
无溶剂复合技术的特点及相关设备结构分析
2010-11-30 00:40许文才左光申
中国塑料 2010年10期
吕 玲,高 德,许文才,左光申
(1.浙江大学宁波理工学院机电与能源工程分院,浙江宁波315100;2.北京印刷学院印刷装备工程研究中心,北京102600;3.广州通泽机械有限公司,广东广州510830)
无溶剂复合技术的特点及相关设备结构分析
吕 玲1,2,高 德1*,许文才2,左光申3
(1.浙江大学宁波理工学院机电与能源工程分院,浙江宁波315100;2.北京印刷学院印刷装备工程研究中心,北京102600;3.广州通泽机械有限公司,广东广州510830)
在分析国内外无溶剂复合设备现状的基础上,论述了无溶剂复合设备在结构设计上无烘干道、结构紧凑、耗能少等特点,并指出国内外无溶剂复合设备在涂布系统、复合单元、收卷单元、张力控制以及供胶系统等方面的创新点和性能参数。通过比较国内外先进无溶剂复合设备的优缺点,指出国内无溶剂复合设备的主要差距。最后提出了国内外无溶剂复合设备正朝着高效率、多功能、数字化、自动化发展的趋势。
无溶剂复合技术;设备;烘干道;结构;涂布系统;复合单元;收卷单元;张力控制
0 前言
近年来,塑料软包装已成为包装工业中发展最为迅速的行业之一。软包装具有色彩绚丽、功能丰富、形式多样及相对的成本优势,现已广泛用于工业、农业、食品、医药等产品的包装领域。软包装的生产技术、硬件设备等有很大进展,特别是在复合包装领域,国内外软包装生产企业制造出了许多先进的薄膜复合设备[1-3]。随着人们环保意识的提高和企业社会责任感的增强,广大软包装生产生企业更加注重环境保护和卫生安全,对绿色环保、安全、节能、高效的无溶剂复合设备赋予了很高的热情[4],引起了世界各国的关注。
1 无溶剂复合技术的特点和优势
1.1 主要的复合方式
无溶剂复合技术的复合方式有干式复合法、挤出复合法、湿式复合法、无溶剂复合法等[5],这些复合方式的特点如表1所示。
1.2 无溶剂复合技术的优势
目前,国内大多复合膜生产厂家采用溶剂型胶黏剂进行干式复合生产薄膜,干式复合法是比较简单而且成熟的一种复合技术,但由于采用中间层胶黏剂,因而在复合过程中有少量溶剂残留物,它会使包装物产生异味,卫生性能差。为了实现零污染,可以通过改变溶剂种类及复合方式来降低溶剂残留量。改变复合方式,就是把干式复合法改为无溶剂复合法,彻底放弃干式复合用胶黏剂及配套的溶剂,而采用无溶剂型胶黏剂[6]。无溶剂复合法流程简单,设备占地面积小,成本低,能耗小,将是未来复合技术发展的主要方向。
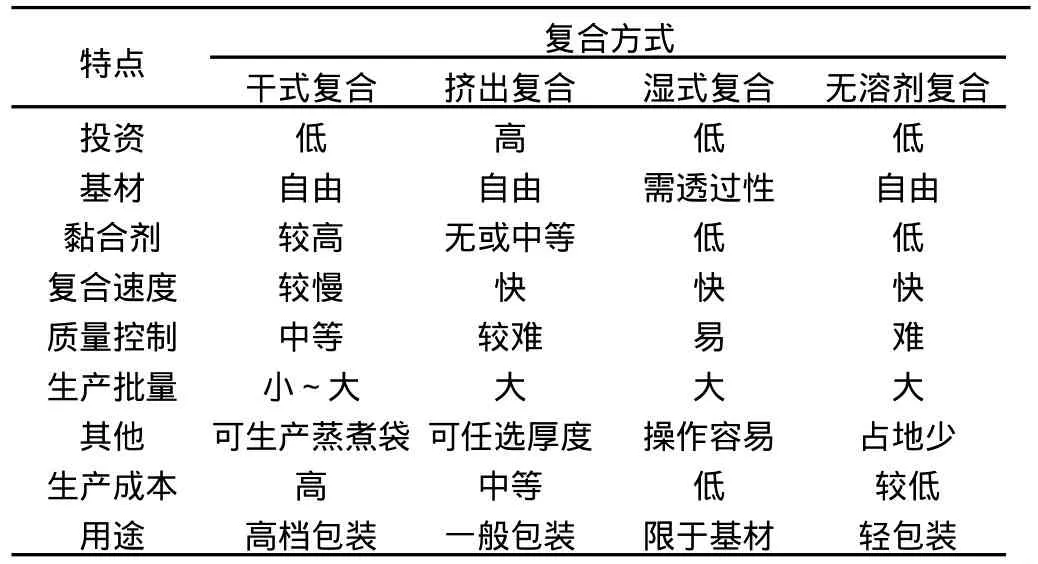
表1 各种复合方式的特点Tab. 1 Characteristics of main lamination modes
无溶剂复合法不仅是一种典型的资源节约型、环境友好型复合软包装材料的生产工艺,而且在产品品质、成本等方面较干式复合法也有明显优势。无溶剂复合法的优势主要有:
(1)节约资源
无溶剂复合法的上胶量少,溶剂型干式复合法的涂胶量大约为2.5~3.0 g/m2,而无溶剂复合法的涂胶量大约只有0.8~2.0 g/m2;无溶剂复合法没有烘道干燥过程,节约了大量蒸汽,装机功率低,比溶剂型干式复合法低30 kW左右。
(2)安全环保
无溶剂复合法的胶黏剂不含任何溶剂,无溶剂排放,无三废物质产生,不影响工人身体健康和周边环境,有利于清洁化生产;无溶剂复合设备结构紧凑且无干燥箱,噪音低;无溶剂复合法不使用可燃、易爆性有机溶剂,工厂厂区及生产车间不需特殊的防火防爆措施。
(3)产品品质好
无溶剂复合法卫生性好,胶黏剂不含溶剂,复合薄膜不会因残存溶剂而污染所包装的物品;复合时基材不会因溶剂及烘道加热而引起薄膜变形,复合薄膜平整性好。
