
水溶性MIM粘结剂的制备及性能表征
2010-12-25 07:50骆接文蔡一湘
材料研究与应用 2010年4期
骆接文,刘 斌,陈 强,蔡一湘
(1.广东省工业技术研究院精密部件制造研究所(广州有色金属研究院),广东 广州 510651;2.华南理工大学机械与汽车工程学院,广东 广州 510640)
水溶性MIM粘结剂的制备及性能表征
骆接文1,刘 斌2,陈 强1,蔡一湘1
(1.广东省工业技术研究院精密部件制造研究所(广州有色金属研究院),广东 广州 510651;2.华南理工大学机械与汽车工程学院,广东 广州 510640)
以PEG和POM为主体组分配方制备了一种用于金属粉末注射成型用的水溶性粘结剂.通过扫描电镜分析、差示扫描量分析仪、热重分析仪及热性能测试、脱脂率实验等对制备的粘结剂体系进行分析表征.结果表明:该粘结剂体系组分之间有很好的相容性,和金属粉末的混合性良好;该种粘结剂在水中脱脂速度快,脱脂率高,在75℃水中4 h内的脱脂率43.06%;粘结剂体系具备良好的热分解性能,添加剂的加入使得热分解温度降低,有利于烧结的进行.
粘结剂;水溶性;金属粉末;注射成型;脱脂
金属粉末注射成型(简称 MIM)工艺包括[1]喂料制备、注射成型、脱脂和烧结等步骤.这些步骤中粘结剂贯穿始终,起着十分重要的作用.良好的粘结剂是获得高质量产品的关键之一.尽管粘结剂不决定产品的最终化学成分,但是它会直接影响工艺能否成功[2].因此粘结剂作为 MIM 技术的核心,一直是人们最关心的前沿研究课题.粘结剂根据其主要组元和性质可分为热塑性体系、热固性体系、凝胶水基体系和水溶性粘结剂体系四大类.水溶性粘结剂用水作溶剂,不需有毒的有机溶剂来脱脂,不污染环境;作为一种快速、廉价、无污染的脱粘方法正越来越引起重视,水溶性粘结剂体系的研究和开发也由此显得举足轻重[3-6].因而,开发一种高效、实用的水溶性粘结剂体系,对MIM 的发展和环境保护具有非常重大的意义.中南大学李海普等以聚乙二醇为主体配方制得一种适合金属粉末注射成型用的水溶性粘结剂[7],本文针对金属粉末动态注射的特殊性以及适应低碳经济的需求,自行研制了一种适合金属粉末注射成型用的水溶性高性能粘结剂,并测试其性能.
1 实验部分
1.1 主要原料及设备
聚乙二醇(PEG),牌号PEG1000的相对分子质量为1000,牌号PEG1500的相对分子质量为1500,均为辽宁奥克化工有限公司产品;聚甲醛(POM),M90,台湾宝理塑胶有限公司;苯乙烯磺酸钠(SA),分子质量284.49,上海五联化工厂;邻苯二甲酸二辛酯(DOP),分子质量390.56,上海试剂一厂;丁基化羟基甲苯(BHT),上海润捷化学试剂有限公司;316L不锈钢金属粉末,密度7.924 g/cm3,深圳市鑫颜泰粉末冶金有限公司.
SJDD型毛细管动态流变仪;DSC204C型差热扫描量热分析仪,德国NETZCH公司;TG209型热重分析仪,德国NETZCH公司;金属粉末注射机;PLASTI-CORDER型Brabender转矩流变仪,德国Brabender公司;SEM-S3700型电子扫描电镜,日本日立公司;油浴加热、脱脂装置自制.
1.2 方 法
粘结剂的制备:在油浴加热装置中按配方先加入PEG及抗氧剂BHT及其他助剂,待PEG溶解后缓慢加入POM,并伴以强力搅拌,等已加入部分POM溶解后再继续缓慢加入POM,在设定的温度下搅拌约30 min,得到PEG和POM的初步混合物.将初步混合物造粒,并置入Brabender转矩流变仪,添加SA,DOP,和BHT后混合,混合温度为140℃,转速为40 r/min,混合时间为30 min,所得样品即为粘结剂.
