基于可靠性保证参数的船体焊接工艺参数可靠性优化设计探索
2011-12-12 08:57中国船舶工业综合技术经济研究院韩新宇
环境技术 2011年6期
文 | 中国船舶工业综合技术经济研究院 韩新宇 方 颍
基于可靠性保证参数的船体焊接工艺参数可靠性优化设计探索
文 | 中国船舶工业综合技术经济研究院 韩新宇 方 颍
提出了舰船建造可靠性保证参数的概念及计算方法,给出了基于灰决策分析的工艺参数优化设计方法,并给出了某工艺条件下船体焊接工艺参数可靠性优化设计实例。
焊接工艺;可靠性;灰决策分析
1.言
船体焊接工艺参数是确保焊缝质量的重要因素,目前焊接工艺参数常用的设计方法有数学模型计算法、试验评定法、经验法等。这些方法大都从保证工艺质量的角度出发,没有考虑工艺可靠性的要求。此外,对于船体焊接工艺来讲,电弧电压、焊接电流、焊接速度之间相互联系,寻找这些工艺参数的最佳组合引起广泛关注。
本文对基于可靠性保证参数的焊接工艺参数可靠性设计方法进行了探索性研究,旨在原有定量设计的基础上将影响因素可靠性保证参数和生产目标作为考虑因素,寻找基于可靠性要求的相对最优的工艺参数组合,利用实例数据得出了设计结果。
2.靠性保证参数
2.1.靠性保证参数的概念
工艺过程可靠性的主要工作是防止降低产品设计阶段所设计的固有可用性和维修性水平。假设设计阶段某产品的固有可靠性为R,最终交付产品的固有可靠性为R',则两者之间存在如下关系:
R' = C ·R
其中C即为工艺过程可靠性的保证参数,0<C≤1。
2.2.船建造过程可靠性保证参数的计算
产品在生产过程中固有可靠性的降低是受各种可靠性影响因素的影响,设生产该产品某工艺有j个可靠性影响因素,可靠性影响因素对该工艺的影响体现在影响程度ωj和发生概pj两个方面,由此引入可靠性影响因素对工艺的敏感性因子为该影响因素影响程度和发生概率的乘积用Sj表示:
Sj=ωj·pj
舰船建造过程是一个庞大的工艺体系,记各工艺或过程对舰船最终产品的敏感性因子为Si,其中某工艺第j个影响因素对该工艺的敏感性因子为Sij,i表示工艺或过程的序号,j表示i工艺影响因素的个数。
单个影响因素的对舰船产品保证参数 的计算式为:

假设舰船建造过程影响可靠性较大的工艺或过程数量为m,建造过程的可靠性保证参数为:

3.于灰决策分析的工艺参数优化设计方法
船体焊接工艺参数优化设计旨在原有设计的基础上将影响因素可靠性保证参数和生产目标作为考虑因素,对工艺参数进行优化,寻找基于可靠性要求的相对最优的工艺参数组合,这就涉及到多个目标多个参数的评价问题。灰色局势决策正是专门解决灰色系统多目标决策问题的一种方法。其基本思想是通过对由事件集和对策集组成的局势集进行数学分析后在局势集中选择最优局势。运用灰色决策理论可以使评价各种方案的多方面因素的相互间互补的、不可比的指标,成为可比的、可量化的,特别是对于多评价指标的系统方案选择,灰色决策提供了一个可行的方法。基于灰决策分析的工艺参数可靠性优化设计方法的步骤为:
3.1.定设计要素和可靠性保证参数目标
明确所要设计得工艺参数和可靠性保证参数目标。选择影响因素的可靠性保证参数时,一方面要考虑影响因素受工艺参数影响较大,另一方面要考虑影响因素的可测量性。
3.2.定工艺参数组合方案
由于在实际操作过程中焊接工艺参数会受各种因素包括焊接部位、焊接材料以及焊接环境等的影响,因此在现有的工艺文件中,也只给出了各种焊接方式的工艺参数的范围,施工人员在施工前还会在所规定的工艺参数范围内确定即将使用的工艺参数,因此选择工艺参数为何值时进行操作就具有很大的不确定性。确定工艺参数组合方案时,根据工艺参数适用区间范围的大小,将工艺参数平均分为若干个水平,采用正交设计的思想得出不同的工艺参数组合方案。
3.3.定事件、对策、局势和目标
用A={a1,a2,...an}表示事件集,还要确定解决这一事件的措施或方法即对策,用B={b1,b2,...bn}表示对策集,即事件集中每一事件相应的所有可能的方案。局势是事件和对策的二元组合,局势集可以用S=A×B={(ai, bi) | ai∈A , bi∈B}来表示。目标是评价局势优劣的根据和要求,即评价用这个对策对付这一事件效果的准则或尺度。进行可靠性优化设计时要以可靠性保证参数为目标之一。

