锅炉一次风机叶轮损坏事故分析
2011-02-24 01:29王展池
电力安全技术 2011年7期
王展池
(韶关发电厂,广东 韶关 512029)
锅炉一次风机叶轮损坏事故分析
王展池
(韶关发电厂,广东 韶关 512029)
针对某厂10号炉一次风机严重损坏引起的跳机事故进行了分析。在风机失速机理基础上,根据现场实际检查及对A修的改造情况分析,认为风机进口风门的改造是导致风机失速引发事故的原因。
一次风机;改造;失速;叶片断裂
韶关发电厂10号炉是东方锅炉厂设计制造、燃用粤北红土无烟煤的“W”型火焰锅炉,其设计制造技术从美国福斯特•惠勒能源公司引进,锅炉型号为DG1025/18.2-Ⅱ10,是亚临界压力、一次中间再热的自然循环锅炉。锅炉配有2台进口风门动叶可调式一次风机,A修中进行了部分改造,机组于2009-06-13 A修结束后启动,2009-06-29发生了一次风机严重损坏引起跳机的事故。
1 事故概况
2009-06-29T07:29,10号机组负荷197 MW,主汽压力12.33 MPa,主汽温度542℃,一次风压8.82 kPa。突然炉底一声巨响,锅炉MFT动作,首出“炉膛压力低三值”,联跳A,B一次风机,OFT动作,联跳汽轮机、发变组程跳逆功率动作,厂用电切换正常。
就地检查A一次风机叶轮,所有叶片断裂,风机机壳被断裂的叶片击穿。机组按照锅炉灭火处理程序进行处理。
07:57,10号炉重新点火。
08:20,10号机冲转。
08:37,10号机重新并网。
由于扩大对B一次风机检查及更换入口风门和处理叶片裂纹,至29日21:40,B一次风机检修结束后启动运行,机组负荷逐步由15 MW加至170MW,维持单一次风机运行。
1.1 设备简介及A修情况
1.1.1 设备简介
该一次风机型号为G5-48-11NO20.5D,转速为1 480r/min,流量150.85~301.7 km3/h,全压16 676~12 288 Pa,轴功率896~1 330kW。该风机为单级悬臂支承联轴器传动离心风机,主要由叶轮、转轴、机壳、集流器、调节门及传动部分组成。叶轮由12片后倾机翼斜切的叶片焊接于弧锥形的前盘与平板形的后盘中间位置,并经过静、动平衡校正,运转平稳。转子由二开式的筒形轴承箱支承,轴承箱采用滚动轴承;风机采用入口挡板门进行风量调节。通过连续不断旋转的叶轮产生的离心力使空气连续不断地被输送出去,再经过空气预热器后进入制粉系统。每炉配2台该型号风机,并列运行。
1.1.2 A修中的改造情况
修前因为进口风门调节不稳定,跟不上AGC调节要求,且出口风道振动大,其他方面正常。A修前邀请上海鼓风机厂进行设计,改造进口风门和出口风道。在A修中将进口风门叶片由13片改为11片,出口风道(风机出口至空气预热器入口段)锥口放大,增加部分容积及内外部支撑装置。
1.1.3 A修后出现的异常
在一次风母管压力相同时,2台一次风机电流比A修前增大30~40A,入口风门挡板开度为A修前开度的一半,运行时有很大的沉闷响声,风机轴承振动有逐渐增大的趋势。
1.2 现场检查情况
(1) A一次风机飞车,叶轮叶片及进口盘全部分散断裂(图1);机壳前后部被飞车叶片打穿;轴承箱前部地脚螺栓及轴承箱中分面紧固螺栓被拉松脱;进口风门有一个叶片外部定位块脱落,其他定位销磨损严重;检查叶片裂口呈齐口型,有交变应力疲劳过载特征。
(2) B一次风机检查发现,进口风门处有一个叶片断裂,进入叶轮打伤其他叶片。进口风门处另有一个叶片外部定位块脱落,其他定位销磨损严重。在另外5片叶片进口靠轮毂盘部位发现100~150mm穿透性裂纹(图2)。因为裂纹发生在非打伤叶片上,初步分析为叶片交变应力过载疲劳所致。对进口风门解体检查,发现另一件固定销焊接部位母材有疲劳裂纹。
(3) A,B一次风机出口风门均为全开状态,无节流现象。
(4) B一次风机更换进口风门(换回A修前安装的原设计风门),开出后检查,风门开度相同时,电流减少42 A;风门开度增大1倍且风机出口风压相同时,电流与事故前基本持平;运行声音恢复至A修前状态,各振动值正常。

2 原因分析