在高速混料机上搅拌得到粘结剂和金属粉末的混合喂料(粘结剂的质量百分数为24%),以金属粉末注射机为实验机台,进行注射成型得到型坯.该注射工艺参数为注射温度为180℃、注射压力110 MPa、注射速率50 mm/s、模温40℃.
将型坯在不同的温度和时间下进行脱脂,在真空干燥机上干燥后测量型坯脱脂后的重量变化并计算其脱脂率.
在电镜下观察粘结剂和喂料的微观结构,测试各单个组分、混合组分的DSC和TG曲线.
2 结果与讨论
2.1 粘结剂与喂料的微观结构
通过对组分相容性的热力学的计算、表面活性剂量计算,自制粘结剂的选定配方[8]为PEG为75%,POM为23%,SA为1%,DOP为1%和BHT为0.01%,其中,PEG1000和PEG1500的质量比为30∶70.按此配方将各种组分在Brabender转矩流变仪搅拌至均匀,将混合后的粘结剂在液氮中脆断,表面喷金后进行电镜扫描,结果如图1(a)所示.从电镜照片上可以看出,断面较均匀一致,没有大的团聚物等缺陷出现,这说明此配方的POM/PEG体系可以达到很高的相容性.
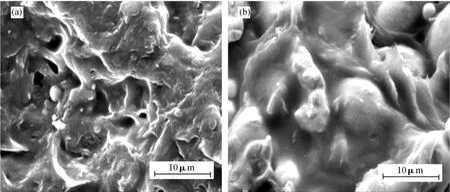
图1 粘结剂体系/喂料的SEM图
在高混机上搅拌金属粉末和粘结剂得到注射成型用的喂料并在注射机上成型,对成型的形坯脆断后表面喷金后进行SEM分析,结果如图1(b)所示.可以看到,喂料在微观结构上分散均匀,没有团聚现象;粘结剂均匀地涂覆在金属粉末表面,形成致密均匀的分散体系.
2.2 试样脱脂性能
注射成型制品试样后进行脱脂性能测试,实验所使用的脱脂装置如图2所示.该装置由油浴加热系统、水浴脱脂系统和搅拌装置三部分组成.将动态注射成型所得试样置入盛有适量脱氧蒸馏水的烧瓶中进行脱脂,烧瓶在油浴加热装置中进行加热,油浴温度由加热控制系统控制.调节搅拌装置,可以达到所需要的搅拌速度(50~1400 r/min).脱脂率由如下公式计算:式(1)中:m0—试样原始质量;m1—脱脂后试样质量;p—PEG在试样中的质量分数,由配方可知p=0.18.

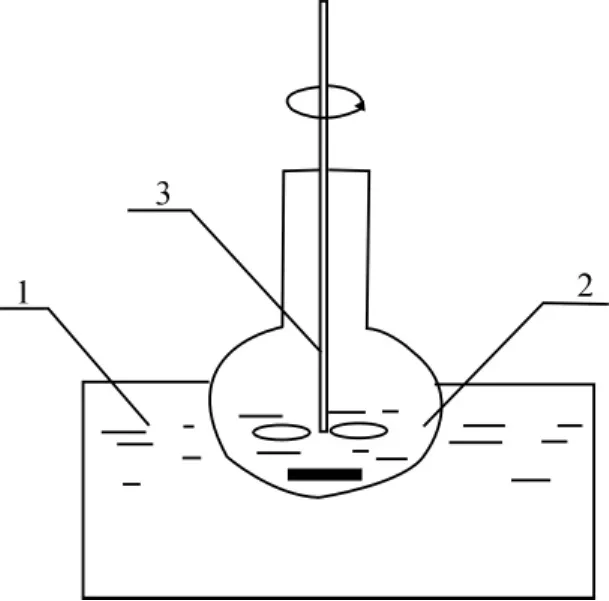
图2 脱脂装置示意图
对试样先在脱脂装置中进行脱脂,后在真空干燥器中烘干至恒重后,称重量并计算脱脂率.一定温度下不同时间的脱脂率-时间曲线如图3所示.从图中可以看到,脱脂率随时间增加而显著增加,而且温度越高,相同的时间内脱脂率也越高,75℃时,2 h后即可脱出31.09%.根据粉末注射脱脂规律[7]可以知道,脱出30%以上即可以进行下一步的烧结工作,因此该粘结剂的脱脂性能符合工艺要求,而且脱脂时间可以控制在2 h以内,可以节省时间,缩短工艺流程.
