵叶固定在胎架上,为防止焊接变形,在舵轴系处串一根预制的假轴,并在舵叶的上面和前面用钢管和钢梁进行加强。
7)按照装配、焊接工艺修复、装焊舵叶的内部结构和外壳板。
8)装焊结束后用加热、保温设施消除因焊接装焊而引起的残余应力,然后割除加强件,使舵叶处于自由状态。
9)测量舵叶的平整度和舵轴系的同轴度,把舵叶矫正到水平度偏差小于 10mm,舵销轴的同轴度偏差小于 1mm。
10)根据挂舵臂的测量数据,对挂舵臂进行镗孔。
11)根据挂舵臂镗孔情况,对舵销套进行加工。
12)根据舵叶上下舵承的同轴度情况,对舵销进行偏车。
13)上船安装,试航。
5 检查结果
在舵叶修复完工后,对舵叶进行了整体测量,测量数据见图 5。
舵轴系测量记录。
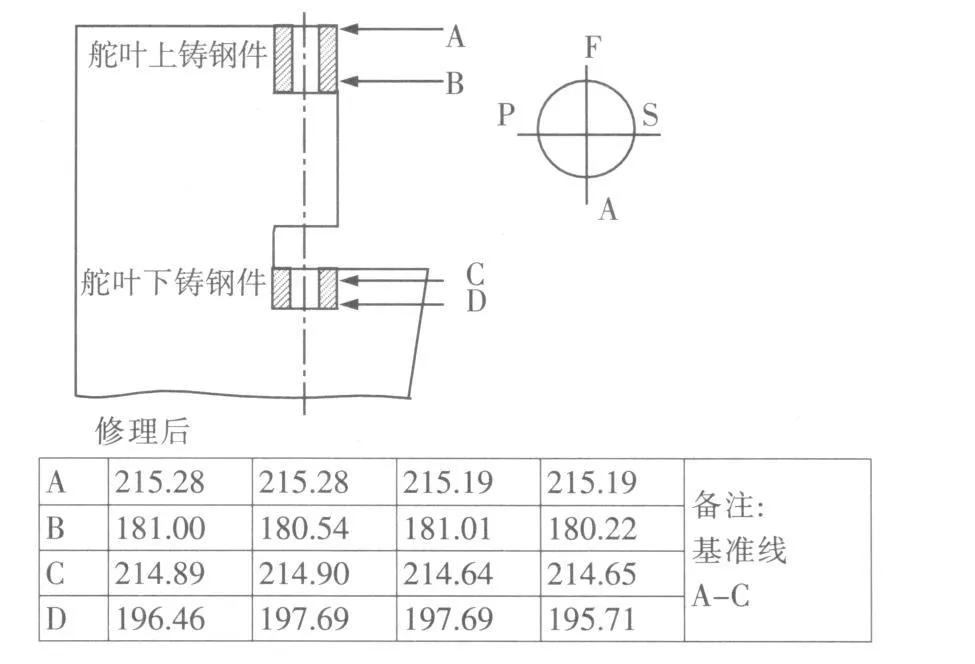
图5 舵轴修理后测量图及数据
根据图 5表中测量数据得出:舵叶上下承同轴度偏差为 0.99mm;舵叶后边缘左右直线度偏差最大为 8mm。
6 结论
经过试航反复试验,试验数据完全符合规范要求,船东和船检签字认可,并给予高度评价。
猜你喜欢
计量学报(2022年7期)2022-08-23
九江学院学报(自然科学版)(2022年2期)2022-07-02
家庭影院技术(2021年3期)2021-05-21
家庭影院技术(2020年1期)2020-06-24
农业机械学报(2020年12期)2020-02-02
汽车实用技术(2019年8期)2019-05-10
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2017年6期)2018-01-19
计算机测量与控制(2017年12期)2018-01-05
科技创新导报(2016年6期)2016-05-14
