
安钢高炉炉壳用钢的研制开发
2010-12-08 06:37欧阳瑜厚健龙
河南冶金 2010年6期
欧阳瑜 厚健龙 李 力
(安阳钢铁股份有限公司)
安钢高炉炉壳用钢的研制开发
欧阳瑜 厚健龙 李 力
(安阳钢铁股份有限公司)
介绍了安钢超宽板坯连铸机—3500 mm炉卷轧机研制开发的 5000 m3级高炉炉壳用钢的生产工艺和质量情况。通过生产实践检验,产品各项性能均达到了较高的水平。
高炉炉壳用钢 Z向性能 探伤
0 前言
高炉炼铁是在一个外有钢壳、内有耐火炉衬并安装有水冷设备的密封竖炉内进行,其冶炼特点是炉料和煤气在逆流运行过程中完成还原、造渣、传热及渣铁反应等过程,得到化学成分和温度较为理想的液态铁水[1]。因此对炉壳的材质提出了强度、韧性、耐急冷急热、加工性能适应的高质量炉壳。下面笔者就安钢高炉炉壳用钢的研制开发做一介绍。
1 成分设计
安钢高炉炉壳用钢成分设计采用中碳体系,为保证钢板具有优良的抗层状撕裂性能,在炼钢时严格控制钢种的 S含量和夹杂物含量。通过添加微合金 Nb、V、Ti、Al微合金元素细化晶粒 ,钢板正火处理用以细化金相组织,使钢的力学性能更稳定,韧性有较大的富余量,为保证良好的焊接性能将碳含量控制在 Pcm小于 0.26%,化学成分见表 1。

表1 安钢高炉炉壳用钢化学成分w%
Nb在钢中的特点就是提高奥氏体的再结晶温度,从而达到细化奥氏体晶粒的目的[2]。V在奥氏体中的固溶度较高,但在铁素体中的固溶度相对较低,是一种理想的低温铁素体析出强化元素。虽然在控轧钢中V的细化晶粒的作用不如Nb,但其析出强化的作用却大于Nb,因此在既需要较高强度有要求韧性的钢中加入适量的V会起到良好的作用[3]。通过微 Ti处理利用 TiN粒子的高温稳定性避免再加热时奥氏体的晶粒粗化,具有细化起始奥氏体和改善焊接热影响区冲击韧性的作用。
2 高炉炉壳钢的生产
2.1 工艺路线
安钢高炉炉壳用钢采用以下工艺路线:铁水预处理—150 t复吹转炉—LF—VD—超宽板坯连铸—炉卷轧机—正火热处理。
