DSP逆变式悬挂直流点焊机的原理及其应用
2011-11-14 07:53韩玉琦陈志伟戴建明李家波
电焊机 2011年5期
韩玉琦,陈志伟,戴建明,李家波
(深圳市鸿栢科技实业有限公司,广东 深圳 518051)
DSP逆变式悬挂直流点焊机的原理及其应用
韩玉琦,陈志伟,戴建明,李家波
(深圳市鸿栢科技实业有限公司,广东 深圳 518051)
DSP逆变式悬挂直流点焊机使用了先进的IGBT逆变、全桥软起动和DSP数字控制技术,频率达10 kHz,大大减小了变压器体积,使焊钳和变压器实现一体化成为可能;减少了连接变压器和焊钳的二次通水电缆,既省电,又节约费用。与中频焊机相比,性能更优越、更节能,价格较低,具有良好的应用前景。
高频;悬挂直流点焊机;一体化焊钳
0 前言
每一辆汽车的车身都是由许多块冲压成型的钢板经过点焊连接而成,点焊机是汽车生产企业必备的生产设备。
目前,国内汽车制造厂大部分用的是交流分体式点焊机。该焊机普遍存在热量不集中、焊接质量不稳定、能耗高、使用成本高的问题。20世纪80年代,国外出现了中频逆变直流一体化点焊机。该焊机的供电由交流分体式点焊机的单相供电转变为三相供电,变压器的工作频率由50 Hz提升到1 000 Hz。中频点焊机的焊接效率比交流点焊机有明显提高,且功率因数高,更节能。但是,这类中频直流点焊机因部件是进口的,造成成本高,推广起来比较困难。
近几年来,高频逆变和数字控制技术在国内外弧焊机领域已得到广泛应用,但点焊机由于其需要的功率大(几十到几百千伏安)、电流大(上万安)、电压低(只有几伏),尤其是在高频、大功率的情况下,要将交流变为直流,其整流的难度就更大。这也是为什么国内没有将高频逆变技术运用于点焊机的原因之一。DSP逆变式悬挂直流点焊机成功地攻克了在频率高、功率大的情况下将交流变为直流的技术难关,并且掌握了很小的高频变压器就能输出很大的电流的技术,同时很好地将DSP控制技术运用到逆变控制领域,使得DSP逆变式悬挂直流点焊机的各项功能得以很好地实现。
1 工作原理
DSP逆变式悬挂直流点焊机的工作原理如图1所示。
整机由电磁兼容电路、三相整流电路、软起动电路、电容滤波电路、逆变电路、次高频变压器、次高频整流滤波电路、DSP控制器和显示器等部分组成。三相交流电经整流滤波、逆变变压隔离和次高频整流的转换,在DSP控制器的控制下完成三相交流电到低压脉动直流电的转换,其中有输出电流、电压反馈电路和变压器初级电流反馈三个环路,DSP控制器在这三个PID反馈环的作用下对逆变器IGBT输出脉宽进行实时控制,从而达到对整机的恒电流、恒电压和恒功率控制的目的。该机器控制电路简单、动态性能好、响应速度快、控制精度高、焊接质量好。
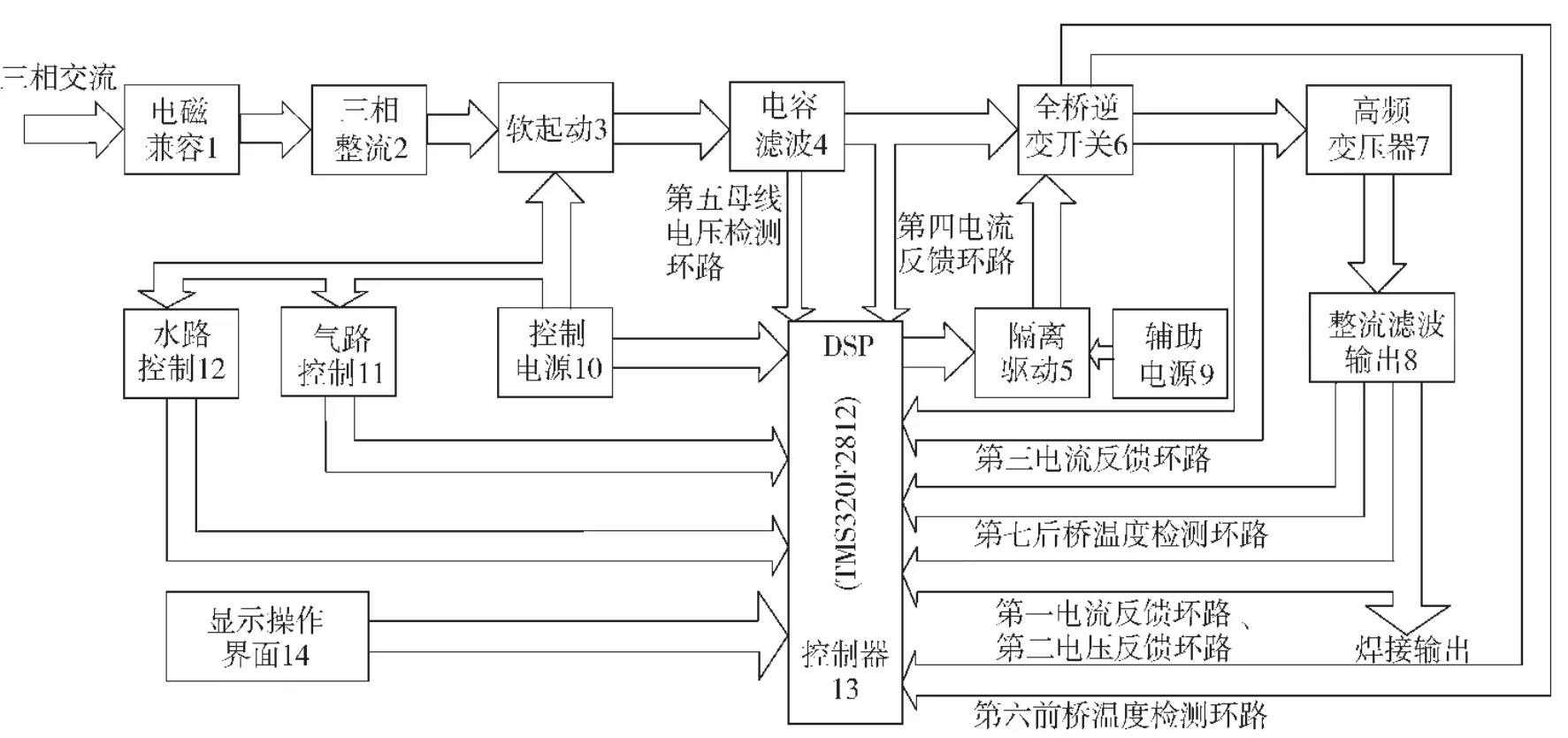
图1 DSP逆变式悬挂直流点焊机工作原理