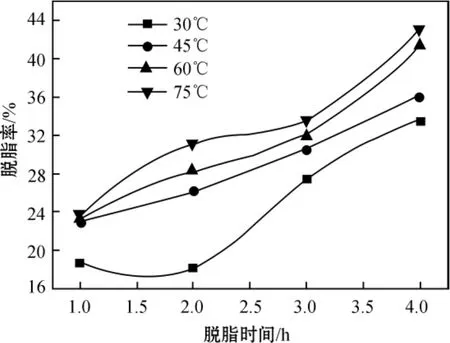
图3 脱脂率和时间关系
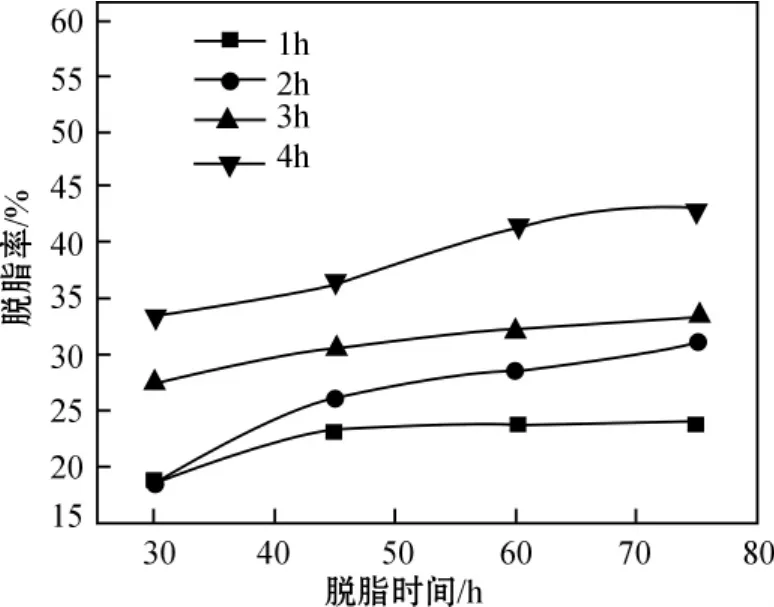
图4 脱脂率和温度关系
脱脂率-温度曲线如图4所示.从图中可以看到,在相同的脱脂时间内,脱脂率随温度增加而增加,而且在相同的温度下,时间越长,脱脂率就越高.但是对比图3的脱脂率-时间曲线可以看出,脱脂率随温度变化并没有随时间变化的明显,这说明脱脂率对于时间的依赖性要强于对温度的依赖性,从工艺上来说,就是升高温度对脱脂率的影响不如延长脱脂时间对脱脂率的影响大,但是,延长脱脂时间会延长整个产品的工艺流程.所以从综合的角度来看,不宜过长的延长脱脂时间,而是应该将两种手段结合使用,在延长脱脂时间的同时升高脱脂温度,以求得最佳的脱脂效果.从上面的数据综合来看,应该在75℃左右进行脱脂操作,可以获得最佳的脱脂性能.
将75℃下在不同脱脂时间的脱脂后试样烘干至恒重后,在液氮中脆断,表面喷金后进行SEM分析,结果如图5所示.
从图5可以看出,脱脂后在形坯内部,由于PEG溶解于水而形成了孔洞.孔洞的分布比较均匀,而且对比时间不同时,形坯内的孔洞数目也不同.脱脂4个小时后的形坯内部的孔洞明显比脱脂1个小时的形坯内部孔洞密度大.随着时间的增加,孔洞的数目也在增加.这说明随着时间增加,在相同温度下脱出了更多的PEG.从微观上印证了上面重量测量的结果.
将不同温度下脱脂4h后的试样烘干至恒重后,在液氮中脆断,表面喷金后进行SEM分析,结果如图6所示.
