
回流对不相容体系共混物分布混合效果的影响
2011-12-04 08:46周炳斌马秀清黄凤春梁文虎
中国塑料 2011年8期
周炳斌,马秀清,黄凤春,梁文虎
(北京化工大学机电工程学院,北京100029)
回流对不相容体系共混物分布混合效果的影响
周炳斌,马秀清*,黄凤春,梁文虎
(北京化工大学机电工程学院,北京100029)
对啮合同向双螺杆挤出机熔体输送段6种不同螺杆构型所形成的流场进行了数值模拟,并进行了实验研究。结果表明,增大回流系数能增强共混物的分布混合效果,并且回流系数越大,分布混合效果越好。
不相容体系;共混物;啮合同向双螺杆挤出机;回流系数;分布混合
0 前言
啮合同向双螺杆挤出机具有优异的混合性能,广泛应用于聚合物的改性、脱挥、反应挤出及成型加工等[1]。随着聚合物加工工业的发展,对双螺杆挤出机混合性能的要求也越来越高,对高效率的混合元件的需求也成了必然,因此国内外很多专家和学者纷纷研制了各种新型混合元件来改善聚合物的混合效果。
对于分布混合,要确保良好的分布性混合效果,必须确保频繁的流体分流、合并和置换或高剪切应变和拉伸应变、均匀的形变历程[2]。目前,大多数分布性混合元件是分流类的元件,即主要依靠在元件上开槽来提高分布混合性能,例如齿形盘,螺纹混合元件(SME)等[3]。
本文在熔体输送段设置一个置换区,置换区分别为齿形盘、不同错列角捏合盘以及齿形盘或中性捏合盘与反向元件的组合构型。使用Polyflow软件对这些元件形成的流场进行了三维数值模拟及回流系数(回流量与净流量的比值)的分析计算,并对这些螺杆构型的分布混合能力进行了实验研究,以探索元件的回流系数和分布混合能力的关系。
1 模拟部分
1.1 数学模型
基本假设:为拟定流场,考虑到熔体输送的具体条件和聚合物的特性以及双螺杆挤出过程中熔体输送段的具体情况,作如下假设:
(1)熔体为不可压缩的流体;
(3)雷诺数较小,流动为层流流动;
(4)惯性力、重力等体积力要远小于黏滞力,可忽略不计;
(5)流道壁面无滑移;
(6)熔体在流道中全充满。
数学方程:基于以上假设,在直角坐标系下,连续性方程简化为:

动量方程为:

基于等温假定,不考虑能量方程,需要根据连续性方程、动量方程和本构方程来求解速度场。
数据采集及共享层是整个系统的基础,其采集的各类信息可为系统应用提供信息来源,数据采集及共享层主要构筑以检测器检测数据和外部共享数据为基础的多源信息采集系统.
流体为非牛顿流体,选用Cross模型,其本构方程为:

式中 η0——零切黏度,Pa·s
λ——时间常数
m——Cross模型指数
1.2 物理模型
本文采用的6种构型,它们分别是:(1)齿形盘;(2)齿形盘+反向元件;(3)错列角为90°的捏合块;(4)错列角为90°的捏合块+反向元件;(5)错列角为120°的捏合块;(6)错列角为150°的捏合块,如图1所示。其中捏合盘单片厚度为7.5mm;螺杆外径为33.6mm,机筒内径为34mm,螺杆中心距为30mm,计算域长度为60mm。

