
谈车刀中心高对车削加工的影响
2011-06-09 14:19龚艳芳
职业教育研究 2011年1期
龚艳芳
(韶关市高级技工学校 广东 韶关 512026)
谈车刀中心高对车削加工的影响
龚艳芳
(韶关市高级技工学校 广东 韶关 512026)
车削加工是金属切削加工中应用最广的加工方法。本文根据实践,针对车刀中心高对车削加工的影响的几种情况,运用金属切削加工原理、三角几何关系、投影关系等进行了探讨和分析,阐明了车刀中心高的正确对车削加工有不可忽视的重要性。
车削加工;车刀中心高;加工效果
“车工一把刀”,这句话说明车刀对车工的重要性。在加工工件安装车刀时,不但要注意刀具的伸出长度与刚性能否满足加工需要,也要考虑刀具的安装角度是否合理,同时还要考虑刀尖是否严格对准工件的旋转中心这个问题。车削工件时,通常要求车刀刀尖与工件的旋转中心等高,这就是常说的车刀中心高。在车床上加工工件时,车刀中心高不正确将直接影响工件加工效果,甚至会使车削难以顺利进行并使车刀受损。笔者在工作实践中,针对车刀中心高在加工中的影响进行了反复的观察研究,并结合金属切削加工原理等进行分析探讨,得出车刀中心高对车削的影响主要有以下几个方面。
对车刀工作角度的影响
安装车刀时,中心高是否准确主要对车刀的前角和后角产生影响。后角是切削平面与后刀面的夹角,前角是基面与前刀面的夹角。车刀中心高装准确(从理论上讲),则车刀的刃磨角度等于车刀的工作角度,即αo=αo',γo=γo',如图1(b)所示。如果车刀中心高没有装准,则定义车刀角度的参考系——切削平面和基面的位置就会发生改变。当车刀刀尖高于工件轴线时,如图1(a)所示,车刀的工作后角αo'减小,工作前角γo'增大;而当车刀刀尖低于工件轴线时,如图1(c)所示,则车刀的工作后角αo'增大,工作前角γo'减小。

图1 车刀中心高对车刀工作角度影响图
后角的大小主要影响刀具的强度和后刀面与工件加工表面的摩擦,前角的大小主要影响刀具的锋利程度。车刀中心高误差越大,对刀具的工作前角和工作后角影响越大。假设车刀中心高过高,如图1(a)所示,就会造成车刀工作后角αo'过小,从而增大刀具后刀面与工件加工表面的摩擦,加快刀具的磨损并影响工件已加工表面的质量,若工作后角αo'为零度或负值,就会出现刀具后刀面与工件加工表面干涉,形成挤压而造成无法切削甚至发生崩刀现象;假设车刀中心高过低,如图1(c)所示,则会造成工作后角αo'过大、工作前角γo'过小,后角过大使刀具的强度下降,容易造成崩刃,前角过小使刀具的锋利程度下降,切削力增大,增大切削难度。
对切削深度(ap)控制的影响
在车削工件的外圆或内孔时,我们会发现当排除了车床、夹具、刀具、量具等各方面因素的影响后,按要求所需控制中滑板切入了所要的切削深度,但车削后检测的尺寸往往达不到要求。其原因如图2分析所示:
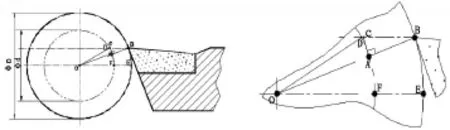
图2 车刀中心高对车削深度影响图
要将工件外圆由φD车至φd,EF应是当车刀刀尖与工件轴线等高(中心高正确)时车刀应切入的深度。而当车刀中心高装高到B点时,如果要车到φd的直径,则车刀应切入的深度为BD。
在直角△CAB中
∵BC(斜边)>BA(直角边) 而BA=EF
BD=BC+CD
∴BD>EF
若按EF切入,车出的外圆必定大于φd。车内孔时的分析同理。
对车削圆锥的影响
在车削圆锥时,如果车刀中心高不准确,车出的圆锥会产生双曲线误差,如图3(a)所示。根据圆锥体的形成原理可知,通过圆锥体中心的圆锥素线是一条直线,如果把一个标准圆锥体用一个平行于轴线且高于轴线Δh的截面剖切,其剖面形状是一个双曲线,如图3(b)所示。也就是说,如果车刀装高Δh后,走刀轨迹若能走出这一双曲线的话,就能车出圆锥素线是直线的正确的圆锥体。但车刀的走刀轨迹不是一条双曲线而是一条直线,所以,车圆锥时,要车出正确的圆锥体和圆锥孔,必须尽

图3 车刀中心高对车削圆锥影响图
对车削工件端面的影响
车端面时,如车刀中心高不正确,如图4所示,在车至端面中心时,会使工件中心留有凸台而造成端面不平,并会造成车刀刀尖崩