从图6可以看出,脱脂后在形坯内部,由于PEG溶解于水而形成了孔洞,孔洞的分布比较均匀,而且对比温度不同时,形坯内的孔洞数目也不同,随着温度的增加,孔洞的数目也在增加.这说明随着温度增加,在相同时间内脱出了更多的PEG.但是和脱脂时间相比较,孔洞随温度增加并不是特别的显著,也就是说脱脂温度对PEG脱脂率的影响,并不像时间对脱脂率影响那么显著.
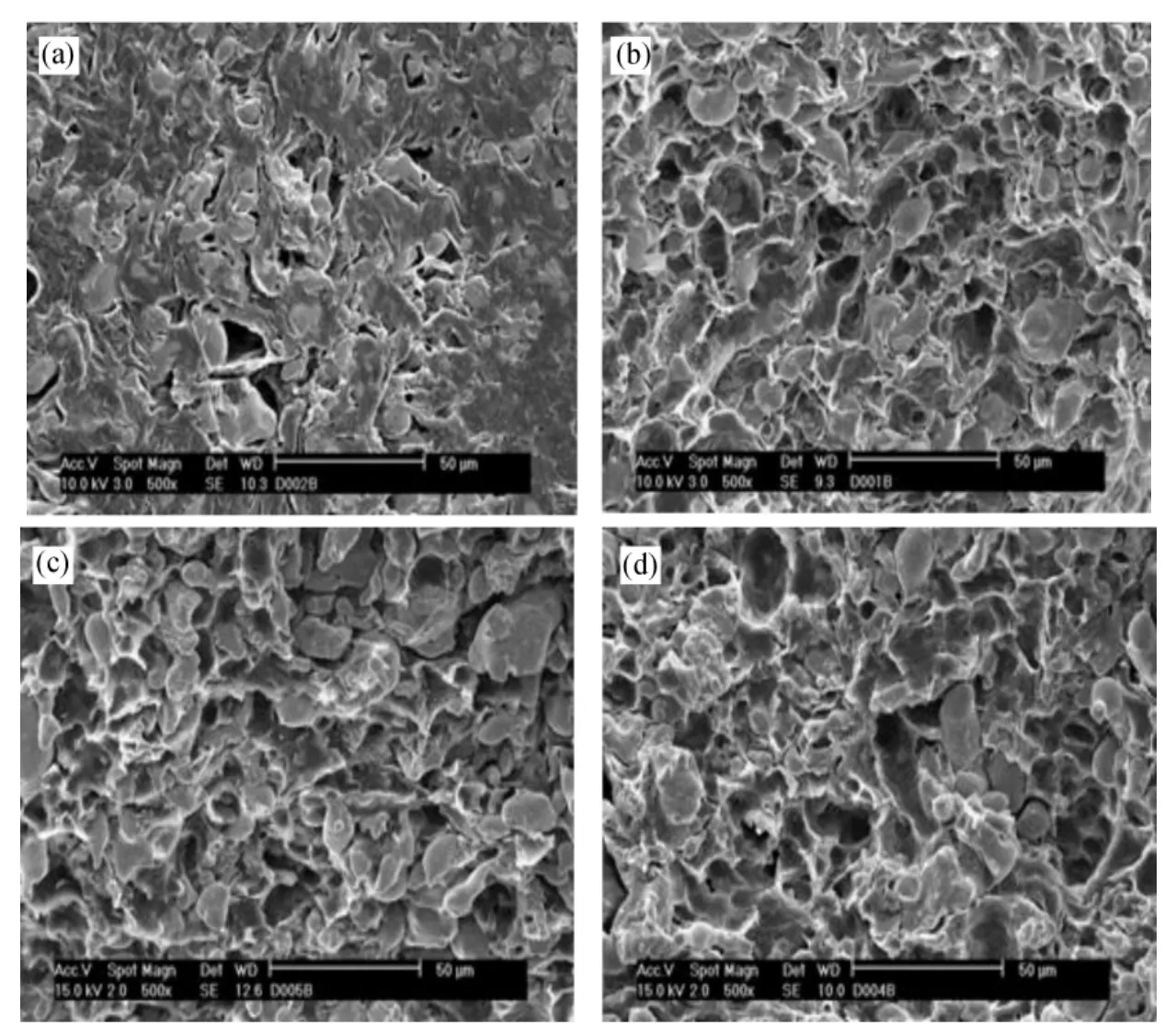
图5 75℃下不同脱脂时间脱脂后形坯电镜照片
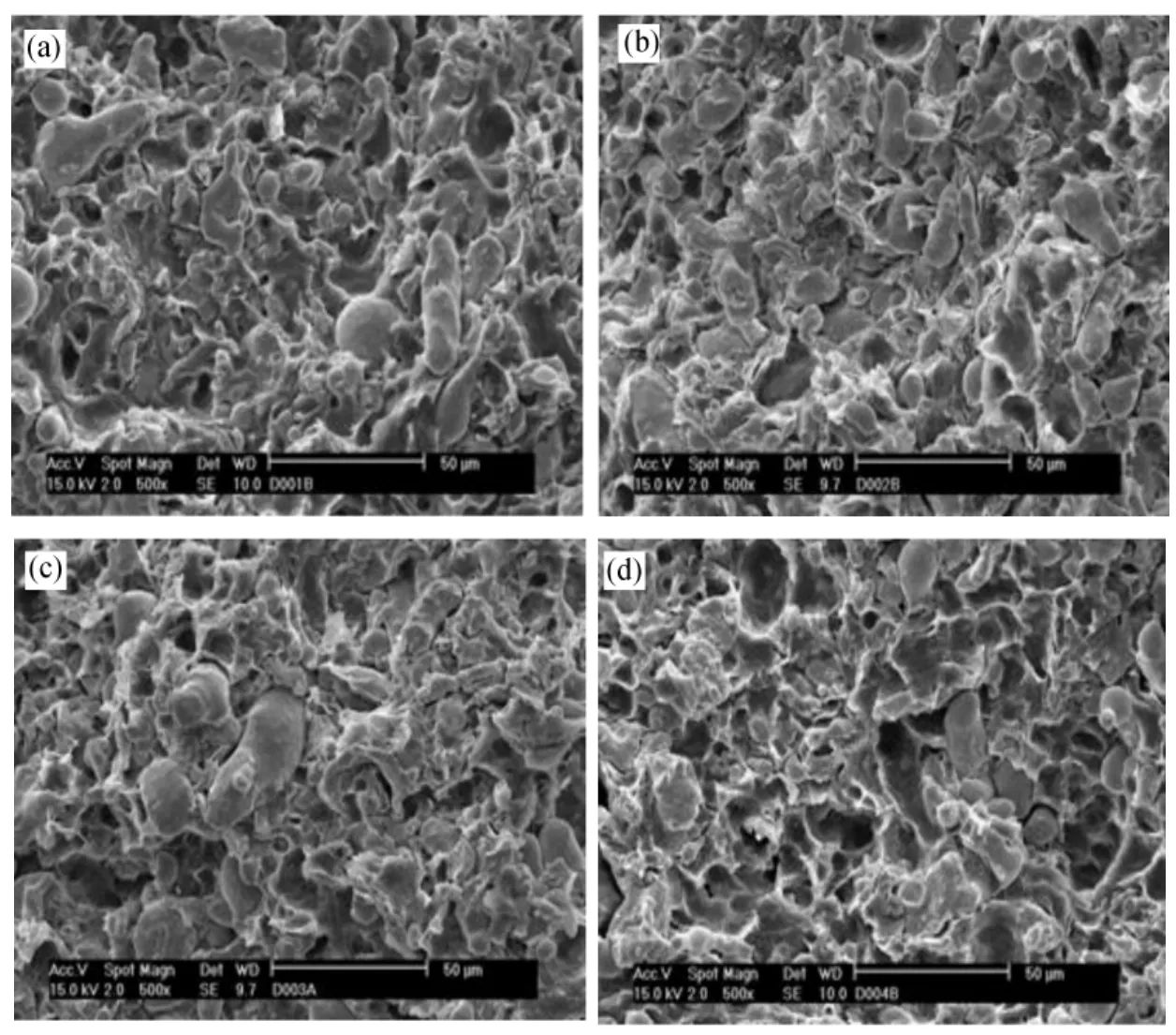
图6 4h下不同脱脂温度脱脂后电镜照片
改变试验条件,在脱脂的同时施加搅拌,即增加脱脂液体的流动率,观察它对脱脂率的影响.试验设定的搅拌速率为120 r/min,记录脱脂率数据得脱脂率-脱脂时间曲线如图7所示.