(4)综合成本较低
单位面积上胶量少,无溶剂复合涂布量约为干法复合的1/3~1/2;设备没有预干燥烘道,造价低,设备占地面积小。
(5)涂胶装置
无溶剂复合法采用光辊转移上胶,主胶和固化剂混合更加均匀,混胶机使涂布质量更加稳定。
(6)生产速度
无溶剂复合法生产速度快,生产效率高,正常生产中溶剂型复合法的最高车速在150 m/min左右,而无溶剂复合法可达300 m/m in以上。
综上所述,采用无溶剂复合法替代干式复合法,无论在环境保护、生产安全、确保产品品质方面,都表现出明显的优势,而且可以降低生产成本、提高经济效益,无论对于企业参与激烈的市场竞争,或者获取更为丰厚的利润,都具有巨大的意义[7-8]。与溶剂型复合相比,无溶剂复合法在国内应用还较少,但由于其在环境保护、降低成本、提高复合速度、产品无溶剂残留等方面占有的优势,并且无溶剂复合产品的各方面性能正逐渐接近或达到溶剂型复合产品的水平,因此,无溶剂复合技术是未来发展的主要趋势。
2 国内外无溶剂复合设备现状
2.1 无溶剂复合设备
20世纪70年代,无溶剂复合技术开始在国外进行工业化生产,80年代迅速发展,干式复合技术的应用则明显减少。在工业发达国家中,只有日本长期以来大量应用干式复合法,但至90年代末期,也开始重视无溶剂复合技术,并有较快的发展[9]。随着国外无溶剂复合技术的迅速发展,许多设备制造公司顺应时代的发展和软包装行业的需求制造出了先进的无溶剂复合设备。我国目前主要采用干式复合法,需要使用溶剂型胶黏剂。许多企业逐渐意识到无溶剂复合技术环保、安全、低成本以及高速度的优势,开始大量引进无溶剂复合生产线[10]。至今,无溶剂复合技术能够生产市场上70%~80%的包装制品。国际上已经广泛采用无溶剂复合技术生产复合膜。
然而,无溶剂复合设备、所用基材、胶黏剂与工艺参数的匹配存在一定的难度,如张力控制,因为初粘力较小,对生产过程各段张力的设定存在困难;又如涂布量和固化时间的控制也比较困难。此外,由于开工率不足,设备利用率低,造成产品生产成本高,制约了无溶剂复合技术的推广[11-12]。当前,国内外无溶剂复合设备制造企业正在积极进行无溶剂复合设备的深入研究与创新改进,无溶剂复合设备正向着高效率、多功能、数字自动化的方向迅速发展[13]。
2.2 无溶剂复合设备制造商
目前,国外已普遍采用无溶剂复合工艺,实现了生产、使用过程的无污染以及成品无溶剂残留[14]。自20世纪80年代以来,欧洲一些国家如意大利、德国、西班牙、法国新增无溶剂复合生产线占干式复合法和无溶剂复合法新增生产线总数的90%以上,典型的无溶剂复合设备制造企业有意大利的诺德美克股份公司、博斯特集团、赛鲁迪公司,西班牙的科美西集团,德国的温德默勒与霍尔舍公司,法国的DCM集团。随着环保与安全卫生意识的提高,亚洲一些国家如印度、日本、中国也开始关注无溶剂复合设备,不少企业借鉴欧洲先进经验,制造出具有创新特点的无溶剂复合设备。近年来无溶剂复合设备在亚洲也得到一定的发展[15],代表企业有印度的 KOHL I公司、EXPERT公司,日本的富士机械工业株式会社,中国的广州通泽机械有限公司,中国台湾嘉昶机械工业股份有限公司。
3 无溶剂复合设备的特点
3.1 无溶剂复合设备的结构特点
无溶剂涂布复合机主要包括:2个放卷装置、1个收卷装置、无溶剂胶黏剂涂布装置、复合装置和1套无溶剂供胶装置,如图1所示。

图1 无溶剂复合机的结构图Fig.1 Structural draw ing of solventless laminators