为保证钢水的纯净度,严格控制入炉原材料,采用铁水预处理,炼钢用优质废钢,以活性石灰代替普通石灰。LF工序喂入铝线进行深脱氧,采用白渣精炼,确保 VD炉真空度,VD精炼结束进行 Ca处理对夹杂物变性。严格控制浇注温度,做好保护浇注,采用动态配水和动态轻压下,确保铸坯内部质量。
充分保证板坯加热时间和均热时间,一加热段温度:1050℃~1130℃,二加热段温度:1200℃~1280℃,均热段温度:1200℃~1280℃,在道次制订上应以最少道次为原则,尽量提高道次压下率,轧制成品厚度采用层流冷却,终冷温度 >680℃,堆冷后再进行下道次工序处理。轧钢通过控轧控冷控制钢的晶粒,获得具有细晶粒的铁素体和珠光体组织,为进一步保证厚钢板厚度方向的组织均匀和性能均匀性,在轧制后还进行正火热处理。
2.2 高炉炉壳钢的性能
2.2.1 力学性能
安钢高炉炉壳用钢的力学性能要求见表 2。要求0℃冲击功大于等于 47 J,延伸性能大于等于23%,冷弯性能 d=3a不出现裂纹。因此,要求较高的钢水纯净度,对 P、S等杂质的控制要求也高。

表2 安钢高炉炉壳用钢性能要求
图1、图 2、图 3为安钢高炉炉壳用屈服强度、抗拉强度、冲击功实际性能分布。
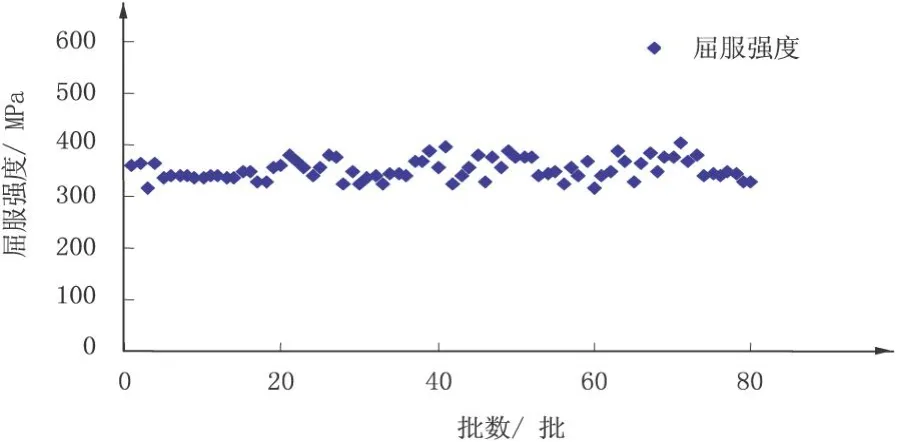
图1 安钢高炉炉壳用钢屈服强度分布
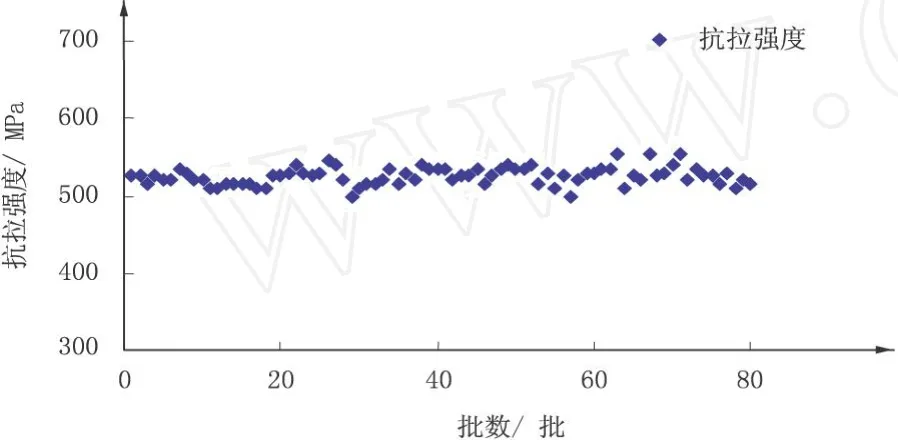
图2 安钢高炉炉壳用钢抗拉强度分布图
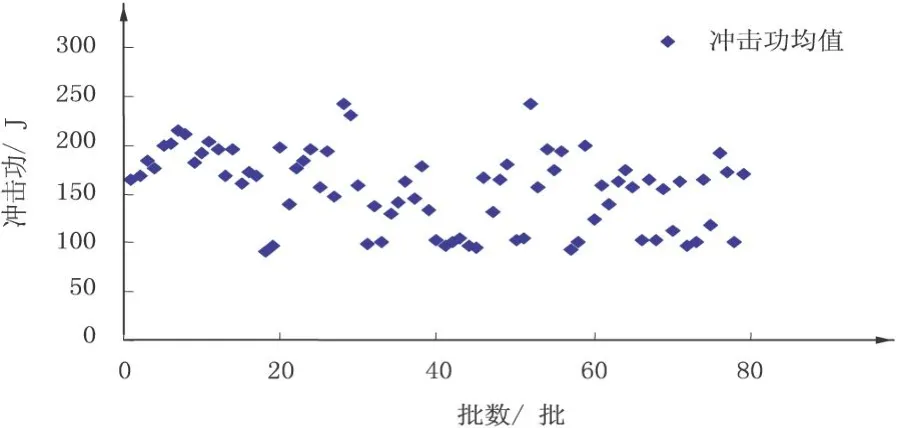
图3 安钢高炉炉壳用钢冲击功平均值分布图
由图 1、图 2、图 3可以看出,钢板的屈服强度在315MPa~405MPa之间,抗拉强度在 500MPa~555 MPa,0°纵向冲击值在 90 J以上,满足钢板性能要求,且有充分的富余量,这表明高炉炉壳用钢板具有良好的强度和塑性配合。2.2.2 钢板的 Z向性能
按照 GB 5313-85标准要求对每一张钢板进行按批取样做钢板的 Z向性能,图 4为安钢高炉炉壳用钢 Z向性能分布。由图 4可以看出,平均值达到48.2%,最大 64.3%,最小值也大于 29%,完全满足高炉炉壳用钢抗层状撕裂要求。图 5为 65 mm厚的安钢高炉炉壳钢典型 Z向拉伸断口照片。由图 5可以看出,拉伸断口为韧窝组织,说明该钢在断裂过程中发生了明显的塑性变形,原子间有较大的畸变或过渡的滑移。通过以上结果分析可知,试制钢板达到了较高的强度值、得到良好的韧性和塑性。
