双刀架曲轴数控车床自动对刀程序设计
2010-11-28 04:59徐春友周亚萍
制造技术与机床 2010年5期
罗 敏 徐春友 周亚萍
(①湖北汽车工业学院,湖北十堰 442002;②东风轻型发动机有限公司,湖北十堰 442049)
1 NST30/100SS双刀架曲轴车床简介
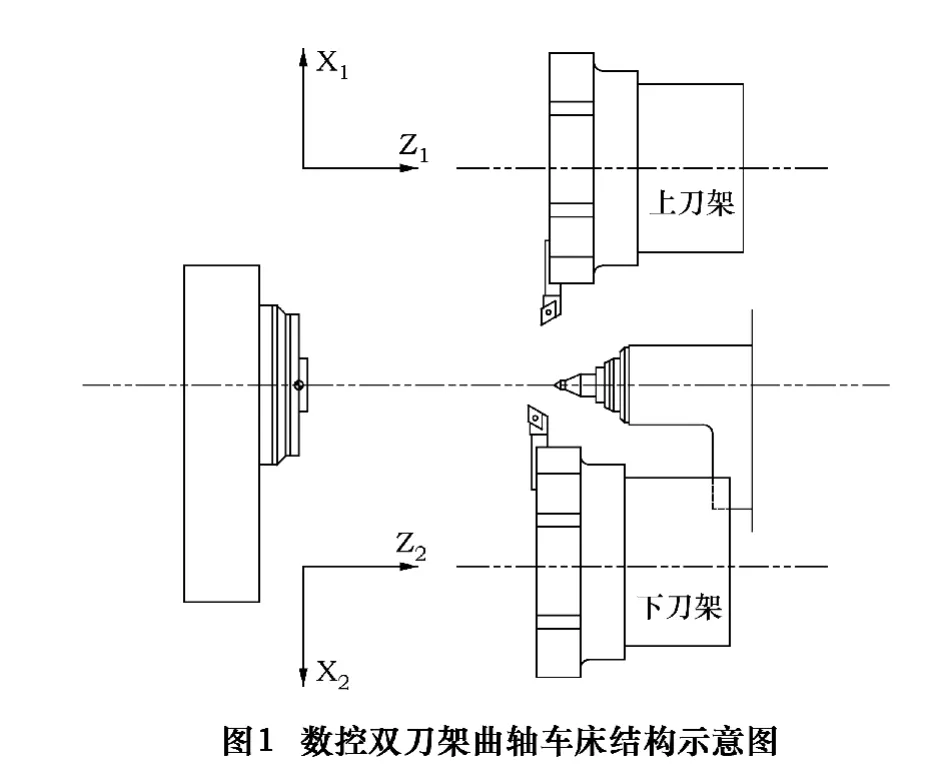
NST30/1100SS双刀架曲轴车床用于ZD30发动机曲轴法兰外圆和端面、#1主轴颈、小轴端外圆等加工,其结构如图1所示。机床拥有2个刀架,上刀架可以装12把刀,下刀架可以装8把刀,加工时,2个刀架同时协调工作。机床装有2个对刀器,分别用于上、下刀架刀具的自动测量。此外,机床还采用机械手自动上、下料,自动加工测量及在线补偿,刀具寿命管理等措施进一步提高效率。2008年机床进行了数控改造,数控系统为FANUC-0i-TTC双通道数控系统。本文将重点介绍其自动对刀程序的设计。