无溶剂复合用胶黏剂不含溶剂,不能通过溶剂对胶黏剂的黏度进行调节,因此无溶剂复合设备与干式复合设备(如图2所示)有一些明显的差异,主要表现在涂布装置带有升温、控温系统,这样可以通过控制温度来调节胶黏剂的黏度,以保证涂布的正常进行[16];此外,在收卷装置中设有闭环张力控制器,这是因为胶黏剂初期粘合力较小,需要严格控制收卷张力,以防止复合薄膜生产过程中产生隧道效应等弊病[17];供胶装置有用于双组分胶黏剂供料的高精度混合喷头,以及用于单组分胶黏剂固化的增湿器等[18]。无溶剂复合机的特点可简单概括为,结构紧凑,占用面积小,设备安装和维修费用低,能耗低。

图2 干式复合机的结构图Fig.2 Structural draw ing of dry laminato rs
3.2 涂布系统
国内无溶剂复合设备多采用五辊涂布系统,包括计量辊、转移钢辊、转移胶辊、涂布钢辊和涂布压辊,如图3所示。五辊结构的涂布装置在计量辊和转移钢辊之间有一套橡胶浮动辊装置。在一定的速度和温度下,由于辊间摩擦产生的热量会改变胶黏剂的黏度和涂布量,这套橡胶浮动辊装置可用于消除这种现象,有利于涂布量的精确控制。但是五辊结构使涂布装置变得更加复杂,加大了设计和制造难度[19]。其中计量辊为固定不转动的,其作用是对转移胶辊起刮胶作用,必要时用手转动此辊以便清洗而无需停机。涂料储存在计量辊和转移钢辊之间的精微调节的间隙中。

图3 无溶剂复合机的五辊涂布系统Fig.3 Five-rollers coating system fo r solventless laminato rs
3.3 涂布量的控制
无溶剂复合涂布系统采用多辊结构,利用间隙、速度和压力来控制涂胶量,对零部件加工安装精度、控制要求较高。转移胶辊、转移钢辊和涂布钢辊分别由单独伺服电机驱动,三者之间拥有一个合理的转速比,可调节控制上胶量。工作时胶黏剂在转移钢辊、转移胶辊、涂布钢辊之间均匀渡料。根据制品要求,只需调节转移钢辊、转移胶辊相对涂布钢辊的速度即可得到所需涂布量。
3.4 恒温复合装置
恒温复合装置包括1个钢制热辊、1个高密度橡胶辊和1个与其他辊压合的背压辊,这样可以使复合膜透明且无气泡。这种恒温复合装置与干复机的热复合完全不同,可以使复合膜保持一定的余温,收卷后卷内外保持相近的固化温度,进而加快固化速度。这种装置采用三辊复合,涂胶膜和复合膜以一定的包角进入复合辊和压辊复合,恒温辊的温度可根据胶黏剂固化温度任意设定,使膜面两侧加热到固化温度,使固化速度相对一致,保证复合膜的品质。
3.5 张力匹配
所谓的张力匹配是指对两层不同材料施加不同的张力,使之达到去除张力后两层材料回缩程度基本一致的要求。无溶剂复合对张力匹配的依赖性很强,处理不好会发生隧道现象,造成整卷产品的报废。无溶剂胶黏剂一般初始固化慢,因此复合膜的初粘力都较低。复合后产生的隧道效应会影响制品成本和品质。因此收卷张力控制非常重要。一般张力设定为涂布卷材产生变形值的25%,实际控制在±10%以内。
易拉伸的材料如聚乙烯张力较小,而不容易拉伸的聚酰胺等材料则需要很高的张力。同样条件下,厚度越厚则张力越大。而对于预复合好的材料,则张力需要增加约20%~50%。在无溶剂复合张力匹配中需要注意的是,原来经过烘道的主放卷材料由于在无溶剂复合中没有加热烘道,所以张力要相应地降低一些或增加副放卷张力。而副放卷如果进行了电晕处理,电火花产生的热量可能使薄膜有所延伸,放卷张力可以降低或涂布张力可以相应地增加[20]。
3.6 配胶输送系统
配胶输送系统由适用范围很广的双组分精密计量混胶机和储料桶组成,混胶均匀、计量准确、输胶平稳。配胶机构为双储料桶,两桶设有恒温保温、加温装置,可按胶液的涂布工况要求设定温度,胶桶出胶口设有精密的输胶泵,输胶速度可任意调整,输胶时可按胶液的配比要求恒定精准地向涂布装置输液。胶液混合器可将胶泵输送过来的胶液进行充分混合,输胶头将混合的胶液打到计量辊和上胶辊上进行涂胶。