3.4.出局势效果样本
在一定目标下局势的数字表现,称为局势的效果样本即分别给出各个方案在不同目标下的值,针对可靠性保证参数目标,要通过具体的计算得到。
3.5.认目标极性,作效果测度变换
对一定目标下的效果样本,其数值大小的要求称为该目标的极性,目标极性通常有:极大值极性、极小值极性和适中值极性。
极大值极性是指希望某目标下效果样本的值越大越好即正极性目标;极小值极性是指希望某目标下效果样本的值为越小越好,即负极性目标。适中值目标是指某目标下的效果样本,不希望太大也不希望太小,而希望取某一个适中值,则为适中值目标。
4.体焊接工艺参数优化实例
实例以某船船体焊接手工电弧焊工艺为应用对象,工艺条件如表1所示,在该条件下收集了100组不同工艺参数下余高和焊缝宽度数据篇幅有限部分数据见表2。
4.1.计要素
本例中的设计要素为焊接电流、焊接电压和焊接速度。焊接缺陷是焊接工艺可靠性的影响因素,因此焊接工艺缺陷也有相应的可靠性保证参数, 余高系数是反映焊缝尺寸且随工艺参数变化明显的一个重要可测物理量,余高系数不合理会引起焊缝形状尺寸缺陷,使焊接接头强度降低,影响焊缝的可靠性,计算方法为:余高系数=焊缝宽度/余高。实例中以余高系数可靠性保证参数作为目标1,显然目标1具有极大值属性。
4.2.定备选方案
将船体焊接工艺参数分为不同的水平,如表3所示。
根据正交试验设计的思想,将以上不同水平的工艺参数进行组合,得到9组工艺参数的组合方案,如表4。
4.3.定事件、对策和局势
三是专业的方法。注重发挥财税政策的奖励惩戒作用和健全金融机构内部的激励约束机制。坚持债权债务双管齐下,从政府端和金融端协同治理地方政府隐性债务,防范系统性金融风险;针对小微企业融资难融资贵问题,聚焦金融机构对小微企业融资意愿不强的现实,从改善公司治理、增强内生动力的角度入手,深入研究金融机构绩效考核激励机制。
本例中事件为A={焊接工艺参数可靠性优化设计},方案bi,i =1, 2, 3, ... , 8, 9为对策,有局势为:
s1=(a, b1)=(a,{22-24,90-100,90-100});
s2=(a, b2)=(a,{22-24,100-110, 100-110});
s3=(a, b3)=(a,{22-24,110-120,110-115});
s4=(a, b4)=(a,{22-24,90-100, 100-110});
s5=(a, b5)=(a,{22-24,100-110, 110-115 });