2 刀具配置
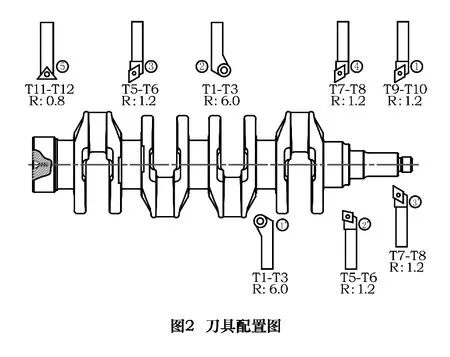
刀具配置如图2所示。
上刀架使用5组刀具。1组T9~T10,粗车法兰外圆;2组T1~T3,车平衡块;3组T5~T6,粗车小轴端外圆;4组T7~T8,精车小轴端和法兰端外圆;5组T11~T12,车法兰端面。
下刀架使用3组刀具。1组T1~T3,车平衡块;2组T5~T6,粗车外圆;3组T7~T8,精车外圆。
3 对刀宏程序设计
3.1 对刀校正宏程序
上、下刀架中的4号刀不参与切削加工,专门用于对刀测量的校正,如图3所示。为此专门设计对刀校正宏程序O9150。程序框图如图4所示。
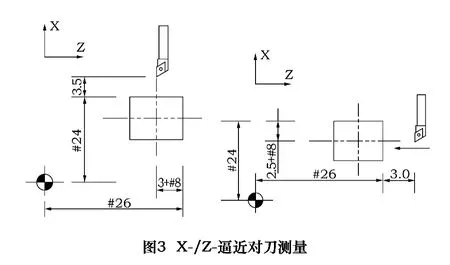
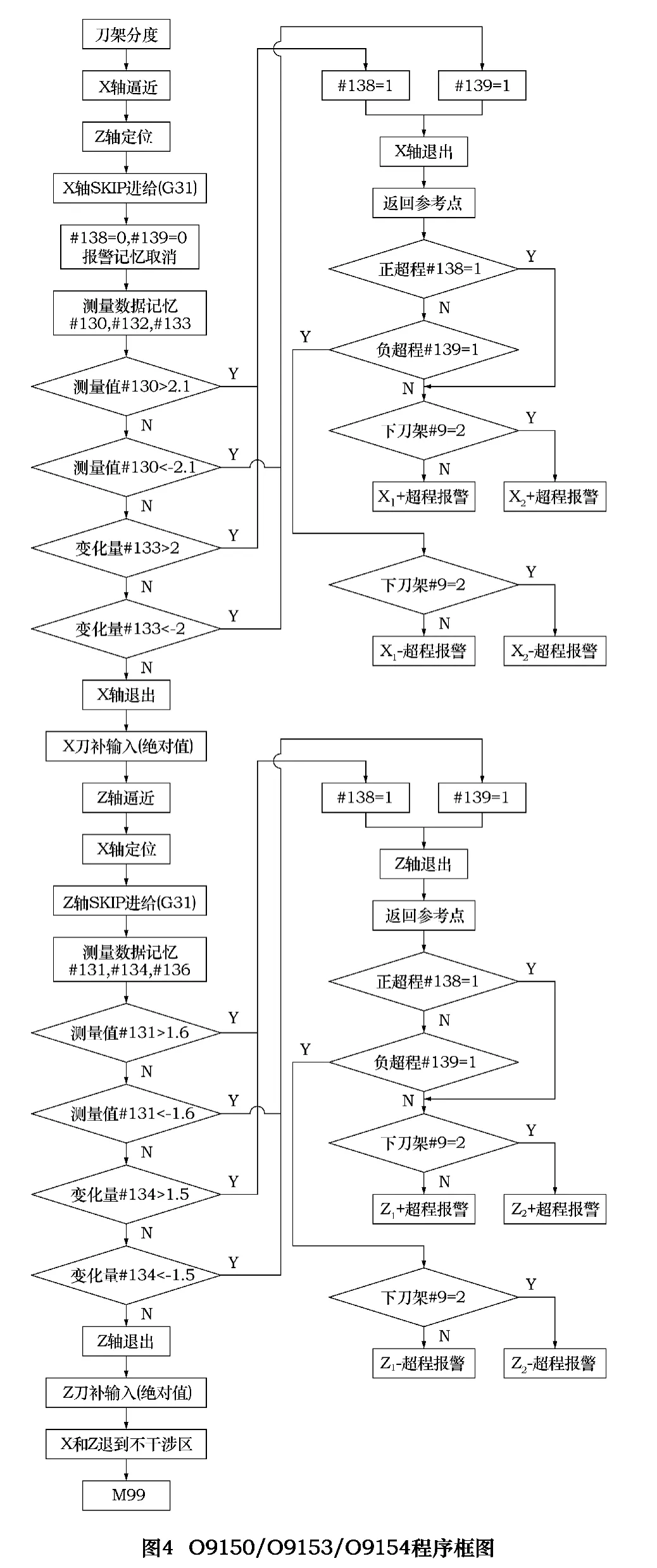