无溶剂涂布复合机可用于塑-塑、铝-塑、纸-塑的复合,其制品广泛用于干燥的食品、茶叶、肉制品、医药的包装。随着第三代耐蒸煮型无溶剂胶黏剂的完善,它还可以生产耐蒸煮的包装制品,不必担心因残留溶剂而引起的臭味。不仅如此,各类100%固含量涂料的涂布,如硅胶树脂涂布、紫外线辐射医疗涂布等均可采用无溶剂涂布复合机,它的应用前景将非常广阔[21]。
4 无溶剂复合设备的创新点
4.1 特殊的涂布系统
五辊涂布系统的适宜黏度为0.5~10 Pa·s,无溶剂胶液涂布量为0.5~5 g/m2,五辊全为光面辊,辊面宽度从650~1300 mm可供选择,涂布量的变动只需要调整辊的间隙和辊间的转速比,就可达到理想的涂布效果。五辊式涂布头能克服网纹辊的不足,使用便捷、适用范围广、涂布质量稳定、经济节能,特别是超低的涂布量是网纹辊涂布无法实现的[22]。
有些无溶剂复合设备制造企业还自行设计了各自独特的涂布系统,如科美西公司的Nexus EVO系列采用四辊涂布系统,单独电机驱动改善了清洗工作,减小了更换时间,同时系统允许改变涂布、混胶和进料辊之间的相对速度,从而可以提供适合不同胶黏剂的最佳涂布量。计量辊采用了新型橡胶套筒技术,缩短了更换时间,使机器具有更好的功效,最大限度减小了工人的劳动强度。
另外,日本富士机械工业公司的FVSC-L5系列采用了4根挤压辊涂布方式;温德默勒与霍尔舍公司的Varicoater Lf系列采用了4个网纹辊的涂布系统。
4.2 浮动式转移胶辊
转移胶辊是特别调制的具有一定硬度的橡胶辊。专有的挠性连接装置可以使转移胶辊处于设计的浮动运行位置。它不仅可以消除雾化现象,同时降低因摩擦产生的热量,精密控制温度。停机时,有一单独气缸将它与其他辊分开、便于清洗。在改变涂布宽度时,仅需要很短时间就可以更换。浮动辊的另一种先进形式,采用套筒设计,供配置要求[23]。具有代表性的如诺德美克公司的Nexus One和Nexus Pow er系列无溶剂复合机,采用独特设计的新型计量辊,通过触摸屏及创新的浮动系统使操作人员可以设定和改变上胶量,同时与套筒技术相结合,使移动变得容易。
为确保无溶剂胶黏剂在传递过程中黏度一致,转移钢辊、涂布钢辊均采用特制镀铬/钢辊,内部为双层多螺旋管加热。通过精密自动控制温度装置,使加热介质(水或油)的温度控制在±0.5℃内。无溶剂涂布温度一般在40~80℃之间[24-25]。
4.3 张力自动控制
张力随着卷筒半径的变化而变化。如果转矩保持恒定,则张力随着卷径减小而增大。如果卷材在恒转矩下放卷,可借助卷材直径减小来调节张力进而避免拉断卷材。其卷取曲线见图4。收卷张力随卷材直径的增大而减小,张力的减小要控制得比曲线3要慢。这可以通过调节制动器、离合器或电机电流控制来实现的。

图4 卷材张力与卷筒直径关系Fig.4 Relationship between tension and web diameter
采用超声波传感器,依据收卷卷径变化、温度、基材厚度等参数,通过微电脑预先设定张力进行半闭自动控制,原理见图5。

图5 张力控制原理Fig.5 Principle of tension control
新的张力控制方法确保张力自动控制,克服了初粘力低而产生的遂道效应。这种控制系统通过触摸式按键或 PLC即可输入系统参数,如:存储预定产品的设置参数及材料型号等、张力设定模拟输出、模拟输出张力微调/驱动速度指令、故障自动闭锁等程序控制[26-27]。
科美西公司的Nexus Power和Nexus EVO系列无溶剂复合设备在收放卷装置上安装气动补偿器,实现连续运转,可始终维持精确的张力控制,摆辊位置通过感应模拟传感器读出,而无须机械协助,避免了后续调整的可能性;温德默勒与霍尔舍公司的Varicoater Lf系列无溶剂复合设备在牵引装置和薄膜卷取机上采用高精密的料带张力调节装置,可以生产所有材质的柔性复合膜。
