25Cr2Ni4MoV大型主轴锻件的生产
2011-09-26 01:42陈金富吴虎男李占阳刘亚林
大型铸锻件 2011年3期
陈金富 吴虎男 李占阳 刘亚林
(东特集团技术中心北满分中心,黑龙江161041)
25Cr2Ni4MoV大型主轴锻件规格大、外形复杂,带有凹挡和法兰。技术要求检验纵向、径向力学性能,中心孔性能,FATT50,高倍组织,非金属夹杂物,还要进行超声波探伤。
1 试制工艺
1.1 冶炼
用电渣锭锻造25Cr2Ni4MoV主轴锻件。采用电炉冶炼加炉外精炼、真空浇注生产电极坯料。
1.2 电渣重熔及电渣锭退火
采用四元渣系,渣料总重量400 kg,重熔过程中加强化清和补缩操作,避免产生钢锭缩孔。电渣锭热送装炉锻造。
1.3 锻造
电渣锭锻造加热温度为1 180~1 200℃。由于25Cr2Ni4MoV主轴锻件较长且有凹挡,锻造时精心操作,对钢锭头部缩孔端进行满砧压下拔长,端部成鼓型以利于切除缩孔。保证切头、切尾量。终锻温度≥950℃。锻后热送退火。
1.4 锻后热处理
锻后退火在台车炉进行,退火工艺:650℃,保温100 h以上并缓慢冷却。
退火后进行粗加工、正火,为调质做准备。锻后正火、调质热处理在井式炉进行。
调质工艺见图1。
2 检验结果
锻件粗加调质后的检验顺序及取样位置见图2、图3。
(1)按图纸要求检验A、B、C、D、E、F点表面硬度。
(2)在轴的A端、H端取样进行纵向检验。

图1 25Cr2Ni4MoV主轴调质热处理工艺Figure 1 The quenched and tempered heat treatment process of 25Cr2Ni4MoV main shaft
(3)在图纸V、U部位取厚度为150 mm的环形试料进行径向检验。
(4)对中心孔Y1、Y2试样进行纵向检验。

图2 25Cr2Ni4MoV主轴简图Figure 2 25Cr2Ni4MoV main shaft sketch

图3 V(U)端径向取样位置Figure 3 V(U)end longitudinal samples taken location
2.1 成品化学成分
25Cr2Ni4MoV主轴锻件的化学成分见表1。

表1 25Cr2Ni4MoV化学成分(质量分数,%)Table 1 25Cr2Ni4MoV chemical composition (mass fraction, %)
2.2 硬度
轴身硬度分布见图4。

图4 轴身硬度分布Figure 4 The shaft body hardness distribution
2.3 非金属夹杂物、晶粒度、组织
主轴高倍检验结果见表2。
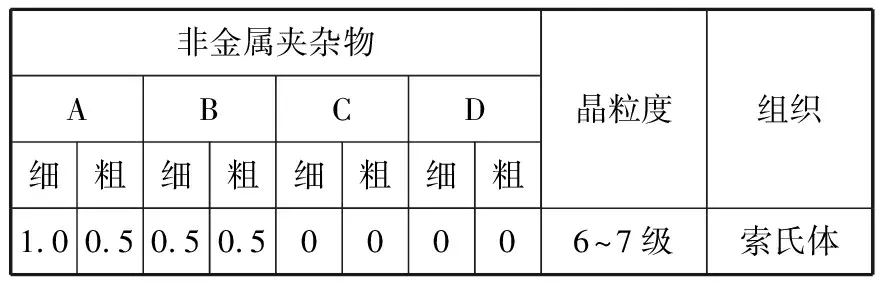
表2 主轴高倍检验结果Table 2 The main shaft micro test result
2.4 性能检验
25Cr2Ni4MoV主轴的力学性能见表3。

表3 25Cr2Ni4MoV主轴检验结果Table 3 25Cr2Ni4MoV main shaft test result
3 分析与讨论
此次试制的25Cr2Ni4MoV主轴由于采用电渣重熔技术生产钢锭,确保了钢锭的冶金质量。生产的电渣锭夹杂物含量得到有效控制,钢锭内部组织致密性和成分均匀性得到保证,为后续生产工序创造了较好条件。锻造选用高径比为2.5的电渣锭型,采用镦粗、拔长锻造工艺。对钢锭头部缩孔端的锻造采用满砧压下拔长,端部成鼓型工艺。以上措施保证了主轴内部和外部具有较好的质量,确保超声波探伤本体表面至250 mm以内和轴颈表面至100 mm以内的缺陷小于∅1.2 mm。其余部分的缺陷也不大于∅1.5 mm。此次生产试制在调质工艺上也进行了进一步探索与改进。采用水淬油冷工艺增加了淬透层深度和强韧性,各项指标均比较理想。
4 结论
(1)采用电炉冶炼+LF精炼+VD真空精炼制造电极坯料→电渣重熔电渣锭→锻造→退火→粗加→调质工艺路线生产高质量、高性能要求的25Cr2Ni4MoV主轴锻件是比较合理的工艺路线。主轴锻件各项性能指标及探伤结果都符合技术要求。
(2)为提高25Cr2Ni4MoV主轴锻件性能指标采用水冷淬火工艺是正确、可行的。
[1] 康大韬.大型锻件材料及热处理.北京:龙门书局出版社.
猜你喜欢
机械设计与制造(2022年11期)2022-11-21
中国机械工程(2022年6期)2022-03-29
表面技术(2021年7期)2021-08-03
有色金属加工(2021年2期)2021-04-19
大型铸锻件(2020年5期)2020-09-15
大型铸锻件(2017年2期)2017-03-28
大型铸锻件(2015年4期)2016-01-12
大型铸锻件(2015年4期)2016-01-12
大型铸锻件(2015年1期)2016-01-12
化工机械(2015年2期)2015-12-26