3.2 X-/Z-逼近对刀测量宏程序
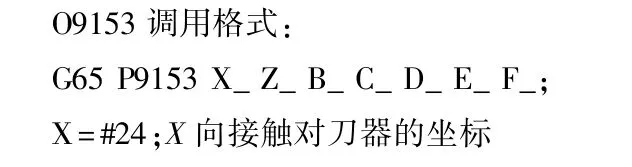
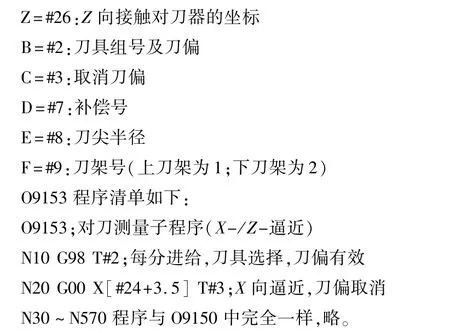
由刀具配置图2可知,上刀架1、3、4组刀具和下刀架1、2、3组刀具采用X-/Z-逼近对刀测量。为此设计X-/Z-逼近对刀测量宏程序O9153。其测量过程如图3所示,程序框图如图4所示。
3.3 X-/Z+逼近对刀测量宏程序
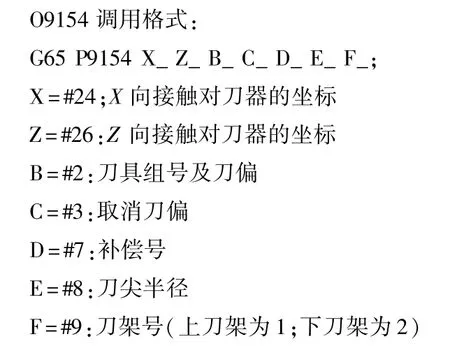
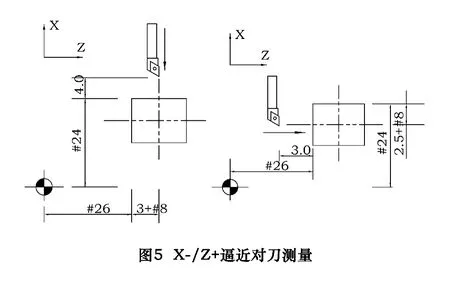
由刀具配置图2可知,上刀架2、5组刀具采用X-/Z+逼近对刀测量,其测量过程如图5所示。为此设计X-/Z+逼近对刀测量宏程序O9154。程序框图如图4所示。O9154与O9153基本类似,不同的是O9153中Z向测量是负向逼近,而O9154中Z向测量是正向逼近。
