梨果汁加工中酶解工艺的研究
2011-11-14 15:36于泽源李兴国
食品工业科技 2011年2期
邵 勤,于泽源,李兴国
(东北农业大学园艺学院,黑龙江哈尔滨150030)
梨果汁加工中酶解工艺的研究
邵 勤,于泽源*,李兴国
(东北农业大学园艺学院,黑龙江哈尔滨150030)
以寒地特色梨为研究对象,在单因素实验的基础上,采取正交实验设计,系统研究了梨果汁最佳酶解工艺条件。研究结果表明:加酶量、酶解温度、酶解时间对梨果汁品质有不同程度的影响;最佳酶解工艺条件为:酶解温度50℃,果胶酶添加量3g/kg,酶解时间2h。
果胶酶,酶解,工艺条件
黑龙江省地处高寒地区,栽培的梨树品种大多具有秋子梨血统,这些品种的梨果实肉嫩多汁,风味独特,不仅具有较高的鲜食价值,而且具有较好的加工品质。通过添加果胶酶来提高原料出汁率和利用率[1-5],已在果汁加工中得到了广泛的应用[6-10]。已有研究主要探讨了白梨系统、沙梨系统和西洋梨系统果汁加工中果胶酶的应用技术[11-13],而关于寒地特色梨果汁酶解工艺条件的研究尚未见报道。本研究以寒地特色梨优良品种——‘晚香’为研究对象,探讨不同酶解条件对其果汁品质的影响,确定最佳酶解工艺条件,以期为寒地特色梨产业化生产提供理论依据和技术支撑。
1 材料与方法
1.1 实验材料
‘晚香’梨 采自黑龙江省农科院园艺分院;果胶酶 天津利华酶制剂有限公司生产;其他试剂购自欧瑞德试剂公司,皆为分析纯。
1.2 实验方法
1.2.1 基本工艺流程 原料→挑选→清洗→烫漂→破碎→酶解→灭酶→压榨
1.2.2 实验设计
1.2.2.1 单因素实验 加酶量:以不加酶为对照,共分6组,分别加入1.0、1.5、2.0、2.5、3.0、3.5g/kg的果胶酶,在40℃恒温水浴条件下酶解2h;酶解时间:以不加酶为对照,共分6组,分别在40℃恒温水浴条件下分别酶解1.0、1.5、2.0、2.5、3.0、3.5h;酶解温度:以不加酶为对照,共分6组,分别在20、30、40、50、60、70℃恒温水浴条件下酶解2h。通过测定出汁率、可溶性固形物、总酸等指标来分析各单因素对梨果汁品质的影响。