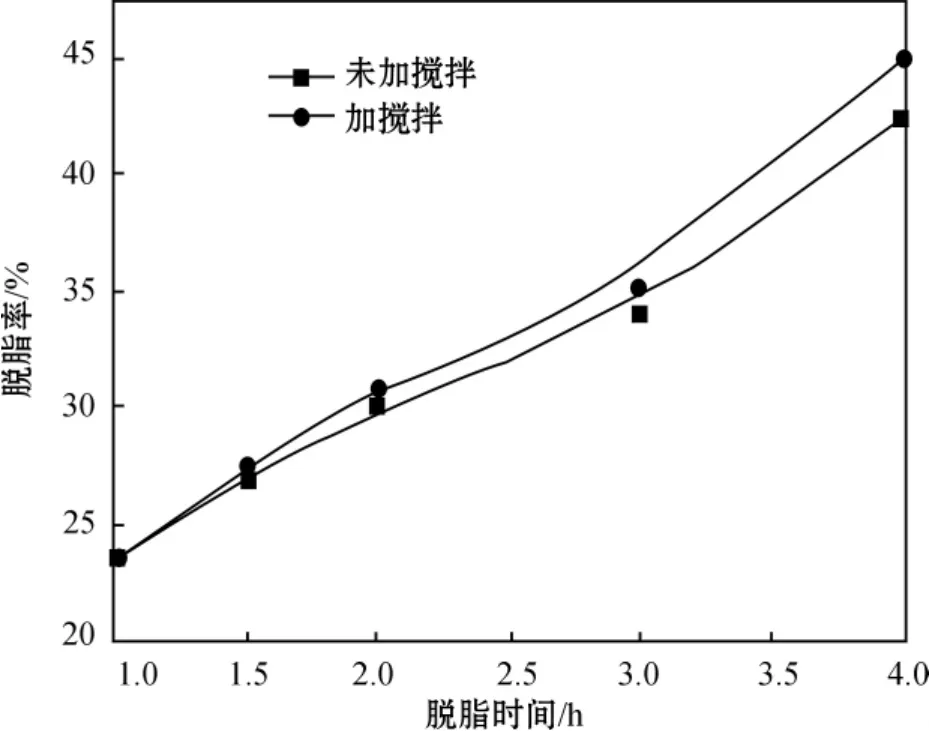
图7 搅拌和未加搅拌的脱脂率对比
从图7可以看出,搅拌对脱脂率的影响并不是特别明显.这是由于脱脂溶剂的总量并没有增加,仅靠增加溶剂的流动在短时间内并不能提高脱脂率,而长时间后虽然能提高脱脂率,但是提高的数量也有限.
2.3 粘结剂的熔点以及分解温度
粘结剂体系的热性能是衡量粘结剂体系的重要指标之一.考查粘结剂体系的热性能,可以看出粘结剂体系组分熔点、分解温度以及组分混合以后的相容性等.粘结剂的热性质对于MIM工艺的最后一步——烧结,有至关重要的影响.粘结剂各组分之间的热分解温度应该在一个合适范围内,单个组分的热分解温度应该呈阶梯状分布,这样有利于粘结剂组分的分步脱去.但是,对于整个粘结剂体系,又应该表现出一个整体的热分解行为,而不应表现为明显分离的热分解过程.
2.3.1 DSC曲线
2.3.1.1 未加添加剂的粘结剂DSC曲线
对单个组分的POM,PEG1000及PEG1500做DSC曲线分析,得到POM 的熔点是167.2℃,PEG1000和PEG1500的熔点分别为42.6℃和52.8℃.PEG/POM体系的DSC曲线如图8所示.从图8中可以看出:PEG1500和PEG1000具有很高的相容性,所以在混合后只表现出一个熔点,为50.8℃,介于PEG1500的52.8℃和PEG1000的42.6℃之间;PEG/POM体系也具有很高的相容性,在混合后POM的熔点下降到163.2℃.