4.4 结构合理的供胶系统
新型供胶系统由2台精密计量泵和1个224切割混合喷头组成,保证双组分胶黏剂的均匀混合。独特的混合喷头易于折卸安装,不会因为固化堵塞影响生产。该系统亦可作为单组分胶黏剂(备自动加湿装置)和第三代耐蒸煮型胶黏剂的供胶系统。系统配有停机、计量清洗装置,与主机相联,控制加胶速度,使供胶量与涂布消耗量保持平衡。
4.5 水平式复合装置
广州通泽机械有限公司设计的SSL复合装置采用水平排列方式,其明显的优点是不受气源波动影响,产品品质更稳定、调节更灵敏,特别适合初粘力低的无溶剂复合[28],如图6所示。
4.6 直线导轨式收卷机构
广州通泽机械有限公司设计的SSL收卷机构为直线导轨式结构,与摆臂式收卷机构相比,收卷压力始终恒定,压力方向不变,如图7所示。
4.7 可扩展无溶剂复合机
意大利著名的柔印机和复合机制造厂商欧芬公司推出全球首创的可扩展无溶剂复合机,该机采用专利的三辊复合机构、无轴传动、无刷马达(方便设定宽度)和套筒技术(方便计量辊的更换),涂布量精确,复合均匀快速(可达350 m/min),而且可根据产品需要扩展成1台多功能(COMB I)或3层复合机,可用来复合卡纸、铝箔和聚酰亚胺,生产牛奶包[29]。

图6 复合装置的排列方式Fig.6 A rrangement of lamination units

图7 SSL收卷机构与摆臂式收卷机构Fig.7 SSL-w inding unit and sw ing arm winding unit
4.8 高速度复合机
意大利诺德美克股份公司是一家专业生产复合设备的公司,公司不断把最新技术应用到自己的产品上,使其达到目前市场上同类产品最快的运行速度、最高的可靠性和最长的使用寿命。其无轴式收放卷型设备的机械速度为350 m/min,全自动收放卷机的速度为350 m/min和 600 m/min。
诺德美克公司提供给美国一家公司目前世界上速度最快的无溶剂复合机,速度达到600 m/min,还配备了远程诊断系统,用户只需将电话线接到设备上,在意大利的技术人员就可以了解设备的状态并帮助用户排除故障[30]。
4.9 无轴自动收放卷
独立的卷材支撑臂能够在2根轴上装载各种宽度的卷材,带有气胀卷材支撑和自动双向换卷系统。无轴自动收放卷技术已广泛应用于无溶剂复合设备,如诺德美克公司的Super Simp lex SL和Labo Combi400系列、科美西公司的Nexus EVO系列等。另外,诺德美克公司的Simp lex SL系列在无轴自动收放卷的基础上还配置了磁性制动功能。
4.10 模块化设计
有些无溶剂复合设备配有独立可互换的涂布单元小推车,通过切换涂布小车,调用相应控制程序,可以完成溶剂型复合(干式、湿式)、无溶剂复合与聚偏氯乙烯涂布等不同工艺。通过模块设计,进行组装配置,轻松实现从双层复合转换三层复合或多层复合[31]。如诺德美克公司的Presentazione Trip lex系列、博斯特公司的CL660 Unica系列以及科美西公司的Nexus Dual系列等。
无溶剂复合设备可以给予操作人员最大的安全保障,配备连接排气吸风管的悬浮式防护罩及气动控制的滑动式防护闩,用于排放生产时产生的微量有害气体。控制面板采用简单易懂的版面设计和大尺寸触摸屏,可以轻松实现人机交流;采用最新高级模块电子技术可以创造一个直观理想的工作环境。如诺德美克公司的Super Simp lex SL系列无溶剂复合机,它的机械/电子/功能运转皆达到 CE及 CSA/UL标准,安全可靠。
5 无溶剂复合设备的性能参数
