
FANUC系统主轴准停功能在HMC63e上的应用
2011-04-18 05:11王秀文
科技传播 2011年11期
李 祎,王秀文
沈阳机床股份有限公司,辽宁 沈阳 110142
1 主轴准停的梯形图
1)主轴准停的相关信号
G70.6:主轴准停控制信号。
F45.7:主轴准停完成信号。
SH00A-SH11A(G78,G79.0-G79.3):主轴定向停止位置外部设定信号
2)主轴准停基本梯形图
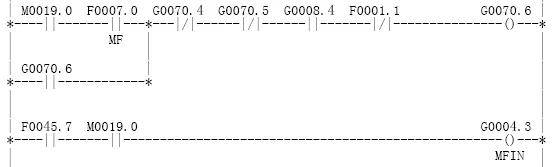
图1 主轴准停基本梯图
图1中,M19为主轴定向请求指令,F7.0为M指令选通信号,G4.3为M指令应答信号;G70.4为主轴正转信号;G70.5为主轴反转信号;F1.1为复位信号,G8.4为急停信号。
在主轴准停正确完成后,因为有G70.6的自锁,主轴会带使能停留在一个固定的位置,外力不能使主轴移动。复位、急停或者转动主轴可断开这一自锁。
3)主轴准停位置的偏移可由参数设定(见后面参数的说明),也可通过G78-G79(主轴定向停止位置外部设定信号)由PMC控制。对于需要多点定位的应用,用PMC控制来实现比较方便。
2 相关参数的设置
2.1 参数说明
1)4015#0:是否使用主轴定向功能(将此位设置成1为使用定向功能);
2)4003#2,3:主轴定向时的旋转方向;
3) 4031:主轴定向停止位置。用主轴编码器进行主轴定向时,使用此参数设定停止位置。若使用主轴定向停止位置外部设定功能(SHA00~SHA11),则此参数无效;
4)4042,4043:主轴定向时速度环比例增益。CTH1A(G70.3)=0,4042参数生效;CTH1A=1,4043生效;
5)4050,4051:主轴定向时速度环积分增益。CTH1A(G70.3)=0,4050参数生效;CTH1A=1,4051生效;
6)4056~4059:各档位主电机→主轴的齿轮比;
7)4038:主轴定向速度。此速度值为主轴定向时主电机的转速,通过4056~4059参数的设定,不同档位通过CNC的计算得到定向时的主轴转速;
8)4001#4:主轴编码器安装方向。编码器旋转方向与主轴一致,设为0;否则,设为1;
9)4002#1:主轴编码器是否使用。使用主轴定向时,此位必须设为1。
2.2 参数的调整
1)正常情况下,主轴编码器已经安装,则将参数4002#1置1,参数4038设一个合适的值(通常40即可),根据主轴各档位传动比设定参数4056到4059为合适的值,即可实现主轴准停;
2)若设定参数后不能实现主轴准停,则首先更改参数4001#4,改变编码器安装方向的设置,再根据上述参数说明检查相关参数的设定,断电后再执行主轴定向;
3)若经过上一条所说方法仍不能实现主轴准停。则可能是个别参数调整后与主轴不匹配造成的,应该手动将参数4000到4134全部清零(个别参数清不掉,不必理会),然后断电。上电后根据主电机型号设定参数4019#7和4133,重新生成主轴参数。断一次电后按照上述第一条和第二条方法调整参数,即可实现主轴定向,否则应检查编码器的好坏和编码器的接线;
4)主轴定向速度不能过低,否则无法找到准停位置。一般来说,定向时主轴转速应在10转到25转之间,机床通电后第一次执行主轴定向时间较长,之后一般可在一转内停住。
3 主轴准停的应用
在HMC63e卧式加工中心上,要想实现主轴多点准停主要有两种方法,一种是使用可编程参数输入(G10);另一种是使用宏程序实现主轴多点准停。
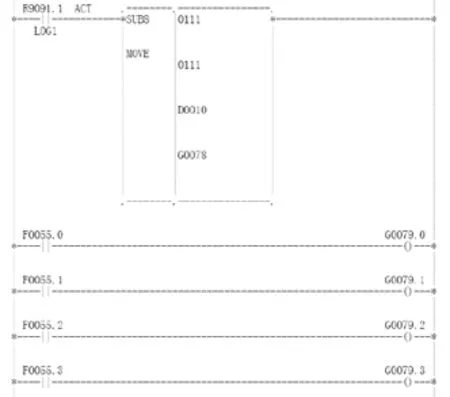
图2 主轴定向停止位置外部设定梯图
利用可编程参数输入在加工程序改变准停位置,其方法如下:
1)用可编程参数输入(G10)指令,可实现主轴准停位置在加工程序中进行偏移;
2)对于固定几点准停,可用主轴定向停止位置外部设定功能,用M指令改变准停的点,这需要在梯形图中实现此功能;
3)用加工程序改变准停位置。
利用宏程序实现主轴多点准停,FANUC系统中提供了使用M,S,T代码调用宏程序或子程序的功能。为了使用直观方便,使用M19Axxx的格式调用主轴定位宏程序。其中M19作用是调用O9020号宏程序的M代码(参数N0.6080=19),而非常规主轴定向M代码,Axxx 是主轴定位的角度。
使用主轴停止位置外部设定功能可以将主轴准确停止在由PMC的12位信号所指定的某一位置处,定位的最小增量角度理论上为0.088 度。如果12位信号状态组合表示数据1024,代表旋转90度。如果12位信号状态组合表示数据2048,则代表旋转180度,数据和角度为简单正比关系。简易宏程序O9020如下:

在O9020宏程序中#1的数值为主程序中Axxx M19中A后的数值,同时在PMC中使用传输指令将F54/F55中的数据传送到G78/G79中。主轴定向停止位置外部设定梯图如图2所示。
4 结论
主轴准停是一项很常用的功能,在机械加工中具有重要意义。
[1]FANUC PMC编程说明书.
[2]FANUC 0i-MD连接说明书(功能).
猜你喜欢
智能制造(2021年4期)2021-11-04
成都信息工程大学学报(2018年3期)2018-08-29
成都工业学院学报(2017年2期)2017-06-28
电子设计工程(2017年20期)2017-02-10
电子制作(2016年15期)2017-01-15
电子器件(2015年5期)2015-12-29
深圳职业技术学院学报(2015年5期)2015-11-30
焊接(2015年9期)2015-07-18
制造技术与机床(2015年10期)2015-04-09
机械工程师(2015年10期)2015-02-02