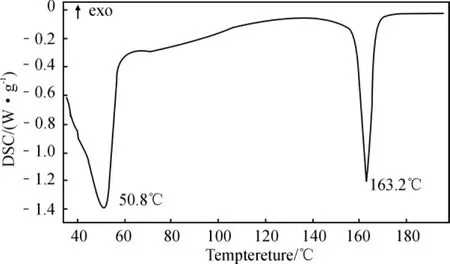
图8 PEG/POM体系DSC曲线
2.3.1.2 加了添加剂的粘结剂DSC曲线
PEG/POM/SA/DOP体系的DSC曲线如图9所示.从图9中可以看出,添加了粘结剂的体系,PEG和POM的熔点向两侧偏移,造成这一结果的原因是由于增塑剂DOP的加入,使分子之间的相容性有所降低,表现出各自的熔点.这一点对于粘结剂体系的脱脂性能是有好处的,因为虽然在制备粘结剂时要考虑组分之间的相容性,使得组分尽可能的相容,但是过分相容使得脱脂时,小分子的脱去比较困难.因此添加增塑剂,适当减少分子之间的相容性,可以提高脱脂速率.
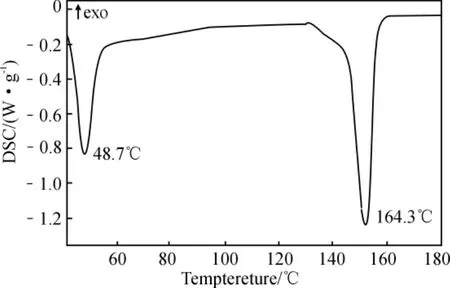
图9 PEG/POM/SA/DOP体系DSC曲线
2.3.2 TG曲线
PEG/POM体系的TG曲线如图12所示,PEG/POM/SA/DOP体系的TG曲线如图10所示.从图10、图11中可以看出:(a)无论是否加入添加剂的粘结剂体系,其分解都作为一个整体表现出分解特性,这说明粘结剂组分之间具备极其优良的相容性.(b)没有添加剂的粘结剂体系,分解温度为340~440℃,急剧分解温度为380~425℃;有添加剂的粘结剂体系,分解温度为300~440℃,急剧分解温度为360~425℃.添加剂起到了降低分解温度的作用,使得粘结剂可以在较低的温度下分解.
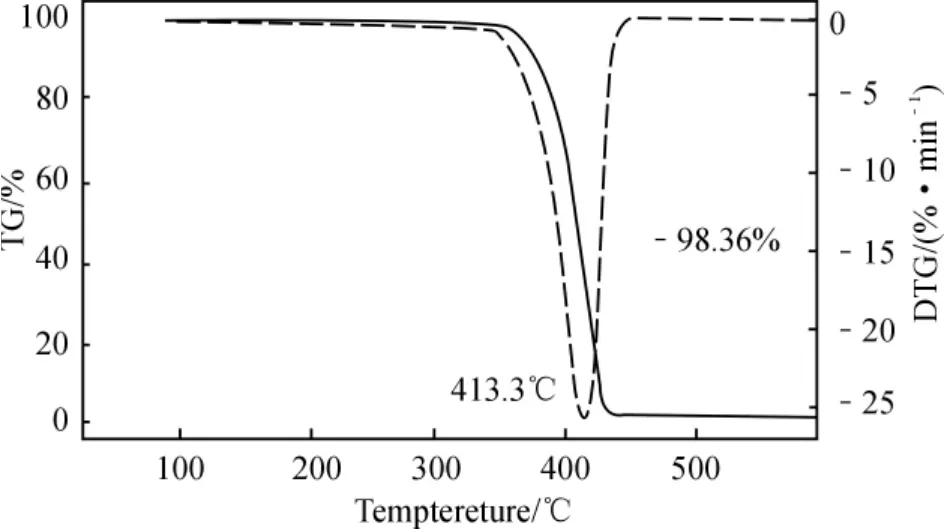
图10 PEG/POM体系TG曲线
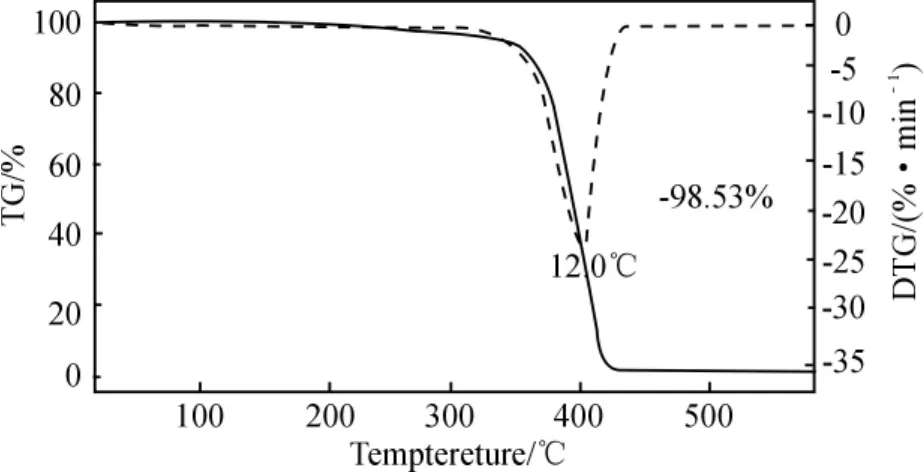
图11 PEG/POM/SA/DOP体系TG曲线
3 结 论
PEG/POM体系相容性良好,制备的粘结剂体系混合均匀,扫描电镜分析结果表明微观分散均匀,相容性好;以此粘结剂制备的喂料熔体混合致密,无团聚现象;水溶脱脂实验表明,4h后可以脱出43.06%的PEG;热性能测试结果表明,粘结剂的各个组分能够充分分解,且表现为整体的分解过程,且添加剂的加入能够降低分解温度.
[1]CREMER I.MIM a new process for part configuration[J].Metal Powder Report,1989,44(1):28-30.
[2]张驰,徐春.金属粉末注射成形技术[M].北京:化学工业出版社,2007.
[3]郭世柏,曲选辉.金属注射成形粘结剂的研究进展[J].粉末冶金技术,2004,22(3):178-182.
[4]CAO M Y,O'CONNOR J W,CHUNG C I.A new water soluble solid polymer solution binder for powder injection molding[C]//Powder Injection Molding Symposium.Princeton:MPIF,1992:85-92.
[5]ANWAR M Y,MESSER P F,ELLIS B.Injection molding of 316L stainless steel powder using novel binder system[J].Powder Metallurgy,1995,38(2):113-119.