1.2.2.2 正交实验 在单因素实验的基础上,以加酶量(A)、酶解温度(B)、酶解时间(C)三个因素进行正交实验L9(33)。通过测定出汁率、可溶性固形物、总酸等指标,并进行差异显著性分析,找出影响果汁品质的主要因素和最佳组合,确定梨果汁最佳酶解工艺条件。正交实验各因素水平见表1。
1.2.3 各指标的测定方法 可溶性固形物(°Brix)含量采用阿贝折射仪法测定;总酸含量采用酸碱滴定法[14]测定;色值采用分光光度计法[15]测定。出汁率测定:出汁率(%)=压榨后果汁重量/鲜果重量×100%
实验数据采用Excel及DPS数据处理系统、正交设计助手Ⅱ软件进行分析。
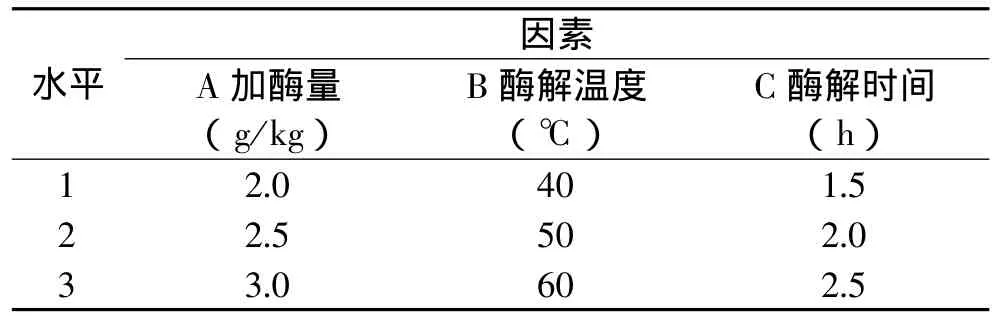
表1 果胶酶正交实验表
2 结果与分析
2.1 酶解条件对出汁率的影响
由表2可以看出,随着酶解温度的升高,出汁率显著高于对照,在50~60℃时,出汁率最高;由表3可以看出,随着酶解时间的延长,出汁率显著高于对照,酶解时间为3h时出汁率最高;由表4可以看出,加酶后果汁的出汁率显著高于对照,加酶量在3.0g/kg时,出汁率最高。综上所述,加入果胶酶可显著提高出汁率。
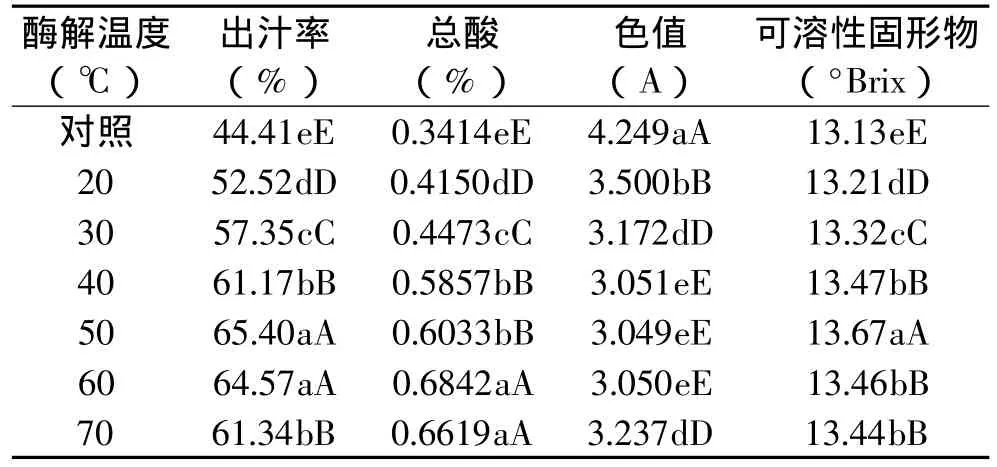
表2 酶解温度对果汁质量指标的影响
2.2 酶解条件对可溶性固形物的影响
由表2可以看出,随着温度的升高,在20~70℃时,果汁中可溶性固形物含量显著高于对照,酶解温度为50℃时,可溶性固形物含量最高。当酶解温度在60~70℃时,可溶性固形物含量无显著差异,且低于50℃时的可溶性固形物含量,这可能是高温条件抑制了果胶酶的活性,导致可溶性固形物含量下降;由表3可以看出,酶解1.5h后可溶性固形物含量显著高于对照,且在2h时可溶性固形物含量最高;由表4可以看出,随着加酶量的增加,在2.0~3.5g/kg内可溶性固形物含量维持在较高水平,加酶量为3.0g/kg时,可溶性固形物含量最高。
2.3 酶解条件对总酸的影响