4 对刀宏程序的应用
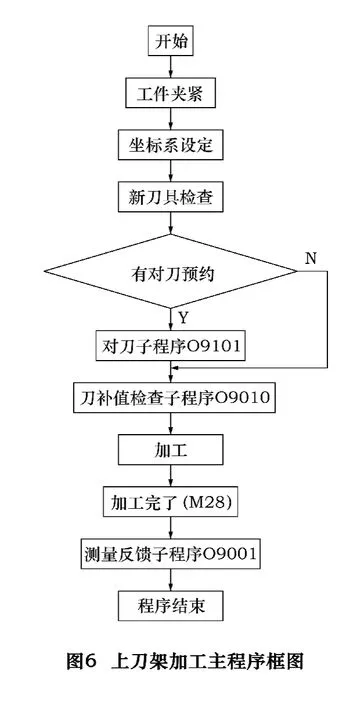
现以上刀架的应用为例说明对刀宏程序的应用,上刀架加工主程序框图如图6所示。在每次加工前,使用接口信号#1007判断是否有对刀预约,如果#1007=1,表示有对刀预约;如果#1007=0,表示无对刀预约。如果有对刀预约,则调用上刀架对刀子程序O9101。出现对刀预约有两种情况,一是某把刀具的寿命已到,二是人为强制对刀预约。
上刀架对刀子程序O9101程序框图如图7所示。上刀架使用1~5组刀具,分别对应BDT1~5跳程序段信号。如果某组刀具需要对刀测量,则对应的跳程序段信号为OFF;不需要对刀测量的刀具组所对应的跳程序段信号全部为ON。如现在需要对1组刀具进行测量,则BDT1为OFF,BDT2~5全部为ON。
