
西门子S7-200系列PLC在石灰窑自控系统中的应用
2011-10-26 05:12董海英包头职业技术学院014030
中国科技信息 2011年10期
董海英 包头职业技术学院 014030
西门子S7-200系列PLC在石灰窑自控系统中的应用
董海英 包头职业技术学院 014030
文章介绍了S7-200系列PLC在石灰窑自控系统中的应用,及基本顺序控制指令、上升沿控制,置位复位指令等。
S7-200;顺序控制;上升沿指令;置位复位指令
引言
石灰窑自动控制系统原系统采用国产PLC进行控制,由于原有PLC抗干扰能力差,在恶劣环境下运行不稳定。现场经常处于高温、多粉尘的状态,导致PLC瘫痪而不能继续工作,因此根据现有工艺进行技术改造,应用西门子系列S7-200 PLC进行自动连锁顺序控制。
1、系统工艺原理

2、设备构成
石灰窑传送的钵体(原料)经传送带送到I0.0监测点位。物体检测采用光电传感器,传感器为DC24V,NPN系列,属于漫反射式光电开关。I0.1、I0.2、I0.4、I0.5均采用同一光电传感器进行物体位置检测。I0.3为接近开关,用于处理B链条电机地抬起和放下。其基本的原理如下:
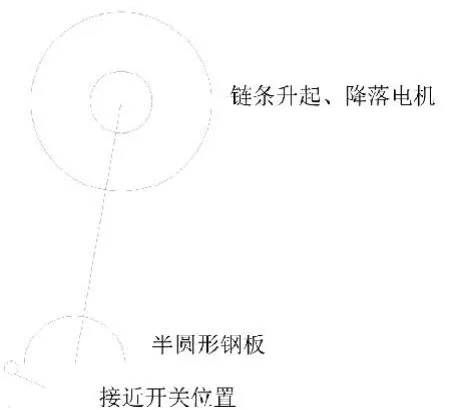
链条电机的工作方式为:旋转半周抬起,旋转下半周降落。该系统采用了一个巧妙地设计:采用接近开关检测电机轴上的半圆形金属板,上升半周上升沿检测来作为停止的信号,即半圆形金属顺时针旋转半周后检测到了金属板,通过PLC内部的上升沿命令停止;下半周旋转的时候采用下降沿检测检测,通过下降沿信号来实现电机下半周的停止,电机就会始终运行于半周上升-半周下降的状态。
I0.6、I0.7为普通行程开关,用于将旋转台电机作到位检测,到位后停止。A电机为辊道拖动电机,用于传送物料。B电机为链条抬起、落下电机;C电机、D电机为链条传送电机;E电机为旋转台旋转电机,将物料旋转至F电机所在链条上进行最后的传送。传送结束后,E电机回转到位,所有电机停止,链条降下,重新进入新的一个顺序控制循环。
3、电气原理
由西门子S7-200系列PLC组成,并配套相应检测传感器组成。PLC输出部分采用继电器输出,直接带动接触器线圈来实现控制输出。配电部分采用标准CJX2-09系列接触器。正反转采用CJX2-09-N 系列可逆接触器实现机械互锁。西门子系列PLC既可以连接NPN输入型传感器,也可以接PNP输入型传感器,这取决于你的输入公共端接1M、2M 与PLC提供的传感器电源L+(+24V)连接还是与M(24V公共端)连接。这一点要优于S7-300系列PLC。S7-300(400)系列PLC只能接受PNP型输入,除非特殊选型才可以使用NPN型。

4、程序代码部分



本套程序的编制采用了西门子顺序继电器控制。LSCR指令代表顺序继电器指令的开始部分,当程序执行到该指令开始的顺序逻辑量S0.X的触发位时,本段程序开始执行;当指令执行到SCRT时结束,程序自动进入下一阶段。中间部分的SCRE S0.X 表示顺序继电器将由此条件转换到的下一个起始位。运用顺序继电器指令,对于顺序控制的应用非常灵活和方便。相比较三菱系列PLC,西门子系列PLC在顺序控制中还是有一定的局限。在西门子系列PLC中,由于线圈不能再程序中重复使用(如果出现重复线圈,只执行最后一个线圈的输出)。而在三菱系列PLC的顺序控制中,线圈可以多次出现,顺序执行到哪一条语句,哪一个线圈就先执行,这是西门子S7系列PLC的局限性。
5、实际运行情况
经过近3个月的实际运行,系统运行情况良好;由于西门子系列S7-200系列PLC具有结构接单,抗干扰、抗粉尘能力强,系统在运行后一直没有出现误动作或停机等故障,运行一直非常可靠。
[1] S7-200系统手册.西门子公司自动化与驱动服务有限公司
[2] 韩安荣.通用变频器及其应用.机械工业出版社
[3] 刘保录.电机拖动与控制.西安电子科技大学出版社
[4]百特工控现场仪表选型手册.福州福光百特自动化设备有限公司
10.3969/j.issn.1001-8972.2011.10.043
董海英,本科,专业:电气自动化,包头职业技术学院,高级工程师。
猜你喜欢
中国氯碱(2022年6期)2022-07-19
纯碱工业(2022年2期)2022-04-21
电子技术与软件工程(2021年12期)2021-09-23
小资CHIC!ELEGANCE(2021年46期)2021-01-11
通信电源技术(2020年9期)2020-07-22
中国自行车(2020年2期)2020-04-26
科技风(2020年10期)2020-04-10
当代陕西(2019年13期)2019-08-20
科学与财富(2018年7期)2018-05-21
中国设备工程(2017年20期)2017-11-04