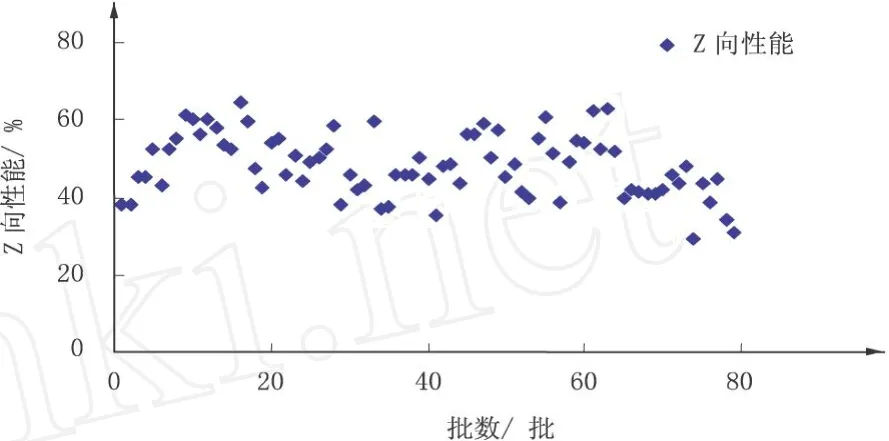
图4 安钢高炉炉壳用钢 Z向性能分布图
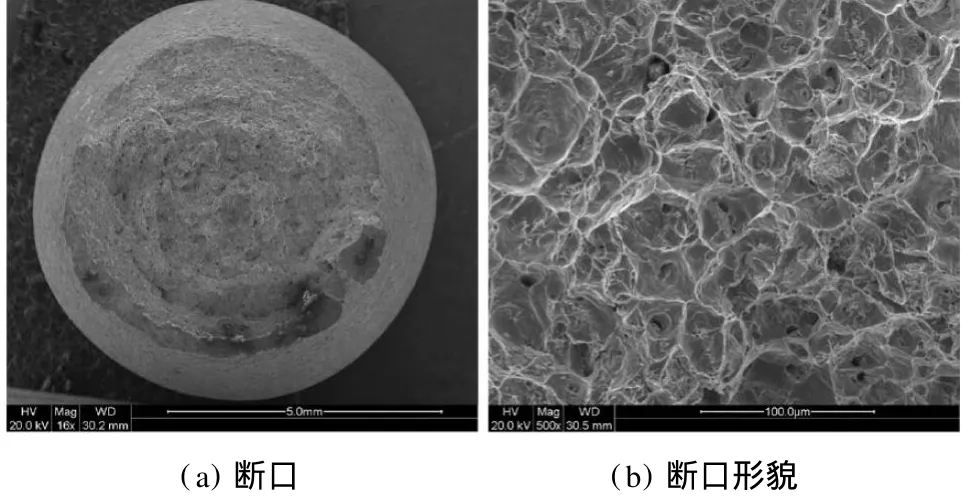
图5 安钢高炉炉壳用钢 Z向拉伸断口照片
2.2.3 金相组织
在钢中进行微钛处理能细化晶粒,减少钢中带状组织,控轧工艺采取再结晶区和未再结晶区控轧对减少带状组织,避免魏氏组织对钢基体的整体破坏作用非常有利。在钢板 1/4处取金相试样对高炉炉壳用钢进行了金相组织分析,经 4%硝酸酒精溶液侵蚀,安钢高炉炉壳钢的基体组织为铁素体 +珠光体,带状组织 1.5级,铁素体晶粒度 8.0级,如图 6所示。
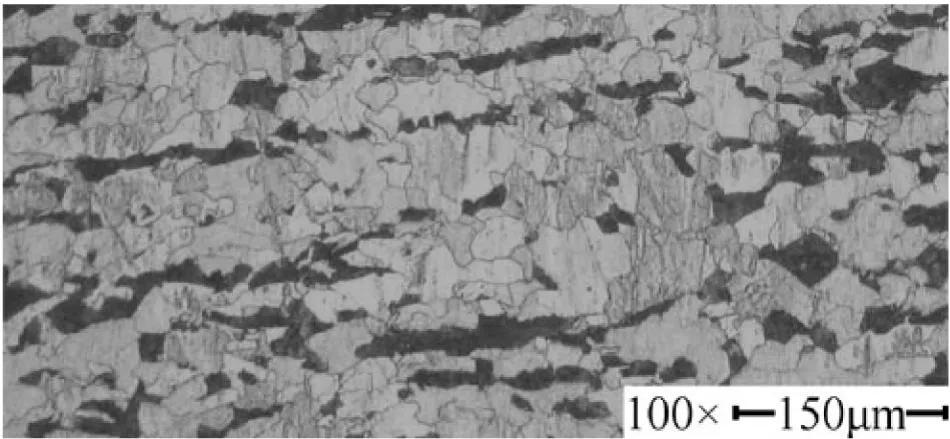
图6 安钢高炉炉壳钢金相照片
3 高炉炉壳用钢探伤
高炉炉壳用钢由于使用环境较差,要求钢板进行探伤,依据 JB/T4730.3-2005(《承压设备无损检测第 3部分超声检测》)进行检测,级别为Ⅱ级,为保证钢板探伤合格率,采取以下措施:
1)保证 VD真空度,确保抽真空度时间,精炼结束进行 Ca处理对夹杂物变性,软搅拌时间大于 10 min,以保证钢水质量;
2)连铸在开浇前检查设备工况,保证液面波动控制系统能投用,使用动态配水与动态轻压下,保证铸坯内部质量;
3)板坯入库时采取缓冷,保证铸坯中的气体能扩散出来。
4)钢板入库缓冷后再探伤。
通过采取以上控制措施,安钢高炉炉壳用钢探伤合格率在 93%以上。
4 结论
1)安钢第二炼轧厂研制的 5000 m3高炉炉壳用钢 ,采用 Nb、V、Ti、Al元素微合金化处理 ,其力学性能完全满足要求。
2)Nb、V微合金及良好的控轧控冷及正火处理使安钢高炉炉壳用钢具有良好的韧性,较高的 Z向断面收缩率。
3)通过控制钢水质量,使用动态配水和动态轻压下,板坯、钢板缓冷等措施,安钢高炉炉壳钢探伤合格率较高,完全满足批量生产。