该产品的技术创新在于:将目前世界上先进的高频逆变、全桥软起动技术和DSP数字控制技术运用在点焊机领域,并成功地解决了变压器的大功率、大电流整流和整机的散热问题。由于采用了高频逆变技术,大大减小了变压器的体积,使得焊钳和变压器实现一体化成为可能,很好地解决了原有的工频点焊机由于变压器体积大、质量重,不得不将变压器和焊钳分离的难题。实现变压器和焊钳一体化后,减少了连接变压器和焊钳的二次通水电缆。消除了大电流在二次通水电缆上的能量消耗,节约了二次通水电缆的购置和维护费用。
2 技术指标
目前深圳市鸿栢科技实业有限公司DSP逆变式悬挂直流点焊机的具体技术指标范围为:(1)电源3×380 V±10%/50 Hz;(2)全桥逆变器频率10 kHz,占空比10%~85%,输出采用全波整流方式;(3)额定输出电流DC 2 000~10 000 A,短路电流12 000 A;(4)空载输出电压DC 6~10 V;(5)负载持续率20%~50%;(6)整机质量小于等于80 kg(最小约40 kg);(7)具有单、多脉冲点焊功能;(8)采用LCD人机界面,利用DSP进行管理和控制。
3 技术优势
该产品与现有市场上销售的工频分体悬挂点焊机技术相比,具有以下优势:
(1)频率从50 Hz提升到10 kHz;变压器质量减少90%以上,变压器体积也仅为原来的十几分之一,可节约大量铜材。
(2)实现了焊钳与变压器一体化,并采用了高频逆变技术,可节约电能70%以上;同时减少了二次通水电缆,降低了点焊机的使用成本。
(3)变单相输入为三相输入,大大提高了电能的功率因数,减少了对电网的冲击。由于引入了电磁兼容、软起动和电容滤波等相关电路,减少了对机器自身的干扰和电网的污染。
(4)对变压器采取了电磁屏蔽措施,减少了电磁波对操作者的伤害。
(5)变交流焊接为直流焊接,提高了焊接质量,扩大了焊接范围,实现了对铜、铝以及多种合金材料的焊接,尤其解决了轿车车身高强度钢板的焊接问题。
(6)简化了硬件控制电路,减少了调试和维护程序,降低了运行成本。
(7)变晶闸管控制为IGBT控制,由原来的电源控制芯片改为DSP控制,由模拟电源改为数字电源。应用数字化控制技术从而提高了点焊机的动态特性和控制精度,使之工作更加稳定、方便可靠。
(8)中/英文菜单,触摸屏操作,人机界面更加人性化,操作更简单方便。
(9)提高了焊接性能,拓宽了应用领域。
与目前主要依靠进口的中频点焊机相比,其优势在于:
(1)频率提高10倍,变压器体积变得更小,节能更显著。
(2)减轻了整机的质量,节约了原材料,降低了生产成本。
(3)采用DSP全数字控制,提高了焊接精度。
4 应用前景
节能、节材、减小对人体的电磁辐射、节约成本是建立节约型社会、环保型社会和实现社会可持续发展过程中不可缺少的重要因素。采用直流焊接,焊接飞溅大大减少,焊接成形更好,焊接质量更高。变压器体积小、质量轻,成为推广变压器和焊钳一体化的强劲动力。在奇瑞汽车厂某机器人焊接工位,同样工位的机器人焊钳,某国外品牌的工频一体化机器人焊钳的质量104 kg,DSP逆变式直流一体化焊钳的质量只有42 kg。相同的工位和焊接同样的工件,DSP逆变式直流点焊机不仅焊接飞溅小,而且焊接成形要好得多。