由表2~表4可以看出,随着酶解温度的升高,总酸含量显著高于对照。40℃和50℃,60℃和70℃时的总酸含量差异不明显;酶解时间在2.0~3.5h时,总酸含量显著高于对照,且在2.5h时含量最高;加酶量2.0~3.5g/kg时,总酸含量显著高于对照,且在3.0g/kg时含量最高。这说明酶解条件对梨汁中总酸含量有一定的影响。

表3 酶解时间对果汁质量指标的影响
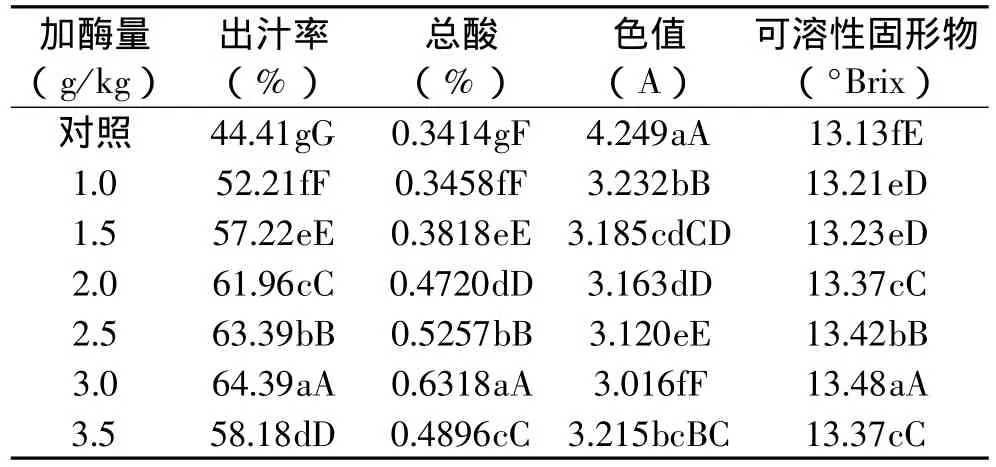
表4 加酶量对果汁质量指标的影响
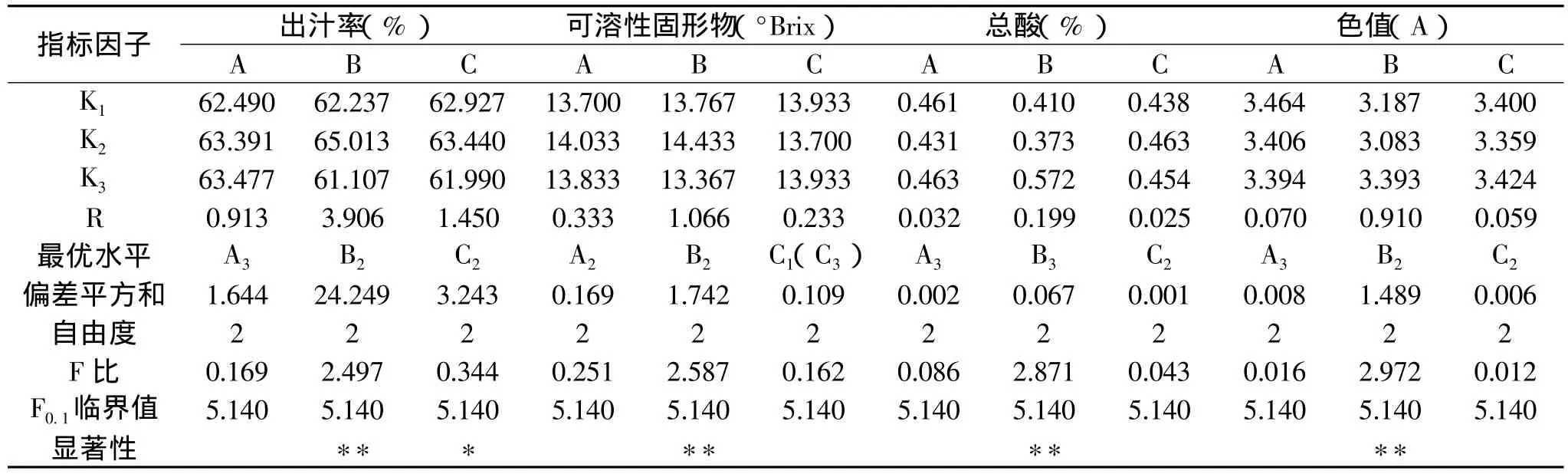
表5 极差分析和方差分析结果
2.4 酶解条件对色值的影响
由表2~表4可以看出,随着酶解温度的升高,酶解时间的延长,加酶量的增加,果汁色值显著低于对照。当酶解温度为50℃、酶解时间为2.0h、加酶量在3.0g/kg时色值最低。这说明酶解条件对果汁色值有显著影响,在果汁加工时加入适宜的果胶酶可明显改善果汁的色泽。
综合以上分析,本研究可以选择酶解温度:40、50、60℃;酶解时间:1.5、2.0、2.5h;加酶量:2.0、2.5、3.0g/kg进行正交实验,确定最佳的酶解工艺条件。
2.5 最佳酶解工艺条件的确定
由表5可以看出,从出汁率的角度而言,酶处理的最优条件为:A3B2C2。从极差大小看,各因素影响出汁率的主次顺序为:酶解温度>酶解时间>加酶量;此外,方差分析可以看出,温度对出汁率的影响显著。综合以上分析可以说明,酶解温度是影响出汁率的主要因素。
在加酶量A2(2.5g/kg),酶解温度B2(50℃),酶解时间C1=C3(1.5h、2.5h)上,梨果汁中可溶性固形物含量最高。从极差大小看,各因素影响可溶性固形物的主次顺序:酶解温度>加酶量>酶解时间。此外,从方差分析可以看出,酶解温度在α=0.1水平上极显著,这与极差分析的结果一致。综合以上分析可以看出,三个因素中,酶解温度是影响可溶性固形物的最主要因素,酶解时间和加酶量是次要因素。