无溶剂复合的关键工艺过程主要包括涂布复合、张力控制、收放卷控制等,国外设备在机械速度、幅宽、卷径方面正在不断提高和创新[32-33]。一些无溶剂复合设备的性能参数如表2所示。

表2 无溶剂复合设备的性能参数Tab.2 Parameters of solventless laminators
6 国内无溶剂复合设备的主要问题
我国无溶剂复合技术的应用极为有限,全国无溶剂复合薄膜生产线仅60条左右,远低于与其应用领域基本相同的干法复合薄膜生产线,与其他生产软包装复合所用的工业化生产方法相比,如共挤出复合、挤出复合等,无溶剂复合技术的应用亦少得多,特别值得注意的是这些为数不多的无溶剂复合设备虽然基本上均从国外进口,具有较高的技术水平,但常年正常运转的比例不高,大多处于半停顿状态[34]。目前,中国软包装市场主要以食品包装为主,约占整个市场需求的60%左右;其次是医药和化工行业,占30%左右[35]。而在食品、医药用复合软包装中,值得关注的首先是无溶剂复合技术。20世纪90年代我国天津顶正印刷包装公司从意大利Schiavi公司引进国内第一台无溶剂复合机,此后国内一些包装印刷厂先后从意大利、法国、德国等国家引进无溶剂复合机。这期间国内复合机制造企业借鉴国外的先进经验,结合企业的实际情况,已经摸索出一套适合中国国情、适合企业技术特点的无溶剂复合工艺和设备[36-39]。国内设备虽然也有所发展,但与国外先进设备相比仍然有一定的差距,如表3所示。

表3 国内外无溶剂复合设备现状对比Tab.3 Comparison of solventless laminato rs at home and abroad
从表3可以看出,与欧洲先进的无溶剂的复合技术相比,我国无溶剂复合技术的发展还比较缓慢。值得欣慰的是我国通过借鉴国外先进技术经验,致力于无溶剂复合技术及设备的开发研制,近年无溶剂胶黏剂的开发应用取得了突破性进展,正在逐渐走向成熟,国产化进程加快[40-41]。广州通泽机械有限公司己经制造出了国产的无溶剂复合设备,不仅具有相对国外产品低廉的价格,在性能方面也完全达到甚至超过国外同类产品的使用性能。
7 无溶剂复合设备的发展趋势
科技发展突飞猛进,无溶剂复合技术紧随时代步伐,为顺应时代的发展需求,无溶剂复合设备正在朝着高效率、多功能、模块化的方向发展[42]。
7.1 高效率
国外无溶剂复合设备现已达到相当可观的生产速度,在高速下可自动换卷,减少停机换卷带来的麻烦,在一定程度上提高了生产效率。与国外相比,国内无溶剂复合设备涂布复合速度有一定的差距。
7.2 多功能组合
组合机型配有独立可互换的涂布单元小推车,能在一台机器上实现运用多种不同的复合涂布工艺,操作方便。具有相当大的灵活性,可进行干法或湿法复合膜生产,可进行水溶性、溶剂型或无溶剂胶黏剂以及其他涂料的涂布复合,可进行组装配置,可一次复合多层膜[43-44]。
7.3 模块化设计
高级模块电子技术可以为复合生产创造一个直观理想的工作环境。轻松实现从双层复合转换三层或多层复合,还可以为复合机的研究开发一个更宽范围的组合[45]。
除此之外,数字化处理[46]、在线监测与控制、故障诊断与维护技术[47-48]等高新技术在无溶剂复合设备上也得到了很好的应用,使得无溶剂复合设备紧跟时代步伐,更容易使软包装行业接受和认可。
无溶剂复合技术,顺应了时代的要求,是一项真正环保、卫生、可广泛应用于软包装行业的新技术,它的推广应用大大提高了软包装特别是食品、医药包装的卫生和安全性能。如今无溶剂复合技术作为一种新型塑料包装复合技术,已在国内外得到广泛关注和稳定发展。无溶剂复合工艺将是未来复合工艺发展的方向,也是未来塑料包装的大势所趋。
[1] 江 谷.复合软包装材料的卫生安全性[J].印刷杂志,2008,(7):18-22.
