镍冠生产的阴极极板试验研究
2011-09-27 10:48李少龙曹康学
中国有色冶金 2011年2期
李少龙,曹康学
(1.中国恩菲工程技术有限公司,北京 100038;2.中国金川集团有限公司,甘肃 金昌 737100)
镍冠生产的阴极极板试验研究
李少龙1,曹康学2
(1.中国恩菲工程技术有限公司,北京 100038;2.中国金川集团有限公司,甘肃 金昌 737100)
介绍了三种不同镍冠极板电解生产的试验情况,对试验结果进行了分析及对比,为下一步试验工作提供了建议及参考。
镍冠;阴极极板;试验
0 前言
电解镍冠作为一种重要的电镀工业原料,主要用于篮式电镀工业的阳极材料。镍冠在电镀工业上应用愈来愈广泛,与电解镍板相比优点有:表面圆滑,装篮流畅;密度大,电接触性能好,电流分布均匀;溶解时均匀下降,不易出现悬料现象;含硫活性镍冠电化学活性高,残渣少,利用率较高;槽电压低,可节省大量的电能。随着我国电镀工业的迅速发展,镍冠的需求在不断增加,因此镍冠的生产具有很好的市场前景。同时,镍冠的生产对于调整镍产品结构,增加市场份额,提高市场竞争力和产品的附加值都具有非常重要的意义。
硫化镍可溶阳极电解工艺生产含硫或不含硫镍冠的工艺技术已在国内外成功应用。就国内而言,由于所采用的镍冠极板存在着寿命短、成本高、劳动生产率低等缺点,制约了该工艺的大规模工业化应用。因此,在恒定电流条件下,通过对不同极板的试验研究,寻求一种能满足镍冠生产的成本低、效率高的镍冠极板,为镍冠的规模化生产提供依据。
1 镍冠生产原理及工艺流程
1.1 试验原理
在混酸(硫酸及盐酸)体系中,以硫化镍阳极板为可溶阳极,不锈钢板镶嵌不锈钢柱为模板,其表面按要求涂绝缘层,经过特殊处理后作为电解阴极。电解过程中,阴极板导电柱表面析出镍,形成镍冠,与此同时阳极氧化溶解。由于导电面仅集中在导电基圆上,因此电流密度为一般电解精炼生产的2.5倍,其主要化学反应式为:
阴极反应:Ni2++2e=Ni
阳极反应:Ni3S2-6e=3Ni2++2S
1.2 工艺流程
镍冠试验以净化后的新液为电解液进行生产。阴极达到生产周期后,镍冠极板出槽,进行镍冠的剥离,随后采用专用试剂对镍扣表面进行漂洗、烫洗,使镍冠产品表观光亮。电解阳极液送净化工序处理,电解产生的阳极泥及残极送外车间处理利用,生产工艺流程如图1所示。
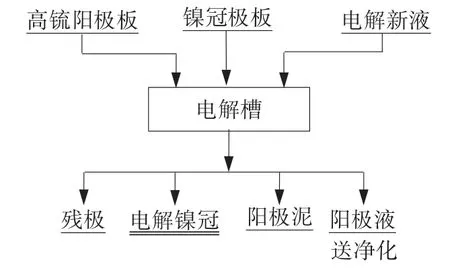
图1 镍冠生产原则工艺流程图
2 试验研究
本次试验采用三种极板进行对比试验,包括丝网印刷极板、永久极板及贴膜极板。
2.1 丝网印刷极板
采用丝网印刷极板生产镍冠在英柯公司已经得以成功应用。鉴于该工艺的技术保护,本次丝网印刷极板系国内首次进行探索,即采用不锈钢板对焊铜双耳作为电解镍扣的极板坯料,打磨焊缝、校平钢板,喷砂除去钢板表面铁锈和污渍,以高压风吹扫砂尘浮灰。使用后的旧板(剥冠后的丝网极板)需用泡膜液浸泡板、晾置、水洗、喷砂,然后采用丝网印刷机和专用丝网油墨对除锈的极板表面进行印刷。印刷后的极板在烘炉中加热干燥,使油墨充分交联,形成致密的耐腐蚀、不导电的墨层。
该技术产出的镍冠表面比较粗糙,气孔相对较多,成型差,连片情况多,漏电点多,镍冠剥离时底部粘有油墨,难以处理。
2.2 永久极板
该技术采用不锈钢作基材,导电柱间用有机高分子绝缘,边缘用绝缘胶条镶边。试验表明,大部分极板使用寿命能达到半年以上。试验中有1/3的极板边部有1~4个漏点,极板中间基本无漏点,但在试验中存在镍冠长毛刺现象和镍冠剥离后导电柱上粘有镍皮情况。为了改善此情况,试验中对极板表面进行了机械打磨处理。通过试验发现,打磨后极板长毛刺和导电柱长镍皮现象明显减少,另外因永久极板导电柱少,四边镍冠偏大的情况比较明显。通过在极板增加导电柱的方法后,这种情况得到改善。
试验过程中永久极板上产出的镍冠前期容易剥离,但随着使用时间的延长,镍冠剥离比较困难。因此需要定期对极板表面打磨处理。
2.3 贴膜极板
贴膜极板技术以不锈钢作基材,粘贴带圆孔的高分子薄膜作绝缘材料。在试验中,因极板三边用胶条,底角漏电现象明显。贴膜极板生产的镍冠比较均匀,镍冠成型好。从试验情况看,贴膜极板如果表面处理干净,贴膜时间不超过3天时,镍冠剥离较容易;使用时间相对较长时,比永久极板和丝网印刷极板剥离难度稍大。
2.4 三种极板的比较