从保持梨汁中较高酸含量的角度而言,酶解的最优条件为A3B3C2,即在加酶量A3(3g/kg)、酶解温度B3(60℃)、酶解时间C2(2h)水平梨汁中总酸含量最高。从极差大小看,各因素影响梨汁总酸含量的主次顺序为:酶解温度>加酶量>酶解时间。从方差分析可以看出,酶解温度对梨汁总酸含量有显著影响。
从防止色值变深的角度来看,A3B2C2是‘晚香’梨酶解的最佳条件,即梨汁的色值在加酶量A3(3g/kg)、酶解温度B2(50℃)、酶解时间C2(2h)水平最低。从极差大小来看,各因素影响梨汁色值的主次顺序为:酶解温度>加酶量>酶解时间。从方差分析可以看出,酶解温度对梨汁色值影响显著。
综合以上分析看出,酶解温度对出汁率、可溶性固形物含量、总酸、色值有显著影响。从其不同水平看B2(50℃)水平对出汁率、可溶性固形物含量、色值三项指标均有最优水平。酶解温度的升高会使色值增加,不符合梨汁低色值的要求。加酶量A3(3g/kg)水平对出汁率、色值、总酸有最优水平。酶解时间C2(2h)对出汁率、色值、总酸有最优水平。因此可以得出‘晚香’梨最佳酶解工艺条件为:A3B2C2,即加酶量为3g/kg,酶解温度为50℃,酶解时间为2h。
3 讨论
在果汁加工中,果胶酶对提高原料的出汁率等指标起着至关重要的作用。本研究发现果胶酶提高了‘晚香’梨的出汁率、可溶性固形物和总酸含量,与何志刚等人[16-17]的研究结果基本一致。
在果胶酶正交实验研究中,合适的酶解条件组合是影响果汁各项指标的关键。毕金峰等在用酶法提取树莓汁时,以品种、加酶量、酶解时间进行正交实验表明,最佳酶解温度40℃,最佳处理时间4h,加酶量为0.35%[18]。本研究以加酶量、酶解时间、酶解温度进行正交实验表明,最佳酶解温度50℃,最佳处理时间2h,最佳加酶量为3g/kg。由此可见,原料不同,酶解条件存在较大差异。此外本研究还发现,酶解温度是影响果汁各项质量指标的最主要因素,其次是加酶量和酶解时间。而林河通等人[19]的研究发现加酶量是影响各项质量指标的主要因素。这是否与果实中的营养成分以及酶制剂的不同有关,尚待进一步验证。
[1]王鸿飞,李元瑞,师俊玲.果胶酶在猕猴桃果汁澄清中的应用研究[J].西北农业大学学报,1999,27(3):107-109.
