基于三菱FX2N-48MR的供丝小车控制系统设计
2011-06-23 03:02朱云开郭建峰
装备制造技术 2011年12期
朱云开,郭建峰
(1.南通市广播电视大学 机械工程系,江苏 南通 226006;2.如皋职业教育中心校 中职部,江苏 如皋 226500)
针对目前国内一些卷烟厂的卷接车间所采用的供丝小车控制系统进行调查发现,其具有以下优点:
(1)整个系统的功率只有数十千瓦左右,能源消耗较少;
(2)由于采用滑轨运行模式,电机运行噪音较小;
(3)小车供丝大大减少了烟丝的燥碎率,几乎不产生粉尘;
(4)小车供丝主要采用钢结构框架,对墙体要求不高。小车供丝控制系统在供丝过程中,无论从生产工艺上还是生产流程上,都完全符合实际生产要求。
本文采用三菱FX2N-48MR的可编程序控制器,对传统的供丝小车控制系统进行改造,从而在保证控制精度的前提下,降低生产成本。
1 供丝小车电路设计及电气原理
供丝小车主要由行走电机来驱动小车在轨道上运行,当小车到达目的地的时候(机台),则主要由开关门电机的正反转来实现小车卸料。小车结构图如图1所示。
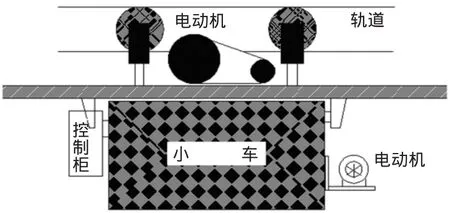
图1 供丝小车示意图
供丝小车在轨道上的运行,主要是通过小车控制柜控制行走电机的各种速度来驱动,当小车到达目的机台后,自动实现定位,通过开关门电机正反转实现小车卸料。
如图1所示,在对小车进行设计时,要求小车的行走电机、开关门电机的动作,主要由小车控制柜内的控制系统来实现,其内部的控制要求需达到以下目标:
(1)行走电机运用变频器控制技术,来实现行走速度的快慢、启停控制,而变频器则主要由PLC来控制快慢速度、启停的信号(通过KM1接触器中间过渡,便于急停);
(2)行走电机带有交流制动刹车装置,由接触器KM2驱动刹车的动作;
(3)开关门电机的开、关门动作主要由KM3、KM4两个互锁的接触器来实现其动作;
(4)以上接触器 KM1、KM2、KM3、KM4 的线圈驱动信号,都由PLC的输出来控制;同时,为了避免对接触器启停信号的干扰,在每个接触器线圈的两侧均连接一个 R—C电路,(R 为 1000 Ω,C为 0.01μf);
(5)PLC的输出,不仅控制2个电机的动作及制动器的刹车,还要控制执行机构指示灯、防碰撞指示灯、运行状态指示灯的亮灭,更主要的是要控制通讯发射光电开关(其主要和主控制柜的通讯)的得、失电状况;
(6)小车自身备有的手动动作:运行/维修、开门、关门、复位按钮动作,便于维修人员的操作。
根据以上的控制要求,设计了小车主控制电路,如图2所示。
主电路中的电源控制断路器QM1、PLC的电源、直流24V的电源、电源指示灯HL4均是由轨道上的交流220 V提供,如图3所示。
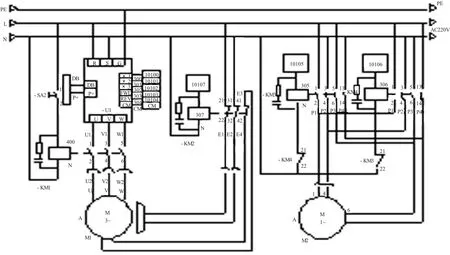
图2 主电路控制原理图
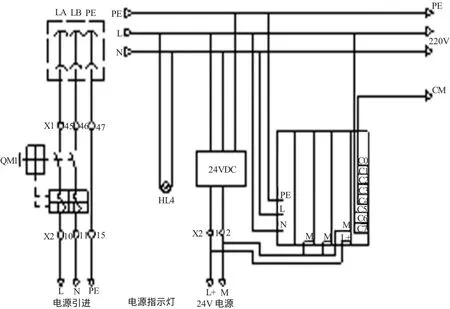
图3 主电路电气原理图
2 运行小车的PLC控制与程序编写
PLC的种类很多,性能、价格有1000多元到上万元不等,价格的贵贱主要由PLC的CPU、输入/输出点数、输入输出方式等决定。所以在选型时,要从经济、适用的角度考虑。
由于小车的输入由传感器(开关量)、按钮组成,输出由开关量组成,在选用PLC的时候,只要满足传感器输入给PLC的电平,就满足输入的要求。