从三种极板产出的镍冠表面质量看,贴膜极板外形最好,永久极板与丝网印刷极板相差不大,三种极板的镍冠合格率见表1。

表1 3种极板生产镍冠平均合格率∗ %
从极板漏点情况看,永久极板漏电点最少,其次是贴膜极板,再次是丝网印刷极板。
从产出镍冠剥离难易程度分析,丝网印刷极板最容易剥离,其次是永久极板,再次是贴膜极板。
从使用寿命分析,永久极板能达到半年以上,但贴膜极板和丝网印刷极板只能使用一个周期。
从规模化生产的需要分析,永久极板因板面平整,容易实现机械剥离。而丝网印刷和贴膜极板边部有胶条,增加了机械剥离的难度。
三种极板的对比情况如表2所示。
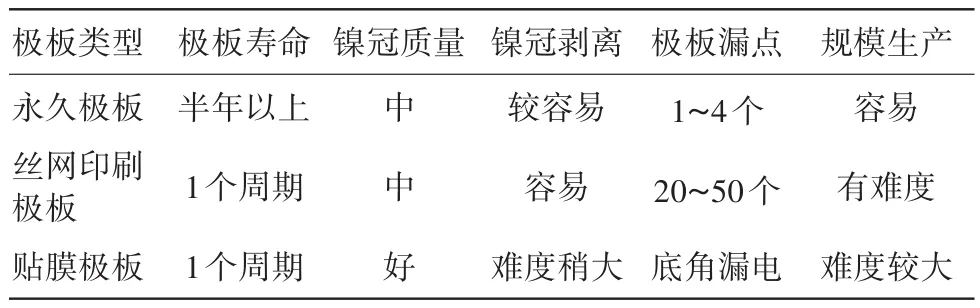
表2 3种极板试验参数对比
试验期间所产镍冠的化学成分均符合Q/YS⁃JC-CP17-2002中P-1标准,典型化学成分如表3所示。

表3 试验期间所产镍冠的化学成分 %
3 试验结果分析
3.1 极板方面
贴膜极板能生产出符合相关标准的镍冠,并且物理外观比采用其它极板生产的镍冠好,但该极板存在除膜、脱胶、再次贴膜劳动量大,工序繁锁,工作效率低的问题,采用该极板实现规模化生产存在一定的局限性,建议该极板的制做工艺能实现自动化。丝网印刷极板主要存在漏电点较多、制做工艺繁锁、工作效率低的问题,建议研发一次印刷过程完成两面印刷,以减少中间工序劳动量。另外还需对油墨材质及使用后表面油墨处理工艺进行进一步研究,以提高工作效率,保证产品质量。永久性极板耐酸性能较好,使用寿命可达到半年以上,并且该极板在试验过程中漏点较少。但存在随着使用时间的延长,会出现一定数量的漏点,并会出现导电柱表面粘镍皮和镍冠周边长毛刺的现象。使用该极板,需配备相应的极板打磨机,镍冠生产2~3个周期后需对极板表面打磨一次。另外,还存在因极板较重而搬运不便的弊端。
3.2 恒定电流生产
通过改变镍冠极板实际导电面积,降低了在同等电流下极板的实际电流密度,从而达到在恒定电流情况下,消除因电流密度过高而造成的镍冠边部结粒,使镍冠生长均匀。该技术可以替代阶梯式提升电流的生产技术,解决以前试生产过程中需要频繁升降电流,单槽产能较低的弊端。试验表明采用恒定电流生产镍冠技术上可行,有利于镍冠规模化生产。
3.3 镍冠出槽后续处理
在镍冠的试生产过程中,由于受现场设施及空间的限制,镍冠出槽后的剥离、洗涤、晾晒、装桶、计量、包装等工序均为人工操作,劳动强度大,工作效率低,外观质量难以保证,不适合于镍冠实现规模化生产。
4 结论
本次试验研究在极板的研制方面已掌握了一定的技术经验,并且在永久性极板试验研制方面取得了一定突破。但在镍冠出槽后续处理,包括镍冠剥离、漂洗、烫洗、干燥、抛光、计量、包装工序的自动化方面仍需进一步投入研发。
Abstract:The test work of electrowinning of three different Nickel Briquettes plates was introduced in this arti⁃cle.The test results were analyzed and compared.The suggestions and recommendations for the next stage test were proposed.
Key words:Nickel Briquettes;cathode plate;electrowinning
Test work of Nickel Briquettes production with cathode plates
LI Shao-long,CAO Kang-xue
TF815
B
1672-6103(2011)02-0035-03
李少龙(1979—),男,山东招远人,工程师,从事冶金设计工作。
2010-08-25
猜你喜欢
实用手外科杂志(2022年2期)2022-08-31
科技视界(2021年4期)2021-04-14
艺术家(2021年12期)2021-03-11
石油管材与仪器(2020年5期)2020-11-05
装备制造技术(2019年12期)2019-12-25
流行色(2019年8期)2019-11-04
流行色(2019年8期)2019-11-04
无机盐工业(2019年5期)2019-05-24
电子制作(2017年7期)2017-06-05
中学生数理化·高二版(2016年10期)2016-12-24