
边缘传动磨机小齿轮拆装方法的探讨
2010-12-26 06:32王宝玲
四川水泥 2010年1期
王宝玲
(陕西秦岭水泥〈集团〉股份有限公司,陕西耀县727100)
0 前言
边缘传动磨机的传动龄轮,目前广泛采用变位龄轮。作为传递动力的龄轮,尤其是小龄轮,在使用一段时间后,需要更换或调面使用。如何快速、简便、高质量地更换小龄轮,对于提高磨机的运转率具有十分重要的意义,本文就此进行了深入的探讨,现介绍如下。
1 问题的提出
边缘传动磨机在拆装小龄轮时,往往需要拆除小龄轮轴承座的地脚螺栓,移动小龄轮轴承座后,才能拆装小龄轮。这样既延长了磨机的停机时间、增加工作量,又降低了龄轮的装配质量。原因是小龄轮安装位置,即:大、小龄轮中心连线与水平面的夹角——安装角θ的限制造成的,如图1所示。
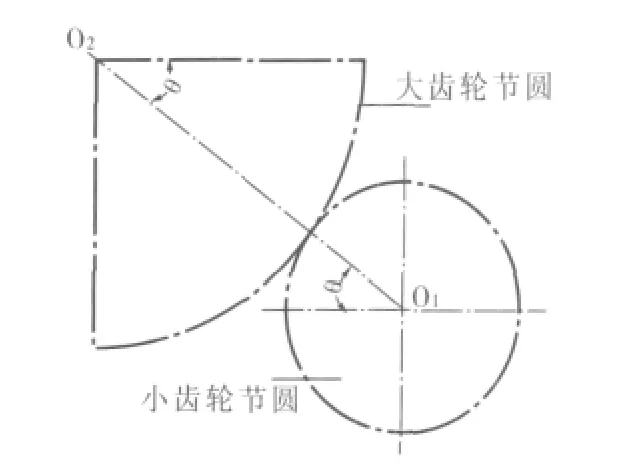
图1 大、小齿轮安装图
在磨机设计之初确定安装角时,通常要考虑以下2个方面的因素。
1.1 机件受力合理
理论上,使龄轮啮合线处于铅垂位置,小龄轮对大龄轮的作用力垂直向上,可减轻磨机主轴承的载荷,并降低筒体的弯曲应力,大龄轮对小龄轮的反作用力垂直向下,使小龄轮传动轴承座和基础只承受压力,并改善联结螺栓和地脚螺栓的受力状况,这样,安装角θ应等于啮合角α,即θ=α。
但考虑龄面间摩擦角,则安装角θ=α-ρ。式中ρ为龄面间摩擦角,一般ρ=6°30′左右,对于变位龄轮:α=20~25°。
因此,考虑机件受力合理的情况下,安装角θ=α-ρ=(20~25°)-6°30′=13°30′~18°30′。
1.2 基础高度合理
如果安装角过小,则小龄轮的水平位置就得提高,小龄轮的轴承座基础、减速机和电机的基础都将随之增高,基础重量增加,维护、检查、检修极为不方便。因此,设计单位在选择安装角时,都尽可能取最大值,一般选θ=17~20°,尽量使小龄轮轴承座基础与磨机主轴承座基础一样高或差别不是太大。
2 解决方案的依据
不移动小龄轮轴承座,使小龄轮能沿大龄圈周向滚出、滚入的办法来拆装小龄轮。
以“在不移动小龄轮轴承座的前提下,使小龄轮能沿大龄轮周向滚出、滚入”作为条件,推导出安装角θ。
式中:a——大、小龄轮的中心距,mm;
r——小龄轮轴轴承外圈半径,mm;
c′——龄顶间颗,mm,变位龄轮将龄高减小,仍保持标准顶颗,但为稳妥起见,取c′=0.2m(m为模数)。
通过实际计算知道,按(1)式计算出的安装角较小,一般为11~15°,在生产过程中,满足机件受力合理和基础高度合理的要求是比较重要的。因此,设计单位在设计边缘传动磨机时,优先考虑选择较大安装角即θ=17~20°,从而导致了小龄轮在更换或调面使用时,必须拆动小龄轮轴承座。
3 实施方法
改进小龄轮轴承座局部结构,不移动小龄轮轴承座,使小龄轮沿大龄圈滚出、滚入。
3.1 使小齿轮沿大齿轮滚出、滚入的条件(见图2)
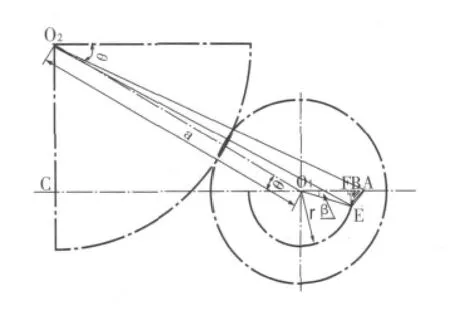
图2 几何计算简图
O1和O2分别为小龄轮和大龄轮的回转中心,θ为安装角,a为中心距,r为小龄轮轴承外圈半径,图中两点划线圆分别表示两龄轮的节圆,连O1A和O2E,考虑龄顶间颗c′,显然,小龄轮沿大龄轮滚出、滚入的条件为:

3.2 小齿轮轴承座局部改造
依据小龄轮沿大龄轮滚入、滚出的条件,将轴承座中的ABE三角区域切掉即可,如图3所示。因为此区域没在受力面上,且不影响轴承上盖的固定。
下面计算ABE三角区域尺寸(即计算AB和EF的尺寸),如图2所示。
在△O2CA中,O2A2=AC2+O2C2
但因O2C=a×sinθ (4)
将(2)、(4)式代入(3)式得:

再连O1E,使EF⊥O1A,在△O1O2E中,根据余弦定律得:
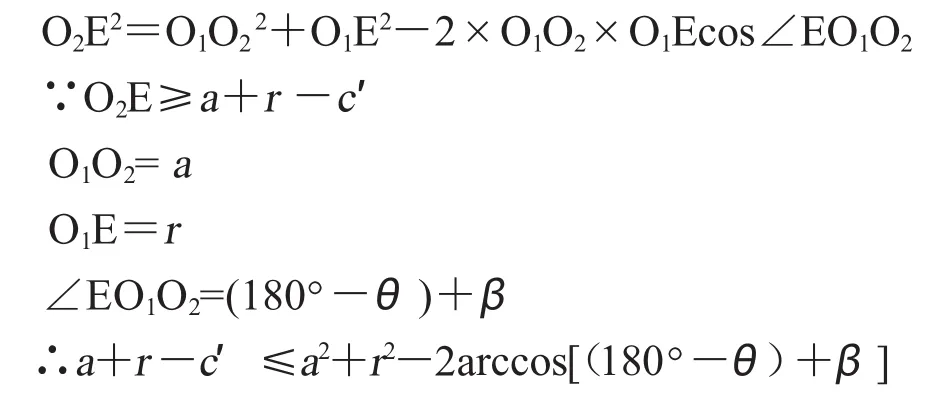
整理得:
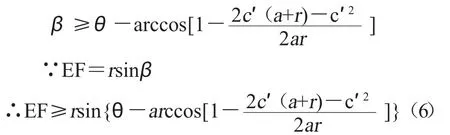

图3 小齿轮轴承座示意图
从理论上说,AE应当是一段以O2为圆心的圆弧。实际上,该段圆弧长度相对于其半径来说是很小的。为了加工方便,AE可以用直线线段来代替。考虑安装、加工误差,以(5)、(6)式计算出的AB、EF值,再增加2~5mm的余地(视轴承座尺寸而定),以便保证小龄轮能顺利地沿大龄轮滚入、滚出。
以我公司干法分厂五号窑Φ2.8×5+3m煤磨为例,大、小龄轮采用变位龄轮,其参数θ=20°,a=2465.85mm,r=270mm,Mn=22mm,c′=4.4mm,按(1)式计算,得出θ≤11°,而煤磨的安装角θ=20°,故更换小龄轮时必须拆动小龄轮轴承座。若将轴承座按图(4)所示切掉1块,按式(5)计算得AB≥10.85mm,按式(6)计算得EF≥42.2mm。这样改动后,就不必移动轴承座而顺利地更换小龄轮。
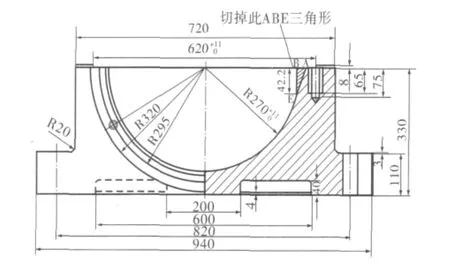
图4 五号窑煤磨小齿轮轴承座
4 效果分析
(1)由于小龄轮轴承承受的合力方向向下,而且轴承外圈不旋转,加之有轴承上盖固定,因此轴承座在水平中心线附近切掉的这一小块对轴承的运转没有影响。
(2)将小龄轮轴承座进行改造后,在更换小龄轮或调面使用时,不需要移动小龄轮轴承座,简化了小龄轮的更换程序,缩短了停机时间,节省了劳动力,提高了磨机运转率,也避免了因轴承座找正不准造成的龄轮啮合不良现象,保证了龄轮的装配质量。此改造方法同样适用于类似的龄轮传动设备。
[1]徐灏.机械设计手册.机械工业出版社.
[2]吴宗泽.机械零件与设计.机械工业出版社.
[3]郑祖斌.通用机械设备.机械工业出版社.
猜你喜欢
技术与市场(2022年7期)2022-07-16
少儿科学周刊·少年版(2020年9期)2020-03-04
海峡姐妹(2019年9期)2019-10-08
水泥技术(2019年1期)2019-02-26
传奇故事(上旬)(2018年2期)2018-03-21
故事作文·高年级(2018年2期)2018-02-25
现代交际(2017年19期)2017-10-23
云南畜牧兽医(2015年4期)2015-02-28
母子健康(2015年1期)2015-02-28
当代畜禽养殖业(2014年5期)2014-08-31