[6]ANWAR M Y,DAVIES H A,MESSER P F,et al.A novel binder system for powder injection molding[J].Advanced in powder metallurgy &particulate materials,1995,18(6):15-25.
[7]李海普,钟宏,祝爱兰.一种新型水溶性金属注射成形用粘结剂的研制[J].粉末冶金技术,2006,24(4):275-279.
[8]杜立刚.金属粉末动态注射成型的粘结剂制备[D].广州:华南理工大学工业装备与控制工程学院,2004.
Preparation and characterization of a kind of water-soluble binder for metal powder injection molding
LUO Jie-wen1,Liu Bin2,CHEN Qiang1,CAI Yi-xiang1
(1.Guangdong Research Institute of Industry,Guangzhou 510651,China;2.South China University of Technology SMAE,Guangzhou 510640,China)
Based on PEG and POM a kind of water-soluble binder that is suitable for Metal Powder Injection Molding is introduced in this paper.According to the SEM analysis,DSC and TG test,Vibration rheology test,debinding rate test,it indicates that:the binding system mixed equably and it mixes perfectly with the metal powder,the binder can be degreased very fast in the water and the binder degreased ratio reach to 43.06%after 4h in 75℃ water.The binding system decomposes well and the additive helps lower the decompose temperature which is better for sintering.
binder;water-solubility;metal powder;injection molding;debinding
TG241
A
1673-9981(2010)04-0441-06
2010-10-19
骆接文(1982—),男,广东惠州人,硕士.
猜你喜欢
航天制造技术(2022年2期)2022-05-16
黑龙江交通科技(2021年10期)2021-11-01
黑龙江交通科技(2021年9期)2021-10-13
世界有色金属(2021年5期)2021-06-13
昆钢科技(2021年1期)2021-04-13
中国生殖健康(2020年4期)2021-01-18
铝加工(2020年3期)2020-12-13
石油沥青(2019年3期)2019-07-16
中国生殖健康(2018年4期)2018-11-06
腐植酸(2016年1期)2016-12-16