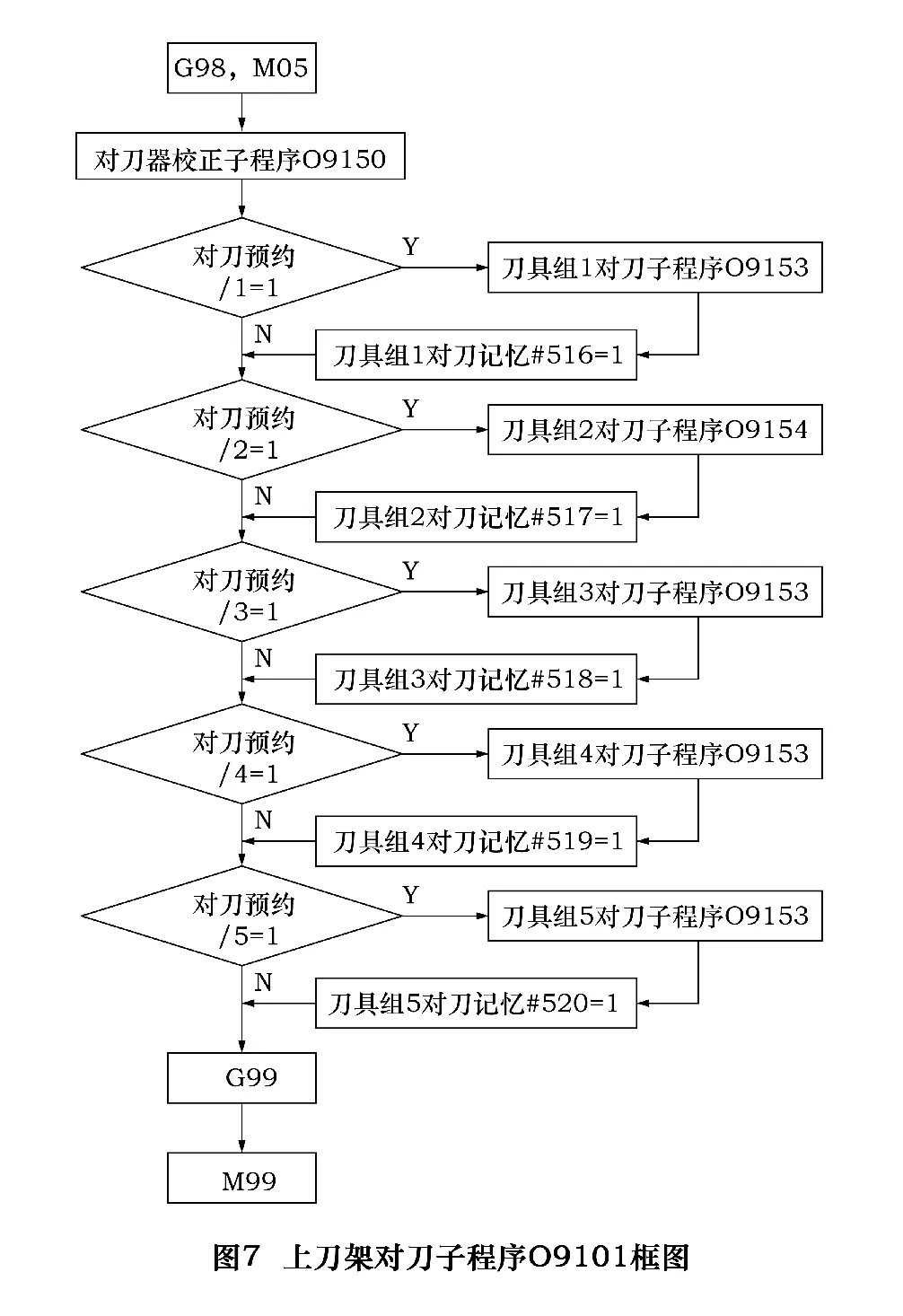
第4组刀具是精车刀,使用2个刀补号,精车小轴端使用4号刀补;精车法兰端使用8号刀补。其它刀具组使用1个刀补号,该刀补号即刀具组号。
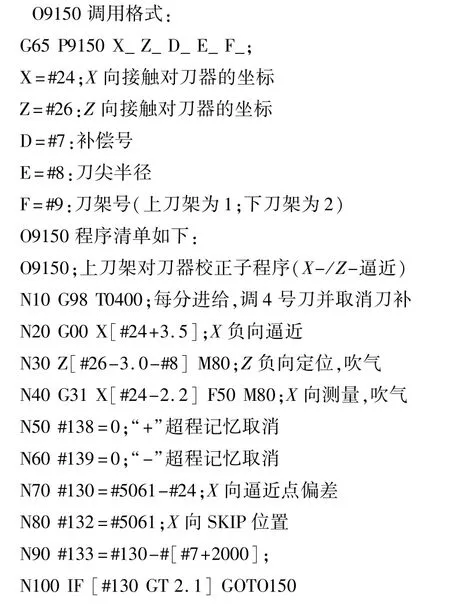
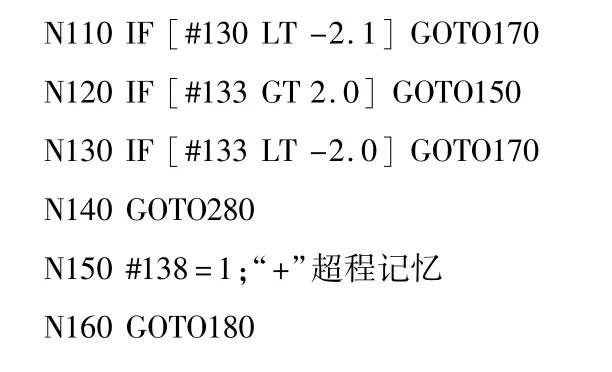
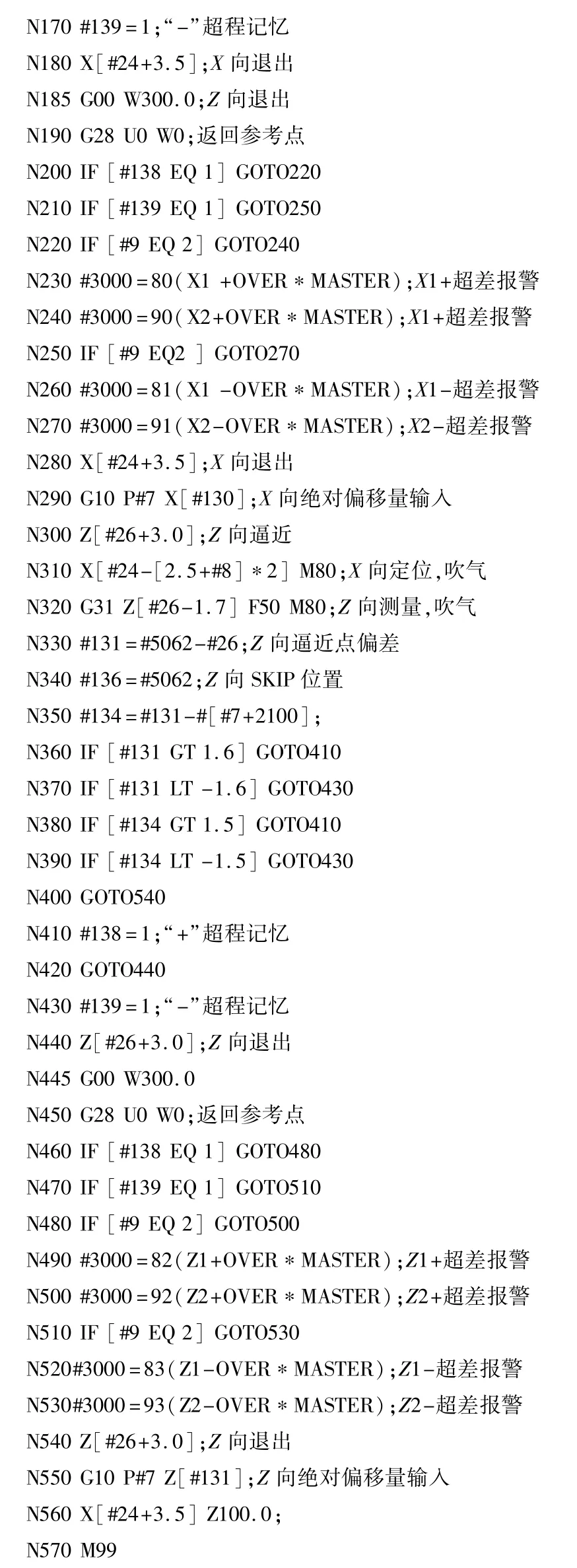
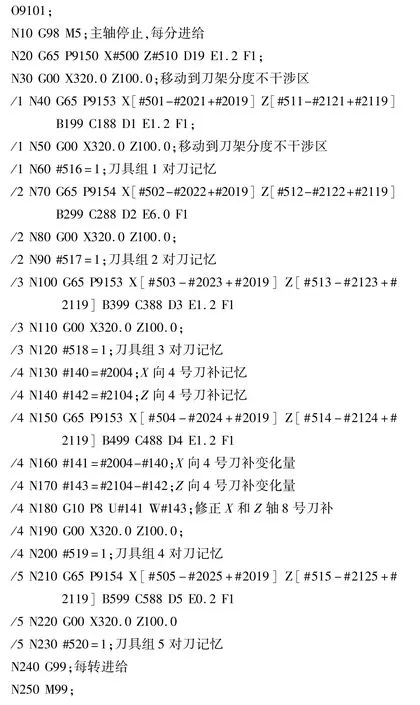
上刀架对刀子程序O9101程序清单如下:
5 结语
ZD30曲轴生产线采用龙门机械手上下料,实现全线全自动加工,因此数控加工自动刀具补偿必不可少。本文介绍的自动对刀程序只是在换新刀片时才调用它,从而实现新刀具补偿的自动化。在刀具使用过程中,由于刀具磨损等因素引起的误差,我们将通过加工后零件尺寸的在线测量,实现动态过程刀具补偿的自动化。这方面的内容将另行撰文描述。
猜你喜欢
上海涂料(2021年5期)2022-01-15
智能制造(2021年4期)2021-11-04
中学生数理化·高一版(2021年1期)2021-03-19
制造技术与机床(2019年10期)2019-10-26
名城绘(2019年3期)2019-10-21
中学生数理化·高一版(2019年1期)2019-06-26
中小企业管理与科技·中旬刊(2018年2期)2018-03-10
中学生数理化·高一版(2018年1期)2018-02-10
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年8期)2017-11-27