图1 螺杆构型Fig.1 Screw configuration
根据模型实际尺寸,建立用于有限元分析的构型的流道模型,图2为螺杆构型3流道的物理模型。
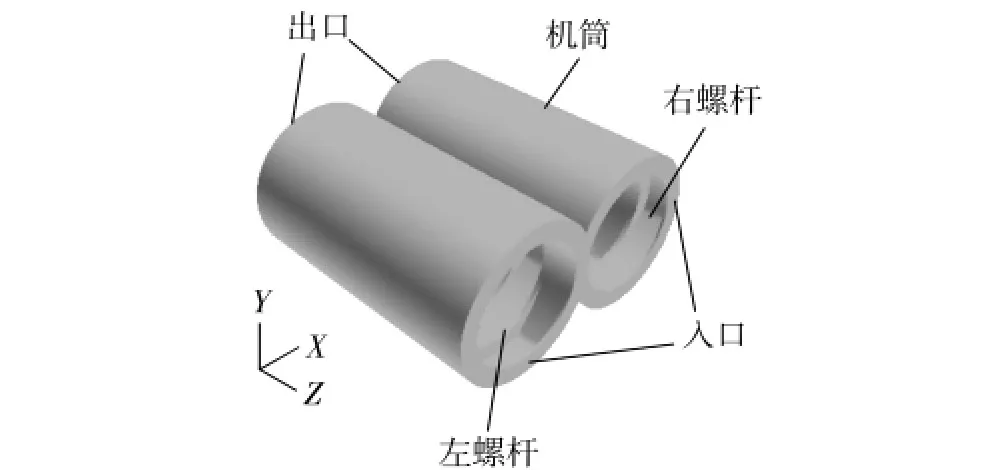
图2 螺杆组合流道的物理模型Fig.2 Physical model of screw assembled field
1.3 物性参数及边界条件
在流场模拟计算中,所采用的聚丙烯(PP)的物性参数:η0=9560Pa·s;λ=0.3664;m=0.7372。
本文用入口流量与出口压力共同定义流道的出入口边界。入口端面给定与实验加料量对应的体积流量Q=1×10-6m3/s,出口压力P=3MPa。对流场的其他3个边界给定速度边界条件,根据壁面无滑移的假设,在螺杆外表面上为周向转动速度边界,根据实验工艺条件,左右两螺杆转速Ns=50r/min;而机筒是静止不动的,因此机筒内表面速度Vb=0。
2 实验部分
2.1 主要原料
PP,1008,北京燕山石化化工股份有限公司;
聚苯乙烯(PS),158K,扬子巴斯夫苯乙烯系列有限公司。
PP/PS=80/20(质量比)。
2.2 主要设备及仪器
双螺杆挤出机,LSM30/34,德国Leistritz公司;
扫描电子显微镜(SEM),Hitachi S-4700,日本 Hitachi公司。
2.3 螺杆构型、机筒组合及温度条件
图3为本文用到的机筒组合及螺杆构型。T1~T6分别为:210、230、230、230、230、230℃,T7为210℃。

图3 螺杆构型与机筒组合Fig.3 Configuration of screw and barrel
2.4 样品制备
设定螺杆转速为50r/min,加料量为5kg/h,分别用上述6种螺杆构型挤出试样。
2.5 性能测试与结构表征
在“海-岛结构”两相体系共混物中,在宏观上是均匀的,但在微观上样本的不同测点分散相浓度不可能完全相同,分散相分布均一性可用分布不均一系数Kc来表征[4]。Kc值越小,分散的均匀性越好,即分布混合效果越好。

式中 ci——样本中的分散相浓度
c——分散相平均浓度
S——样本浓度标准差,即式(5)的平方根
m——样本数
SEM分析:将挤出的试样放入液氮中冷却,脆断,端面喷金,利用SEM观察共混物断面的相态结构并拍摄照片。
3 结果与讨论
由图4可看到,(a)和(c)有明显的粒子分布较疏散的区域(在图中用“□”标出)和粒子分布较紧密的区域(在图中用“○”标出);(b)和(d)也有粒子分布较松散或密集的区域,但没有(a)和(c)明显;而(e)和(f)总体分布比较均匀,没有明显的分布疏散或紧密的区域。由表1可知,回流系数大的螺杆构型,其相应的不均一系数也就较小。下面对回流系数和分布混合的关系作具体分析。

表1 回流系数和不均一系数Tab.1 Backflow coefficient and inhomogenous coefficient

图4 样品的SEM照片Fig.4 Photograph for the samples
图5(a)为螺杆构型1和螺杆构型2的不均一系数的柱状图。构型1为齿形盘(总长60mm),构型2为齿形盘和反向元件的组合,即用30mm长的反向元件取代构型1下游30mm长度的齿形盘而成,目的是为了提高其回流系数。齿形盘是具有很强分布混合能力的混合元件,对物料能起到很好的分流、合并和置换的作用[5]。虽然构型2的齿形盘长度比构型1小,但从柱形图可以看出,构型2的不均一系数比构型1要小一些,即分布的均匀程度比构型1要好。这是因为构型2下游的反向元件的强回流作用,使物料出现较多的回流而多次来回经过上游的齿形盘,使物料分流合并的次数多于构型1,最终具有了更好的分布混合效果;同时由于反向元件的存在增加了物料的停留时间,这对促进分布混合也具有良好的作用。