本次事故发生在机组A修后启动仅15天。A修中仅对A,B一次风机的进口风门及出口风道进行了改造,其余部分均无改动,可以判断此次改造正是事故的直接原因。
2.1 出口风道改造对事故发生的影响
事故发生后,B一次风机更换回原进口风门后启动,单风机运行时声音、振动值均正常,风机电流与进口风门开度对应情况恢复A修前状态。
7月28日A一次风机检修结束后(使用原进口风门和新制造的原设计风机)启动,2台风机并列运行时声音、振动值正常,出力平衡,风机电流与进口风门开度对应情况也恢复A修前状态。由此可以看出,对出口风道的改造对此次事故无直接影响。
2.2 进口风门改造对事故发生的影响
失速、喘振、抢风都是风机的典型故障。从此次事故的现象可以排除喘振和抢风的可能,初步分析判断为失速。在其他条件都不变的情况下,风机叶片前后压差的大小决定于动叶冲角(即进口气流相对速度w的方向与叶片安装角之差)的大小。在临界冲角值以内,上述压差大致与叶片的冲角成比例,不同的叶片叶型有不同的临界冲角值。当翼型的冲角超过临界值时,气流会离开叶片凸面,发生边界层分离,产生大面积的涡流,此时风机的全压下降,这种情况称为“失速现象”。
(1) 当正冲角超过某一临界值时,气流在叶片背部的流动遭到破坏,升力减小,阻力却急剧增加,这种现象称为“脱流”或“失速”。如果脱流现象发生在风机的叶道内,则脱流将对叶道造成堵塞,使叶道内的阻力增大,同时风压也随之而迅速降低。从事故前的运行工况和锅炉燃烧风量平衡原则看,为维持同等母管风压,2台风机电流升高了30~40A,但产生的能量没有转为风量进入锅炉内,而是损耗在风机及出口风道内,损耗的最大可能就是产生大面积涡流,振动及响声的异常沉闷正是其表现。
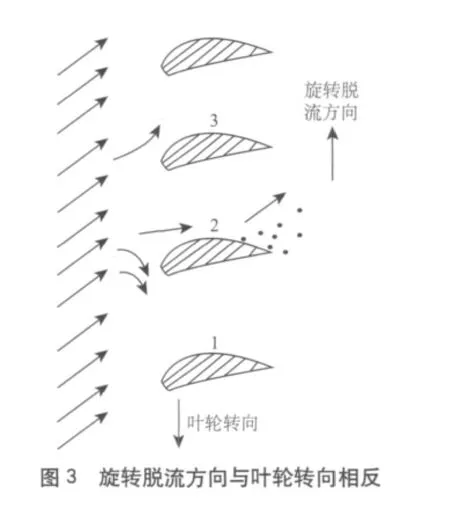
(2) 由于风机各叶片存在安装误差,安装角不完全一致,气流流场不均匀相等。因此,失速现象并不是所有叶片同时发生的,而是首先在一个或几个叶片上出现。若在叶道2中出现脱流,该叶道由于受脱流区的排挤而变窄,流量减小,则气流分别进入相邻的1,3叶道中,使1,3叶道的气流方向发生改变。结果使流入叶道1的气流冲角减小,叶道1保持正常流动;叶道3的冲角增大,加剧了脱流和阻塞。同理叶道3的阻塞又影响相邻叶道2和4的气流,使叶道2消除脱流,同时引发叶道4出现脱流。也就是说,脱流区是旋转的,其旋转方向与叶轮旋转方向相反,这种现象称为旋转失速,如图3。
风机进入不稳定工况区运行时,叶轮内将产生一个到数个旋转脱流区,叶片依次经过脱流区要受到交变应力的作用,这种交变应力会使叶片产生疲劳。叶片每经过一次脱流区将受到一次激振力的作用,此激振力的作用频率与旋转脱流的速度成正比,当脱流区的数目为2个、3个……时,则作用于每个叶片的激振力频率也作2倍、3倍……的变化。如果这一激振力的作用频率与叶片的固有频率成整数倍关系,或者等于、接近于叶片的固有频率时,叶片将与其发生共振。此时,叶片的动应力会突然增加,甚至可达数10倍以上,最终使叶片产生断裂。一旦有一个叶片疲劳断裂,将会把其他叶片全部打断。
根据现场检查,新风门叶片内外固定部位比较松动,外部定位销有脱落,销钉磨损严重存在较大间隙;A风机飞车,叶轮、叶片及进口盘全部断裂分散;在B风机叶片母材较薄弱部位发生疲劳裂纹,且均发生在叶片后盘焊缝热影响区;B风机进口风门有一个叶片断裂,进入叶轮打伤叶片等都是有力的证据。
3 结束语
风机进口风门改造后与原设计的叶轮叶片不相配,较大地改变了动叶冲角并使其超过临界值,出现失速现象。叶片在交变应力的作用下最终发生断裂,导致了此次事故的发生。
2011-03-11)
猜你喜欢
煤(2022年2期)2022-02-17
科学与财富(2021年33期)2021-05-10
北京汽车(2021年2期)2021-05-07
电站辅机(2021年4期)2021-03-29
发电技术(2020年3期)2020-06-29
模具制造(2019年3期)2019-06-06
山东煤炭科技(2018年1期)2018-12-05
汽车实用技术(2018年18期)2018-09-26
山东煤炭科技(2018年7期)2018-09-12
家电科技(2018年8期)2018-08-28