[2] 周祥兴.软质塑料包装技术[M].北京:化学工业出版社,2002:1.
[3] 赵有中.国内无溶剂复合的发展及面临的机遇[N].中国包装报,2008-12-1(8).
[4] Venkatesh R,Jayachandran S.Globalization and Industry Competitiveness in Heslthcare Services and Marking[J].Journal of Marketing Management,2008,7(1):15-24.
[5] 江 谷.软包装材料及复合技术[M].北京:印刷工业出版社,2007:12.
[6] 曹春宝,李满宏.改变复合工艺减少残留物确保医药食品包装安全[J].今日印刷,2009,(8):49-50.
[7] 邢顺川,马 军.复合发展新方向——无溶剂复合浅谈[J].塑料包装,2000,10(2):45-47.
[8] 刘宁武,向 宁.浅析无溶剂复合工艺[J].国外塑料,2006,24(1):42-45.
[9] 陈昌杰.解读无溶剂复合[J].塑料包装,2008,18(4):27-31.
[10] 吴孝俊,林龙杰.无溶剂复合技术应用实践[J].印刷技术,2009,(4):29-30.
[11] 蔡明池,张春林,邱 竟.我国塑料包装行业2008年状况及2009年行业发展建议[N].中国包装报,2009-6-1(8).
[12] Martin B,Brenda C Y R.Estimation of the Strength of Adhesion Between a Thermo responsive Polymer Coating and Nitinol Wire[J].JMater Sci:Mater Med,2008,19:1971-1979.
[13] 朱亦新.浅议我国包装机械制造技术创新及发展[J].科技论坛,2009,(6):1-2.
[14] 广东省软包装印刷设备制造业产业技术路线图制作小组.国内外软包装的产业现状对比[J].印刷工业,2009,(8):22-27.
[15] 韩晓良.包装印刷设备发展概况[J].中国印刷物资商情,2003,(1):24-25.
[16] KuanüH,Chuang W,Ma C M.Synthesis and Characterization of a Clay/Waterbo rne Polyurethane Nanocomposite[J].Journal of Materials Science,2005,40:179-185.
[17] Müller K,Klapper M.Preparation of High Molecular Weight Polyurethane Particles by Nonaqueous Emulsion Polyaddition[J].Colloid Polym Sci,2007,285:1157-1161.
[18] 陈昌杰.塑料薄膜无溶剂复合法——一种值得倡导的复合工艺[J].国外塑料,2002,(12):17-21.
[19] 左光申.无溶剂复合设备工艺的关键因素分析[J].塑料包装,2008,24(5):14-16.
[20] 陈漫里.无溶剂复合张力的匹配[J].软包装,2003,(4):34-36.
[21] 葛汝峰.W F-1000型无溶剂涂布复合机的研制[J].塑料包装,2000,10(1):45-48.
[22] 温州市博大机械有限公司技术部.W TF型无溶剂涂布复合机技术特点分析[J].广东包装,2007,(4):31.
[23] 王海松,刘金刚.涂布技术的最新进展[J].国际造纸,2003,22(5):6-18.
[24] 何林华.计量施胶压榨在轻量涂布纸生产中的应用[J].中国造纸,2001,(6):37-39.