[1] 但泽义,邓玉孙.高炉炉壳用钢 [J].钢结构,2008,23(11):47-49.
[2] 韩孝勇.铌、钒、钛在微合金钢中的作用[J].宽厚板,2006,12(1):39-41.
[3] 夏佃秀,郑香增,徐洪庆,等.厚规格保性能 Q345B热轧钢板的研制[J].山东冶金,2004(增刊):189-191.
RESEARC H AND DEVELOPM ENT OF BLAST FUENACE SHELL PLATE IN ANGANG
Ou Yangyu Hou Jianlong LiLi
(Anyang I ron&Steel Stork Co.,Ltd)
This paper describes the production technology and quality situation of blast furnace shellplates for 5000 m3blast furnace in the wide slab caster-3500 mm Steckel mill production line in Angang.By production practice test,all products performance have reached a higher level.
blast furnace shell plate perfor mance in Z-direction ultrasonic test
*
欧阳瑜,副厂长,高级工程师,河南.安阳 (455004),安阳钢铁股份有限公司第二炼轧厂;
2010—11—16
猜你喜欢
山东冶金(2022年2期)2022-08-08
商品与质量(2021年17期)2021-04-23
重型机械(2020年3期)2020-08-24
世界有色金属(2020年7期)2020-07-20
经济师(2017年9期)2017-10-30
人力资源管理(2016年5期)2016-08-11
新疆钢铁(2015年2期)2015-11-07
四川建筑(2015年6期)2015-03-24
河南科技(2014年12期)2014-02-27
重型机械(2013年2期)2013-12-03
