
梯度凝胶胶片自动制作装置控制系统研究设计
2011-04-27 03:39尤方倪原
生命科学仪器 2011年3期
尤方,倪原
(西安工业大学 电子信息工程学院,西安 710032)
凝胶胶片被用在生物医学领域进行生化检测,是一种特殊的材料。它可以分离不同物理性质(如大小、形状、等电点等)的分子,通常是用来分析样品成分。梯度凝胶胶片是指胶片介质物的浓度按照要求进行梯度分布的,这可以解决电泳技术分辨能力不够的问题[1],即在电泳时使质量较小运动快的蛋白质尽早遇到密度较高的支撑介质而附着在该点,这样,就可以使所要检测的蛋白质按照大小规格均匀地排列,即提高了电泳的分辨能力[2]。
目前国内还没有全自动制作梯度凝胶胶片的设备,胶片制作需人工凭经验和技巧操作,不但费时费力,而且制作出的梯度凝胶胶片参数差别很大,直接影响应用时的测试精度。因此,利用步进电机控制灌胶过程替代人工操作,实现梯度胶片生产的自动化、简单化、批量化,是很有必要的。这就需要一种能按一定浓度梯度全自动灌胶的制胶设备。本文介绍了一套自行研制的全自动梯度凝胶胶片制作系统。
1 梯度凝胶系统构架
梯度凝胶胶片制作系统由上位机(计算机)、下位机(C8051F020)控制系统及附属机械装置组成[3],系统基本构架如图1所示。该系统的工作过程:先由上位机根据生产需求进行一定的数据拟合计算,然后将计算结果由通信电缆传送给下位机,下位机将依据上位机的各项参数来精确控制灌胶的制作过程。
本系统硬件设计部分采用由Cygnal推出的C8051F020单片机作为主控单元,选用驱动能力强的SLA7026M作为步进电机的驱动芯片,实现系统制胶精度为步进电机运动一步的位移量为0.005mm,同时产生胶液体积变化量为(3.5325e-3)ml;系统软件设计部分主要使用曲线插补原理来控制步进电机的运作,采用C51技术对控制系统进行编程。胶片浓度按照一定梯度要求均匀分布,灌胶器中胶和水的给进量按照一定的浓 度和数量曲线进行变化,这取决于控制灌胶器的步进电机的精确可靠地运作。

2 系统硬件电路设计
系统硬件电路主要包括以下几个部分,即系统主控单元电路、步进电机驱动电路、胶液管路控制电路、系统运行监控与检测电路、系统电源电路,系统电路框图如图2所示。

2.1 主控单元电路设计
主控单元选用MCU芯片C8051F020,该芯片是高集成的系统级芯片(SOC),采用Silabs公司的高速CIP-51内核,它与8051兼容,且有与MCS-51兼容的指令集,CPU高速而稳定,具有片内调试电路,可以通过JTAG接口进行非侵入式在系统调试。
系统液晶屏选用带中文字库的12864-15C, 接在单片机P4、P5口上,键盘模块设计使得系统能手动控制,采用非编码的4*4矩阵式线反转法键盘,接单片机P6口,按键扫描功能可以方便的通过软件编程实现。系统与上位机之间的串行通信采用RS-232通信接口。
2.2 步进电机控制电路设计
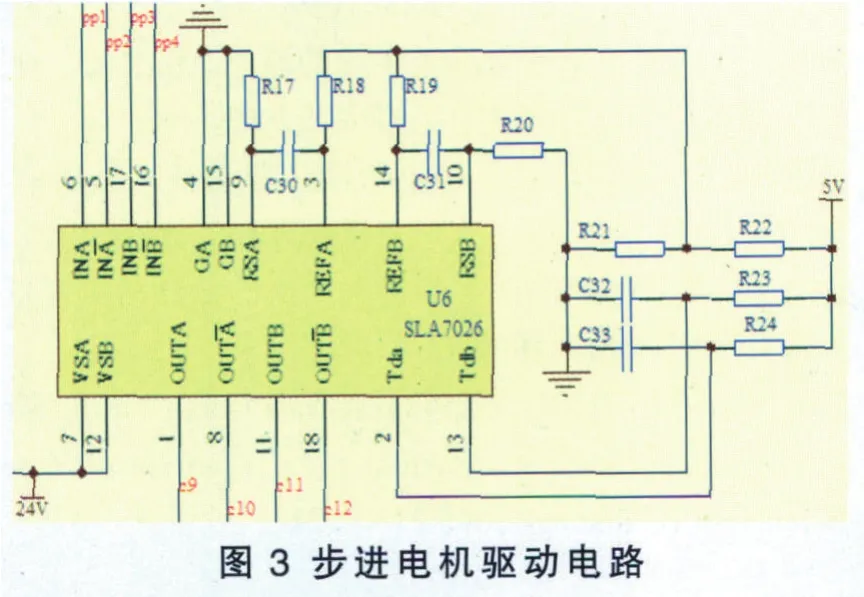