输出主要控制各个接触器的吸合来开关门电机的动作及给变频器的速度、方向信号就可以;输入点由15个传感器信号及4个按钮信号组成,共计19个输入点,输出由3个指示灯、1个通讯发射光电开关的得电、3个变频器速度、2个方向、开关门电机的2个控制接触器、1个制动控制接触器,合计13个输出信号;根据前面介绍的原理、控制技术的要求,我们可以选用48点、触点式的PLC,介于此,选用三菱FR—48MR的PLC,既经济又满足要求。
2.1 供丝小车PLC的I/O功能分配
供丝小车PLC的I/O功能分配表如表1所列。

表1 供丝小车PLC的I/O功能分配表
2.2 小车运行控制程序的编写
小车的初始状态必须是关门到位、锁箱到位、料箱到位,小车才可以确保处于安全运行准备状态;由于小车不论在运行档还是在维修档,均要满足此要求,方可以保证小车的行驶,所以,借助于M8002初始脉冲信号,该程序可以编写为图4。
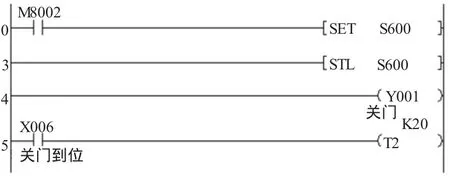
图4 小车关门程序
当小车在轨道上运行时,在每台机台对应的轨道上方,均有磁铁感应小车上的磁力开关,磁力开关的作用,主要是让小车识别自己已到几号机台,并与D200内的起始数据相对应,图5为小车在行走过程中的各种速度控制程序。
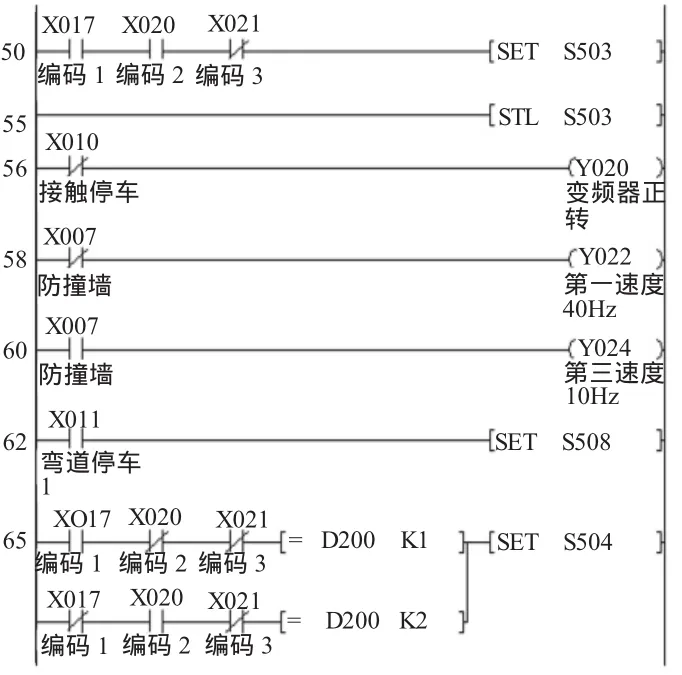
图5 小车在行走过程中的各种速度控制程序
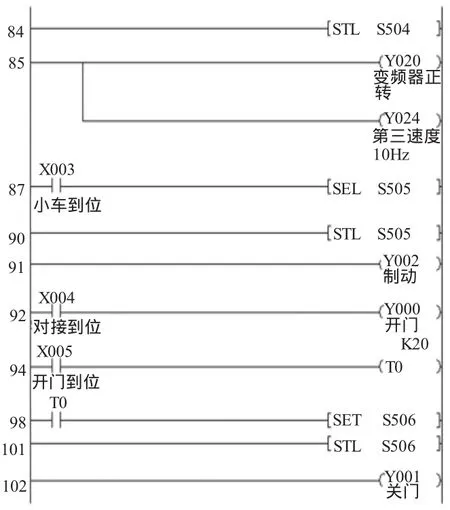
图6 小车到机台后的执行动作程序
当小车运行到指定机台时,先通过磁性开关感应,判别自己是否到达对应机台,然后进行减速(第三速度10Hz)运行,并进行定位、制动、对接、开门卸料、关门、行驶等动作,其中开门到位后,延时2 s(或根据现场实际进行调试),确保烟丝自由落下到喂料机;小车的定位是在机台的正上方轨道上,安装一个感应铁,与小车上的电感接近开关对应,程序如图6所示。
当小车接收的指令(D200<3)时,小车需要经过两个弯道,因为机台3与机台1、2不在同侧,所以运行时要满足机械条件,编写小车在机台卸完料后的执行动作程序如图7所示。
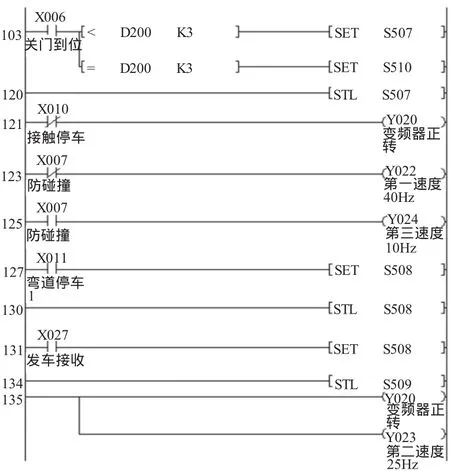
图7 小车在机台卸完料后的执行动作程序
3 结束语
本文主要介绍供丝小车的电气原理,编制PLC控制程序,根据所设计编制的PLC程序说明小车如何实现加料、出站、到对应机台卸料的控制过程。从理论上分析了供丝小车控制系统的可行性。
[1]蒙永革.浅谈回路式单轨小车自动送丝系统的应用[R].柳州:柳州卷烟厂技改办,2003.
[2]张子鹏,吴兆敏.罗克维尔监控软件在打叶复烤线的应用[J].自动化技术与应用,2009,(10):127-131.
[3]日本三菱公司.MELSEC-FX2N使用手册[K].日本:日本三菱公司,2001.
[4]常文平.电气控制与PLC原理及应用[M].西安:西安电子科技大学出版社,2006.
猜你喜欢
铁道车辆(2022年6期)2023-01-04
科学与生活(2021年24期)2021-12-06
销售与市场·管理版(2020年10期)2020-10-15
汽车维护与修理(2019年11期)2019-12-03
商品与质量(2019年45期)2019-06-16
电子制作(2019年7期)2019-04-25
电子技术与软件工程(2019年1期)2019-01-30
电子制作(2018年13期)2018-07-27
农村经济与科技(2018年8期)2018-05-14
绿色科技(2012年12期)2012-07-19