
SUPER9和ZJ17卷接机组对卷制质量的影响
2011-05-09 04:43郜海民许淑红任旭东张月华张永涛
中国新技术新产品 2011年5期
郜海民 许淑红 任旭东 张月华 张永涛
(河南中烟工业有限责任公司新郑卷烟厂质量监督检测站,河南 新郑 451150)
卷烟机组是生产卷烟的主要设备,在我国卷烟工业中使用最为广泛的机组由SUPER9、PROTOS和PASSIM,不同机型的生产效率、卷制质量和消耗指标有较大差异。对比分析了SUPER9和ZJ17两种机型对卷制质量的影响。
1 材料和方法
1.1 材料和仪器设备
黄金叶成品烟丝5000kg;透气度50CU的国产卷烟纸;规格为100mm醋酸纤维滤棒;透气度100CU国产接装纸。
SUPER9型卷接机组(英国MOLINS公司);ZJ17型卷接机组(常州烟草机械有限责任公司);YQ-2型烟丝振动分选筛(郑州烟草研究院);QTM型综合测试台(英国FLTRONA公司);JCD-Ⅲ型激光长度仪(沈阳科学仪器研制中心);WYC-1型烟支硬度测定仪(成都科学仪器厂);JMZV型烟支含末率测量仪(中国科学院安徽光学精密机械研究所);YDX-Ⅱ型卷烟端部落丝测试仪(中国科学院安徽光学精密机械研究所);SM450吸烟机(英国Cerulean公司);KBF240型恒温恒湿箱(德国BINDER公司)。
1.2 方法
同一批次的同一柜烟丝,相同的送丝方式,相同规格的材料分别在SUPER9和卷接机以相同规格的平准器(6槽,槽深3.0mm,槽宽22mm)在额定机速(SUPER9的额定机速为6500支/min;ZJ17的额定机速为7000支/min)条件下进行卷烟,卷制后烟丝结构取样方法为:在额定的开机速度不使用卷烟纸的条件下,从卷烟机喇叭口处接出烟丝约4kg,采用四分法取样约1kg。所有样品取样5次,所有检测均按国标和《卷烟工艺规范》[1-3]规定进行。评吸样品的制备:置于RH(60±2)%、温度(22±1)℃的恒温衡湿箱中,备用;评吸方法采用三点检验法[4]。
2 结果与分析
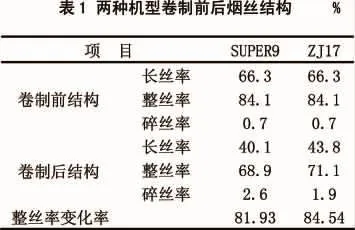
2.1 两种机型卷制前后烟丝结构的变化
两种机型卷接机组卷制前后烟丝结构变化情况见表1。由表1可以看出,ZJ17卷接机组卷制前后整丝率变化率明显高于SUPER9,ZJ17卷接机组卷制后烟丝的碎丝率明显小于SUPER9,与SUPER9卷接机相比,ZJ17卷接机组在卷制的过程中对烟丝的造碎较小。
?

?
2.2 两种机型卷制烟支物测指标的对比分析
两种机型卷制烟支物测指标见表2,由表2可知,与SUPER9卷接机相比,ZJ17所生产的卷烟端部落丝量、烟支含签率较高,烟支硬度较低,单支质量标准偏差和吸阻标准偏差较小。其它质量指标接近。

?
2.3 两种机型卷制烟支烟气成分的对比分析
两种机型卷制烟支的烟气成分见表3,由表3可知,ZJ17所生产的卷烟烟气成分与SUPER9卷接机相近。
2.4 两种机型卷制烟支的感官质量评价
采用三点检验法评价了SUPER9和ZJ17卷制烟支的感官质量。结果为:
评吸人数:N=22。混淆人数:M=17。同质化率:M/N*100%=77.27%。同质化率达到了YC/T198-2006《卷烟品牌许可生产质量保障通则》规定的均质化要求,即SUPER9和ZJ17两种机型卷制的烟支感官质量接近。
结论
(1)与SUPER9卷接机组相比,ZJ17卷接机组对烟丝的造碎较小,卷制的烟支质量标准偏差和吸阻标准偏差较小,端部落丝量和含签率较高,烟支硬度较低;
(2)SUPER9和ZJ17两种机型卷制的烟支烟气成分和感官质量相近。
[1]GB5606.4-2005,卷烟第3部分:包装、卷接技术要求及贮运[S].
[2]国家烟草专卖局.卷烟工艺规范[M].北京:中央文献出版社,2003.
[3]YC/T151.2-2001/ISO 3550-2:1997卷烟端部掉落烟丝的测定-旋转箱法[S].
[4]YC/T198-2006卷烟品牌许可生产质量保障通则[S].
猜你喜欢
商品与质量(2021年43期)2022-01-18
装备制造技术(2021年12期)2021-04-23
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25
名城绘(2020年2期)2020-10-21
装备制造技术(2019年12期)2019-12-25
Special Focus(2019年7期)2019-08-08
科技创新与应用(2017年16期)2017-06-10
西南农业学报(2016年4期)2016-05-17
中国机械(2015年9期)2015-05-30
水电站机电技术(2014年3期)2014-09-26