图5 不均一系数Fig.5 Inhomogenous coefficient
图5(b)为螺杆构型3和螺杆构型4的不均一系数的柱状图。90°捏合块不具有输送作用,但能对物料起到很好的分流、合并和置换的作用,促进物料的分布混合。构型4虽然反向元件的存在取代了30mm长的捏合块,但不均一系数却比构型3小。这同样说明了回流对共混物的分布混合起很大的作用。
从图5还可以看到,构型1的不均一系数比构型3的小;同样,构型2的不均一系数比构型4的小,这说明齿形盘的分布混合性能比中性捏合盘好。
由图6可知,各构型回流系数依次增大,其相对应的不均一系数依次下降,即分布混合性能越好。对于90°捏合块,本身没有输送能力,物料在上游的压力作用下,很快通过了捏合块混合区,其停留时间相对较小,回流系数也较小,分布混合效果也相对较差。随着捏合块错列角的增大,回流系数也越大,即物料的回流效果也越明显,使物料回流量大而可能经历的分流次数也变多,其分布混合效果也就越好。总之,分布混合性能随着回流系数的增大而增强的趋势是明显的。
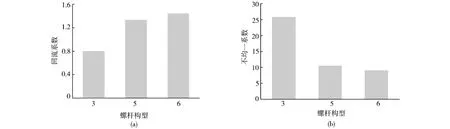
图6 回流系数和不均一系数Fig.6 Backflow coefficient and inhomogenous coefficient
4 结论
(1)对于分流类分布混合元件,在下游加上反向元件能增加其分布混合能力;
(2)回流系数越大,分布混合性能越好,实验与模拟结果一致。
[1] 耿孝正.双螺杆挤出机及其应用[M].北京:中国轻工业出版社,2003,1.
[2] 陈志强,王春芬,汪 颐.啮合同向双螺杆挤出机新型混炼元件性能及应用[J].中国塑料,2001,15(6):78-83.
[3] 耿孝正.塑料混合及连续混合设备[M].北京,中国轻工业出版社,2008,1.
[4] 王国全.聚合物共混改性原理与应用[M].北京:中国轻工业出版社,2007,1.
[5] 宋晓波,许忠斌,冯连芳,等.齿形盘元件的局部停留时间分布[J].中国塑料,2006,20(2):93-98.
Effect of Backflow on the Distributive Mixing Performance of Incompatible Polymer Blends
ZHOU Bingbin,MA Xiuqing*,HUANG Fengchun,LIANG Wenhu
(College of Mechanical and Electrical Engineering,Beijing University of Chemical Technology,Beijing 100029,China)
The flow fields of six different screw configurations at melt conveying section in an intermeshing co-rotating twin-screw extruder were simulated and the corresponding experiments were carried out.It showed that increasing the backflow coefficient enhanced the distributive mixing effect of polymer blend,and the greater the backflow coefficient was,the better the distributive mixing performance was observed.
incompatible system;blend;intermeshing co-rotating twin screw extruder;backflow coefficient;distributive mixing
TQ320.66+3
B
1001-9278(2011)08-0094-05
2011-04-11
工程塑料高性能化制备关键技术的研究与开发(2008BAE59B04)
*联系人,maxq@mail.buct.edu.cn
猜你喜欢
看世界·学术下半月(2020年6期)2020-09-10
中国粮油学报(2019年4期)2019-07-12
风能(2016年9期)2016-12-21
中国塑料(2016年7期)2016-04-16
中国粮油学报(2016年5期)2016-01-23
中国塑料(2015年2期)2015-10-14
中国塑料(2015年11期)2015-10-14
噪声与振动控制(2015年4期)2015-01-01
中国塑料(2014年8期)2014-10-17
火炸药学报(2014年5期)2014-03-20