[25] 全国软包装技术信息中心.我国无溶剂复合应用状况分析[N].中国包装报,2002-10-14(4).
[26] 黄建春,陈日新.基于 PLC的纸张复合机张力控制系统设计[J].微电机,2007,40(8):82-86.
[27] 桑叶青,杨公源.复合材料卷绕机张力控制系统设计[J].仪器仪表用户,2008,15(5):42-43.
[28] 范军红.国内自主研制开发的无溶剂复合机在粤诞生[J].广东包装,2008,(3):72-76.
[29] [佚名].欧芬公司推出全球首创可扩展无溶剂复合机[J].今日印刷,2007,(2):105.
[30] 欧 讯.意大利诺德美克集团公司——世界复合机制造领域的技术先驱[N].中国包装报,2006-3-1(1).
[31] 秋 梅.全球包装印刷市场走向[N].中国包装报,2005-8-1(4).
[32] M irja R,Jyrki H,Jukka R.Development of an Automation System for a Tablet Coater[J].AAPS Pharm Sci Tech,2002,3(2):1-12.
[33] Parnasov V S.M icrodose Coating Thickness Gauges[J].Measurement Techniques,1993,36(9):999-1001.
[34] 王蔚佳.无溶剂包装掀起绿色革命[N].中国医药报,2007-5-10(2).
[35] 许文才.国内软包装行业的现状与发展趋势[J].包装工程,2008,10(10):215-216.
[36] 吴胜周.浅谈软包装无溶剂复合的研究进展[N].中国包装报,2004-12-27(7).
[37] [佚名].行业动态[J].今日印刷,2004,(10):59-63.
[38] [佚名].意大利Flexotecnica公司成立25周年纪念循序渐进稳步前进成就辉煌[J].中国包装工业,2006,(2):88.
[39] 刘英亮,徐美玲.多功能复合涂布机组的设计[J].中国包装工业,2005,(1):52-53.
[40] Chian K S,Gan L H.Development of a Rigid Polyurethane Foam from Palm Oil[J].Journal of Applied Polymer Science,1998,68(3):509-515.
[41] [佚名].厂家信息[J].今日印刷,2006,(1):117-123.
[42] 周祥兴.软塑包装讲座(一)[J].中国包装工业,2001,(1):27-29.
[43] 琴 心.组合印刷及组合印刷设备[J].印刷杂志,2009,(8):1-6.
[44] 庾 晋,周 洁.美国包装业发展趋势[J].商品储运与养护,2004,10(5):41-44.
[45] 谭俊峤.从2008德鲁巴展会看印刷新技术、新设备[J].印刷工业,2008,(4):35-46.
[46] [佚名].数字化包装机械的发展[J].中国包装工业,2009,(11):19-20.
[47] 高晓静.难忘的意大利之行[J].印刷工业,2009,(3):37-39.
[48] 李人劼.意国一瞥[J].印刷工业,2009,(3):44-46.
Characteristics of Solventless Lamination Technology and Structure of Equipmen t Associated with It
LÜLing1,2,GAO De1*,XU Wencai2,ZUO Guangshen3
(1.School of Mechanical and Energy Engineering,Ningbo University of Technology,Zhejiang University,Ningbo 315100,China;2.Printing Equipment Engineering Research Center,Beijing Institute of Graphic Communication,Beijing 102600,China;3.Sinomech Corporation,Guangzhou 510830,China)
Solventless lamination technology both at home and abroad was reviewed.Solventless laminators have the advantages of no drying cylinders and energy saving.The design features in the coating system s,laminating units,winding units,tension control and dispensing system s were presented.It was pointed out that the development trends of solventless lam inato rs would be high efficiency,multi-functional,digital and automatic.
solventless lamination technology;equipment;drying cylinder;structure;coating system;laminating unit;winding unit;tension control
TQ320.66
A
1001-9278(2010)10-0009-08
2010-03-24
*联系人,gaode63@163.com
猜你喜欢
数字商业时代(2017年7期)2017-06-30
中国信息化周报(2016年20期)2016-06-24
印刷技术·包装装潢(2016年5期)2016-06-16
印刷技术·包装装潢(2015年9期)2015-12-07
船舶标准化工程师(2015年5期)2015-12-03
中国兽药杂志(2012年4期)2012-11-06
中国计算机报(2012年16期)2012-07-10
中国计算机报(2009年31期)2009-04-27