DSP高频逆变式悬挂直流点焊机的研制成功,将改变汽车焊装车间耗能高、电磁辐射强、焊接质量不稳定的状况,大大减少了车间配电设施的费用,减少用电成本,除去二次通水电缆的费用,同时为将来汽车改用铝合金车身提供了焊接保障。随着DSP高频逆变悬挂直流点焊机的推广运用,传统的工频分体式点焊机将退出市场。节能、节材、低辐射、高质量、高效能、低运行成本的点焊机的广泛应用,无疑是汽车制造装备的一次飞跃。
The principle and application of DSP inverter DC spot welder
HAN Yu-qi,CHEN Zhi-wei,DAI Jian-ming,LI Jia-bo
(Shenzhen Hongbai Technology Industrial Co.,Ltd.,Shenzhen 518051,China)
This paper intruduces DSP inverter DC spot welder,at the frequency of less than 10 kHz,including IGBT inverter,full bridge soft start,and DSP digital control technology,which reduces the volume of transformer,and makes integrating spot welding head and transformer,reduces the secondary water-cooled cable between spot welding head and transformer.In comparison with intermediate frequency spot welder,this spot welding has superior performance,and good application.
high frequency;DC spot welder;integration spot welding head
TG438
B
1001-2303(2011)05-0054-03
2011-04-13
韩玉琦(19755—),男,安徽定远人,副教授,学士,主要从事焊接设备的研发与生产管理工作。
猜你喜欢
中国水利(2022年9期)2022-06-02
河北水利(2021年12期)2022-01-19
测控技术(2021年10期)2021-12-21
水泵技术(2021年4期)2021-01-22
建材发展导向(2019年13期)2019-08-24
电子制作(2019年7期)2019-04-25
通信电源技术(2018年3期)2018-06-26
照明工程学报(2016年3期)2016-06-01
电源技术(2015年11期)2015-08-22
电测与仪表(2015年10期)2015-04-09