该制胶装置采用步进电机带动灌注器的运行来控制胶与水的灌注,电机反转时,液体管路中的胶液分别流回灌注器;电机正转时,胶和水按设定的比例进入胶片盒,形成一定梯度的凝胶胶片[4]。
本系统通过单片机软硬件联合控制步进电机的运作,取代了传统的步进控制器。系统采用SLA7026对电机驱动电路进行设计,其电路连接如图3所示。该驱动芯片由Allegro Microsystems公司生产,它属于大电流PWM单极性步进电机驱动芯片,具有集成低功率、高电压大电流输出、可对电流进行检测、可控制输出相电流等优点[5]。经单片机P2端口输出的控制信号被上拉5V电压和74LS244缓冲以增加信号驱动能力后,进入SLA7026的四个输入端INA、IN/A、INB、IN/B,驱动输出口OUTA、OUT/A、OUTB、OUT/B接步进电机两相输入输出口来控制电机运行,即通过控制电机各线圈通电顺序和频率来控制电机正反转方向和运行速度。
2.3 液体管路控制电路设计
液体管路控制电路设计由光电耦合器、继电器、交流电磁阀构成,能控制制胶过程中胶水灌注路径阀门的开启与闭合。
光电耦合器、继电器是隔离主控电路与220V交流电磁阀的必要部分,起抗干扰的作用,防止220V交流电对3.3V主控电路的串扰,达到增强系统工作稳定性目的。电磁阀的开启与闭合决定于步进电机运动转向,电机反转时,控制水和胶的电磁阀开启,控制混合液通向胶片盒的电磁阀关闭;电机正转时,电磁阀的作用与上面相反,从而使得胶和水依据胶片制作要求按一定比例合理灌注。
2.4 运行监控与位置检测电路设计
步进电机运行监控电路的设计是为了防止电机在推动或拉动不力时出现注射器的活塞堵塞而难以运动进而导致注射器损坏或破裂。本系统设计的步进电机监控控电路系是在丝杠滑块与注射器的活塞处夹一压敏电阻,而该压敏电阻处于电桥测量电路中,当丝杠滑块与注射器的活塞接触时的压力变化而改变压敏电阻阻值时,就会在电桥输出端检测到一个弱信号,经过放大电路,再经过二阶有源滤波器后,与一基准电压值进行比较,超过此值时输出一个信号,作为警报信号,说明运行出现故障。两路监控电路信号再经过一个或非门成一路信号送入单片机C8051F020的一个I/O端口,当单片机此端口接收到一个报警信号时,就立即中断系统工作。
步进电动机位置检测电路设计由光电发射接收电路和反相器组成,安装在电机外接丝杠末端固定位置,移动滑块一端接一金属片,当步进电动机带动滑块移动使金属片到光电发射接收器之间时,说明滑块移动已到末端,就有一低电平输出发送给C8051F020单片机端口,致使电机停止转动或反向转动。
2.5 系统电源设计
本梯度凝胶胶片制作控制系统电源部分的设计比较复杂,因为在该系统中要用到的部分元器件工作电压不同。该系统主控制芯片(单片机C8051F020)工作需要3.3V模拟电源和3.3V数字电源,外围器件电路需要5V电源、继电器需要12V电源、步进电机需要24V电源,而交流电磁阀需要220V交流电源。
在电源电路设计中,3.3V数字电源与3.3V、5V模拟电源和12V、24V高压电源之间地线分离,只在电源处用一零欧姆电阻连接,以增强系统抗干扰能力。