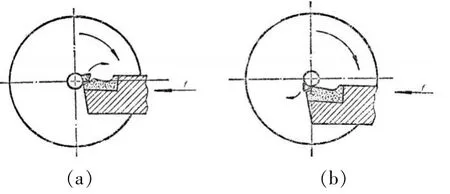
图4 车刀中心高对车端面影响图
对数控车床车削台阶外圆和台阶孔的影响
在数控车床上车削台阶外圆和台阶孔时,如果车刀中心高偏低或偏高会产生不良后果。如在连续车削台阶外圆时,当测量小端直径已经符合公差要求时,大端直径已经严重超差,往往是外圆越大超差的越严重。分析如图5所示:
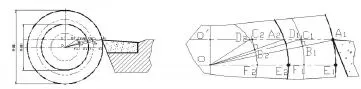
图5 车刀中心高对数控车床车削台阶外圆影响图
当车刀中心高与工件中心等高时,外圆1从E1点车至F1点,外圆2从E2点车至F2点,且E1F1=E2F2,如果车刀装高OO'的高度,同样要车去同等的车削深度,但外圆1要从A1点车至D1点,外圆2要从A2点车至D2点。
从图可知在两直角△A1B1C1和△A2B2C2中,
∵A1B1=A2B2=E1F1=E2F2; ∠C2A2B2>∠C1A1B1
则C2A2>C1A1; 而C2A2<D2A2 C1A1<D1A1
∴D2A2>D1A1
也就是说,如外圆1和外圆2要车去同等的余量,如果车刀中心装高了OO'的高度,则外圆2的切削深度要得取比外圆1深,同理,车内孔时也应注意这一问题。
因为在数控车床上车台阶外圆或台阶内孔时,不像在普通车床上对各个尺寸是逐个控制的,而是由程序控制连续车削的。因此,在数控车床上加工此类台阶外圆或台阶内孔时要特别注意,应以大端直径为测量基准,只要大端直径合适,那么小端直径就会留有余量。同时,为了保证各个台阶外圆或内孔的尺寸合格,在车削时不要统一改刀补,可以根据各个外圆的余量,在程序中修改各个尺寸至图纸要求。
然而,安装车刀时,车刀中心高是否一定要与工件旋转中心等高呢?也有例外。如在车削孔类工件时,为了防止车刀后面与内孔孔壁摩擦,可以把车刀刀尖装夹得略微高出工件轴心线,这样就有利于切削的正常进行。另外,在加工刚性较差的长轴时,若将刀尖与工件中心等高(对准工件中心)进行加工,工件会振动较大,而如果把车刀刀尖微量抬高一点,振动反而会减弱或消失。这是因为是刀尖抬高了,后角变小了,后刀面与工件表面发生了摩擦,相当于给工件增加了一个支撑,使工件刚性增加,振动就减弱或消失了。在实际生产中,在车削端面、圆锥面、螺纹、成形面时,要求车刀的中心高一定要严格对准工件的中心;粗车一般外圆、精车孔、粗车空心孔、切断空心工件时,安装车刀的刀尖应等高或稍高于工件中心线。一般中心高装高在0.2~0.5毫米之间问题不大,而且工件的直径相对必须大。
俗话说,磨刀不误砍柴工。安装车刀时要认真一点,要细心一点,虽然花去多一点时间,但能避免不少麻烦,不仅能使加工得以顺利进行,保证加工效率,而且能获得良好的效果。
[1]技工学校机械类通用教材编委会.车工工艺学[M].北京:机械工业出版社,1981.
[2]王公安.车工工艺学[M].北京:中国劳动社会保障出版社,2005.
[3]王家浩.高级车工技能训练[M].北京:中国劳动出版社,1999.
龚艳芳(1977—),广东省韶关市高级技工学校一级实习指导教师,高级技师,主要从事数车专业一体化教学。
□有话职说
习惯真是一种顽强而巨大的力量,它可以主宰人生。因此,人自幼就应该通过完美的教育,去建立一种好的习惯。
——培根
G712
A
1672-5727(2011)01-0089-02
猜你喜欢
CHINA TODAY(2022年4期)2022-11-22
金属加工(冷加工)(2022年9期)2022-09-20
小哥白尼(野生动物)(2021年5期)2021-08-30
骨科(2021年3期)2021-06-05
时代农机(2020年2期)2020-06-02
制造技术与机床(2018年11期)2018-11-23
赢未来(2018年9期)2018-09-25
解放军健康(2017年5期)2017-08-01
电脑知识与技术(2016年34期)2017-04-15
山东工业技术(2016年15期)2016-12-01