表1.例工艺条件
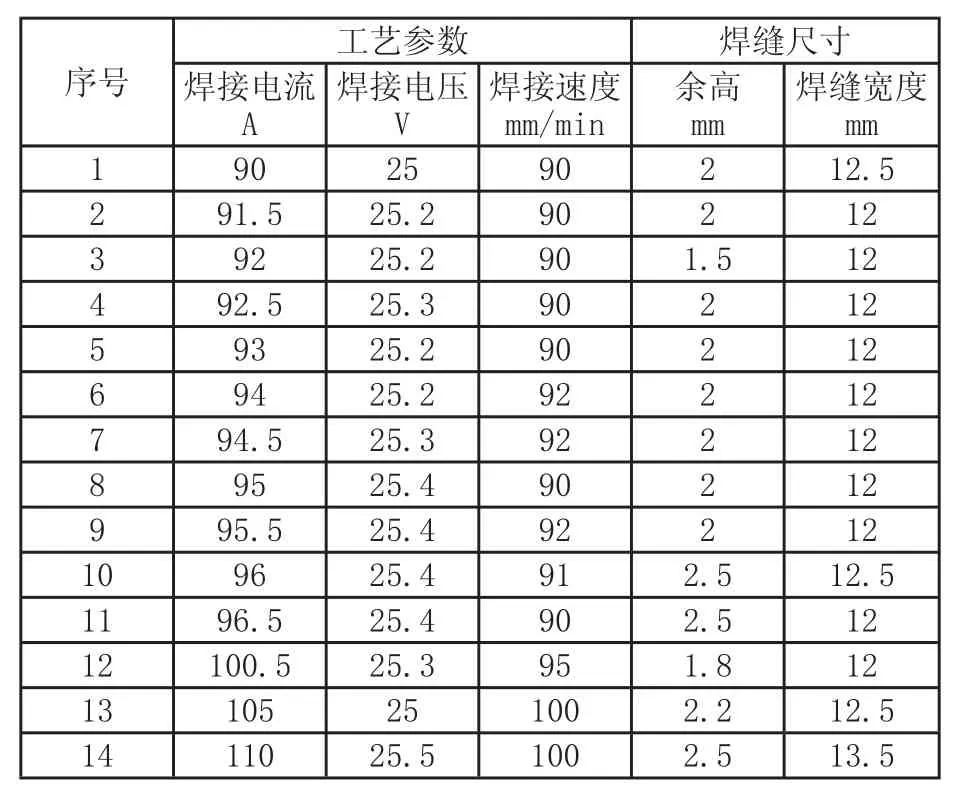
表2.分船体焊接工艺参数和焊缝尺寸数据

表3.体焊接工艺实例工艺参数的不同水平值
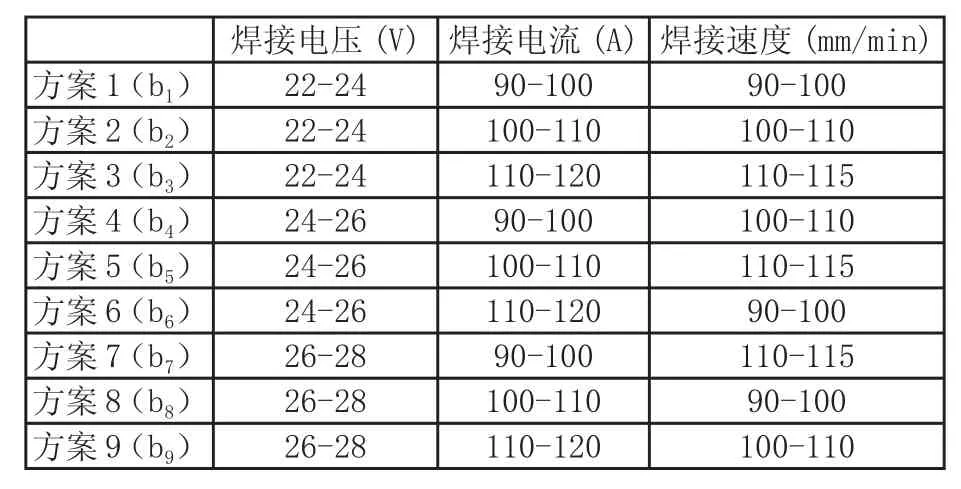
表4.接工艺实例工艺参数局势

4.4.定目标及其极性
本例中目标及其极性如下:

表5.接工艺实例的局势的效果样本
目标1α1,焊接工艺余高系数可靠性保证参数为极大值目标。
目标2α2,生产效率为极大值目标。
4.5.算局势效果样本作效果测度变换
设x={x1, x2, ... , xn}为工艺参数x在规定区间变化各值的集合,对应的余高系数的保证参数集合为c={c1, c2,... , cn},与工艺参数集合x对应的余高系数的影响程度集合为ω={ω1, ω2, ... , ωn}、发生概率集合为p={p1, p2, ... ,pn},焊接工艺对舰船产品的敏感性因子为S,则可靠性保证参数的计算式为ci= 1- S·ωi· pi。利用所收集的100组不同工艺参数下余高和焊缝宽度数据,统计分析后可得出余高系数的发生概率,以余高偏差值作为其影响程度计算。由此可得出各方案在目标1下的效果,目标2的效果以各方案焊接速度的平均值计算,计算结果如表5所示。
由式3计算α1和α2的上限效果测度如表6。
4.6.立统一效果测度空间
统一效果测度算式为:
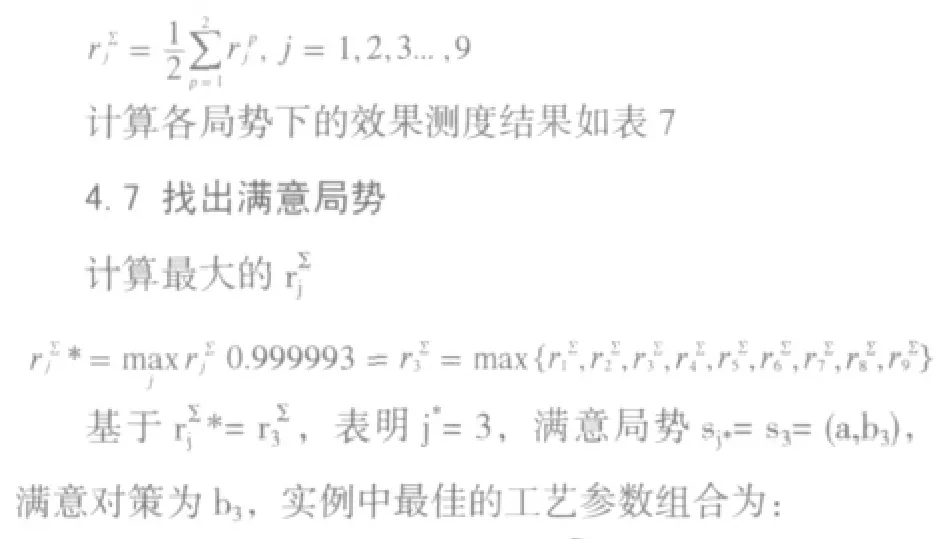
焊接电压:U = 22~24 (V)
焊接电流:I = 110~120 (A)
焊接速度:V = 110~115 (mm/min)