[2]王成荣,周山涛.果胶酶制剂在澄清苹果汁加工中的应用研究[J].食品与发酵工业,1990(5):29-35.
[3]SRCENATH H K,KADAMB I R.Improvement of juice recovery from pineapple residue using cellulases and pectinases[J].Journal of Fermentation and Bioengineering,1994,78(6):486-488.
[4]王鸿飞,李和生,庄荣玉.果胶酶对桑椹果汁澄清效果的研究[J].食品科学,2002,23(3):86-88.
[5]SIN H N,YUSOF S,SH E IK H ABDULHAM ID N,RAHMAN RA.Optimization of enzymatic clarification of sapodilla juice using response surface methodology[J].Journal of Food Engineering,2006,73(4):313-319.
[6]陈惠,何松.酶技术在果蔬汁加工中的最新应用[J].食品科技,2001(1):51-52.
[7] HENNIGER G,MASCARO L.Enzymatic-ultraviolet Determination of L-citric Acid in wine,Collaborative Study[J]. Journal of Food Engineering,1985,68(5):1024.
[8]沈巧生.浆果类果汁的酶法生产工艺及配方[J].中外科技情报,1994(9):45.
[9]GODFREY T,WEST S.Industrial Enzymology(Second Edition)[M].New York:Stockton Press,1996.
[10]Harvey T,Chan Jr.Enzyme gets the Guava juice out[J]. Agricultural Research,1992(1):27.
[11]王颉,张子德.鸭梨汁加工过程中褐变的控制及澄清方法的研究[J].中国食品学报,2002(4):4.
[12]高海生.安梨系列产品加工工艺研究[D].西北农林科技大学,2007.
[13]贾艳萍,赵晴萧,李军.金秋梨果醋的研究[J].食品工业,2007(4):44.
[14]韩振海,陈昆松.实验园艺学[M].北京:高等教育出版社,2006.
[15]綦菁华,蔡同一,倪元颖,等.酶解对苹果汁混浊的影响[J].食品科学,2003(9):69-72.
[16]何志刚,李维新,林晓姿.枇杷果汁加工的酶处理技术研究[J].食品科学,2004(1):72-75.
[17]杨军,赵学慧.果胶酶在苹果汁加工过程中的应用研究[J].中国酿造,1998(2):5-17.
[18]毕金峰,黄颖.酶法提取树莓汁的研究[J].饮料工业,2002(5):38-40.
[19]林河通,苏大庆,陈绍军.杭青梨澄清果汁加工中的护色条件和酶法液化技术[J].福建农业大学学报,2001,30(2):236-239.
Study on enzymolysis technology of pear juice processing
SHAO Qin,YU Ze-yuan*,LI Xing-guo
(College of Horticulture,Northeast Agriculture University,Harbin 150030,China)
The study focused on the enzymolysis processing technique conditions in the juice of pear in cold area. Through the insertion of single-factor experiment,the amount of pectinase adding,enzymolysis time,the temperature of enzymolysis to impact the quality of pear juice was studied.By orthogonal experiments,the best condition of enzymolysis processing technology was defined.The results showed that best condition of enzymolysis processing was temperature 50℃,pectinase adding 3g/kg and time 2h.
pectinase;enzymolysis;processing condition
TS255.44
B
1002-0306(2011)02-0227-03
2010-01-26 *通讯联系人
邵勤(1981-),男,硕士,研究方向:果品采后处理。
黑龙江省“十一五”科技攻关资助项目(GB06B112-4)。
猜你喜欢
食品工业(2022年2期)2022-03-09
科教新报(2022年5期)2022-02-28
陕西科技大学学报(2019年5期)2019-10-18
现代食品(2018年24期)2018-04-19
食品安全导刊(2017年30期)2017-11-28
中成药(2017年5期)2017-06-13
作文周刊·小学四年级版(2016年31期)2017-04-15
中国糖料(2016年1期)2016-12-01
甘蔗糖业(2015年5期)2015-12-12
中国果菜(2015年2期)2015-03-11