3 系统软件设计
系统软件设计采用C51技术编程以达自动控制胶片制作的目的。该梯度凝胶胶片制作控制系统下位机程序设计采用模块化编程方法,使各个功能程序模块都可以完成各自的任务功能,如键盘扫描程序、液晶显示程序、串口通信程序、步进电机控制程序及其监控程序等。系统软件主程序工作流程图如图4所示。

4 系统测试
本制胶系统上位机依据设置的制胶梯度浓度要求拟合步进电机的运行曲线,下位机依据从上位机得到的电机拟合曲线运行。
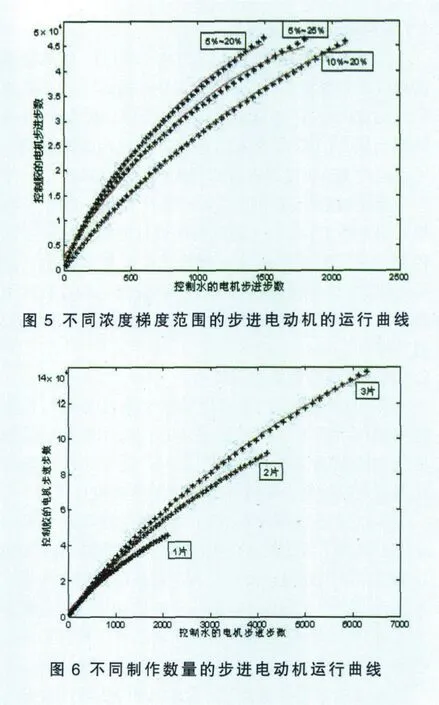
当凝胶浓度梯度分别为5%~20%、10%~25%、5%~25%时,步进电机运行曲线的拟合如图5所示(图中连续实线代表上位机对电机运行的拟合曲线,星组合曲线代表电机实际运行曲线)[6]。
当胶片浓度梯度范围不变,而胶片的数量m为改变时,步进电机的运行拟合曲线见图6所示。
从图5和图6表明,步进电机的拟合运行曲线与实际运行曲线基本吻合,通过误差分析,该误差不超过±2.5%,在误差允许范围内,符合全自动制作梯度凝胶胶片的要求。
5 结论
本梯度凝胶胶片全自动制作系统可以由一台上位机依据实际生产需要控制多套灌胶装置同时进行制胶工作。全自动生产,无需人工操作,经测试系统运行调试成功,该系统能很好的解决了制胶时质量不易控制以及制作时一致性差的问题,性能稳定,可广泛应用于梯度凝胶胶片自动生产。
[1] 张涛,吴刚,李丽娜,刘扬.电泳技术的发展与应用.包头:包头医学院学报,2007,23(5):554.
[2] 冯海燕,景志忠,房永祥,等.双向凝胶电咏技术及其应用[J].生物技术通报,2009(1):59.
[3] 刘芳芳.二液自动混合灌胶系统的研制[D].合肥:合肥工业大学仪器科学与光电工程学院, 2003.
[4] 刁奉丽.二相混合式步进电机微步驱动技术的研究与实现[D].西安.西安理工大学自动化学院,2006.
[5] 范正翘.单片机控制两台步进电动机的设计与实现[J ].武汉化工学院学报,1999(4).
[6] CHEN Jie-shi,ZHOU Xian-bin.A New Curve Fitting Method for Forming Limit Experimental Data[J].Journal of Materials Science & Technoiogy,2005,21(4):521.
猜你喜欢
销售与市场(营销版)(2022年11期)2022-11-18
军民两用技术与产品(2022年4期)2022-06-28
舰船科学技术(2022年10期)2022-06-17
数学物理学报(2021年6期)2021-12-21
仪器仪表用户(2021年10期)2021-11-27
国际放射医学核医学杂志(2021年10期)2021-02-28
应用数学(2020年2期)2020-06-24
摄影之友(2019年8期)2019-03-31
数学年刊A辑(中文版)(2018年2期)2019-01-08
丝路艺术(2018年8期)2018-09-27