表6.标α1和α2的上限效果测度
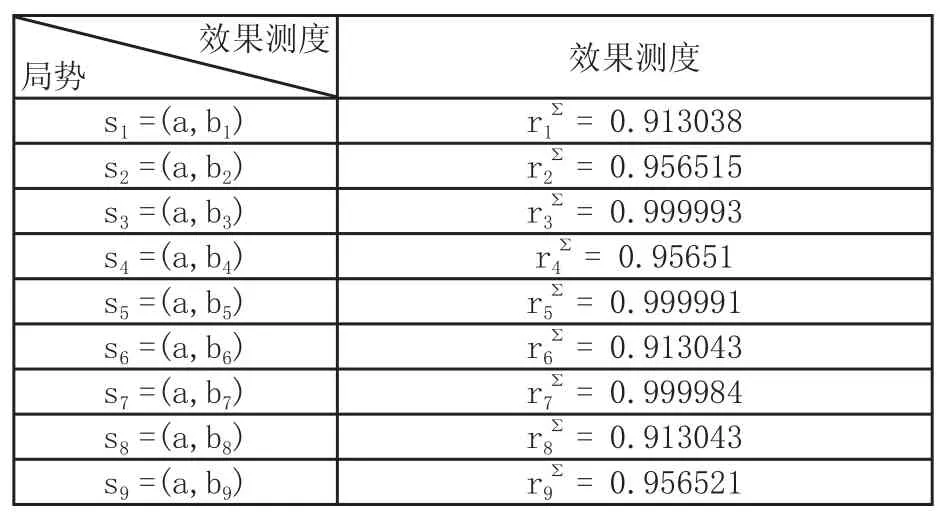
表6.标α1和α2的上限效果测度
5.结
船体焊接舰船建造一个重要的工艺环节。在实际生产中,焊接工艺参数选择、制订及优化一直是人们十分关注的问题。在以前的工作中,焊接工艺参数选择、制订及优化主要依赖于实际经验和试验,可靠性不高,试验工作量很大,本文在可靠性保证参数的基础上,探索了焊接工艺参数优化设计方法,通过实例验证了方法的可行性,但目前也仅针对余高等随工艺参数变化较大的影响因素,对于无法测量且随工艺参数变化不明显的影响因素的分析方法还有待进一步研究。
[1] 邓聚龙,灰色系统理论教程[M].武汉:华中工学院出版社,1990
[2] 方立东等,焊接工艺参数优化计算机辅助系统的设计与研究 [J].江苏船舶,2002(6):29-30
[3] 陈伯蠡,焊接工程缺欠分析与对策[M].北京:机械工业出版社,2006
Hull Welding Parameters Reliability Optimize Design Exploration Based on Reliability Ensure Parameter
The concept and calculation method of shipbuilding reliability parameter is put forward, reliability optimal design method of process parameters is given based on grey decision analysis. An example about reliability optimal design of shipwelding process parameters is presented under some process conditions.
welding process;reliability;grey decision analysis
韩新宇(1980~)山西太原人,工程师,主要从事舰船可靠性研究工作和舰船软件测试工作。
方颖(1977~)辽宁铁岭人,高工,主要从事舰船可靠性研究工作。
猜你喜欢
环球时报(2022-02-23)2022-02-23
建材发展导向(2021年6期)2021-06-09
英语文摘(2020年12期)2020-02-06
金属加工(热加工)(2020年12期)2020-02-06
上海质量(2019年8期)2019-11-16
电子制作(2018年23期)2018-12-26
电子制作(2017年2期)2017-05-17
制造业自动化(2017年2期)2017-03-20
电测与仪表(2015年6期)2015-04-09
设备管理与维修(2015年12期)2015-04-09